


промежуточная металлургия
Tundish Metallurgy
Для перекачки жидкой стали из разливочного ковша в кристаллизатор МНЛЗ используется промежуточная емкость, называемая промежуточным ковшом. Промковш представляет собой прямоугольный сосуд с огнеупорной футеровкой большим концом вверх, который может иметь крышку с огнеупорной футеровкой сверху. В днище промежуточного ковша имеется один или несколько портов сопла с шиберным затвором или стопорным стержнем (ами) для регулирования потока жидкой стали. Промежуточный промежуточный ковш часто делится на две секции, а именно (i) входную секцию, которая обычно имеет разливочную коробку и куда жидкая сталь подается из сталеразливочного ковша, и (ii) выходную секцию, из которой жидкая сталь подается в установку непрерывной разливки. машинная форма (формы). По длине промежуточного ковша могут быть расположены различные устройства регулирования потока, такие как плотины, водосливы, перегородки с отверстиями и т.п. Более длинный путь предпочтителен для увеличения времени пребывания жидкой стали, что способствует флотации макровключений. Важные металлургические элементы промежуточного ковша показаны на рис. 1.
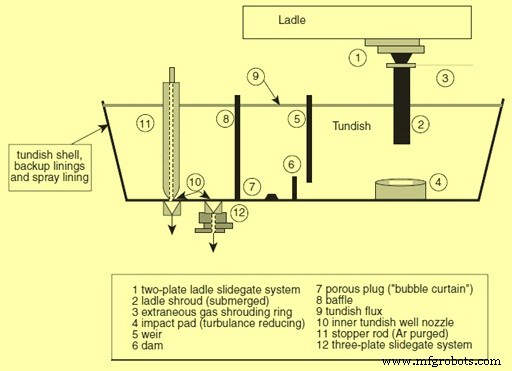
Рис. 1. Важные металлургические элементы промежуточного ковша
Промковш МНЛЗ служит буфером и связывает прерывистый процесс вторичной выплавки стали в ковше с процессом непрерывной разливки в кристаллизаторе. Он действует как резервуар во время периодов смены ковшей и продолжает подавать жидкую сталь в кристаллизатор, когда подача жидкой стали прекращается, что делает возможной последовательную разливку несколькими ковшами. Основными причинами образования включений и загрязнения жидкой стали являются повторное окисление жидкой стали воздухом и переносом окислительного ковшового шлака, унос промежуточного ковша и ковшового шлака и эмульгирование этих шлаков в жидкую сталь. Эти включения должны всплывать из жидкой стали во время ее прохождения через разливочный ковш перед заливкой в форму.
В прошлом, когда ковшовая металлургия (например, ковшовая печь, LF) не была полностью развита, ожидалось, что промежуточный ковш будет функционировать как рафинер раскисленной жидкой стали, перекачиваемой из ковша, где включения не были полностью удалены. Без обработки LF раскисленная жидкая сталь имела макровключения и большое количество микровключений местного происхождения, которые могли агломерироваться с образованием макровключений во время переноса жидкой стали. Промежуточный ковш способен уменьшить некоторую долю макровключений из жидкой стали, отрегулировать химический состав и контролировать температуру жидкой стали до уровня, подходящего для подачи в форму. С использованием LF и/или дегазатора чистота жидкой стали с годами значительно улучшилась, чтобы удовлетворить все более строгие требования клиентов, а промежуточный ковш теперь рассматривается скорее как загрязнитель, чем как рафинатор. Заметное загрязнение обычно происходило во время переходных периодов (или нестационарного состояния) последовательной разливки, т. е. во время открытия ковша, при переходе двух плавок (или смене ковша) и во время опорожнения ковша.
В переходные периоды входящий поток жидкой стали и любой выплеск жидкого металла сильно реокисляются окружающим воздухом и окислительным ковшовым шлаком, который переносится в разливочный ковш вместе с жидкой сталью. Поток жидкой стали ударяется о плавающий на поверхности жидкой стали ковшовый шлак и разливочный шлак, который в конечном итоге уносится в жидкую сталь, и агрессивно эмульгирует их. И повторное окисление, и унос шлака приводят к образованию вредных включений макрооксидов. Al-раскисленная жидкая сталь, даже после удаления крупных частиц продукта раскисления в LF, содержит большое количество взвешенных мелких частиц глинозема. Было обнаружено, что эти частицы агломерируются турбулентным потоком жидкой стали во время переноса жидкой стали из ковша через разливочный ковш в изложницу, образуя большие скопления глинозема.
Известно, что макровключения и большие кластеры оксида алюминия являются основной причиной проблем последующей обработки и дефектов, возникающих в пряди и их конечных продуктах. Клиенты металлургических заводов обычно требуют более чистую сталь с меньшим размером макровключений и кластеров для повышения производительности стальной продукции. Соответственно, конструкция и работа промежуточного ковша должны быть направлены на минимизацию образования макровключений и скоплений оксида алюминия и их удаление после их образования. В противном случае все усилия по очистке расплава в ЛФ и на других технологических этапах не имеют никакой ценности.
На начальных этапах разработки промежуточный ковш рассматривался как не более чем резервуар для хранения достаточного количества жидкой стали, чтобы обеспечить постоянный напор над формой и позволить замену ковша без прерывания последовательной разливки. При постоянном акценте на превосходное качество стали становится все более очевидным, что промежуточный разливочный ковш выполняет гораздо более важную функцию в качестве реактора непрерывного действия, чем первоначально предполагалось. Промковш, который является важным связующим звеном в процессе непрерывной разливки высококачественной стали, в настоящее время действительно признан важным металлургическим реактором. Таким образом, это сосуд, в котором происходит ряд операций, требующих химического, термического и физического контроля.
Различные технологии, такие как длинное сопло или труба, защищающая от инертного газа, были реализованы для уменьшения повторного окисления воздуха и эмульгирования шлака. Точно так же устройства контроля потока расплава использовались для улучшения плавучести включений, образующихся во время процесса. Внедрение активного контроля температуры жидкой стали в промежуточном ковше также способствовало разливке чистой стали. Эти меры оказались весьма успешными, по крайней мере, во время стационарной работы промежуточного ковша, но могут оказаться недостаточными для нестационарной работы. Работа в нестационарном режиме является неотъемлемой частью длительной последовательной разливки для повышения выхода металла. Хотя желательно отливать сталь высокого качества, компромисс между качеством и стоимостью всегда достигается при любой операции с промежуточным ковшом.
Качество жидкой стали, подаваемой из промежуточного ковша в изложницу, во многом зависит от степени и контроля взаимодействия шлаковой, газовой и огнеупорной фаз с жидкой сталью. Современный промежуточный ковш предназначен для обеспечения максимальной возможности проведения различных металлургических операций, таких как разделение включений, флотация, легирование, модификация включений обработкой кальцием, регулирование перегрева, термическая и композиционная гомогенизация, что привело к развитию отдельного участка вторичного производства стали. стали, называемой металлургией промежуточного ковша.
Промежуточный ковш непрерывного литья заготовок выполняет несколько функций, включая (i) критическое звено в цепи обеспечения качества стали, (ii) непрерывный рафинер и (iii) передатчик металлургических сигналов. Суть процесса заключается в том, что неуправляемый промежуточный ковш становится загрязнителем, а не рафинером. Нельзя отрицать, что промежуточный ковш является такой же частью практики чистой стали, как ковш перед ним и литейная форма после него. Если качество, заложенное в стали на первичных и вторичных операциях по производству стали, теряется в промежуточном ковше, возможность производства качественного продукта, соответствующего предполагаемому применению, полностью зависит от восстановления в литейной форме. Это гораздо более трудоемкая задача, учитывая ограниченное время, в течение которого сталь находится в пределах формы, что дает конечную возможность очистить сталь на последней стадии перед полным затвердеванием.
Многие операторы сталелитейных заводов изучили свои промежуточные ковши, чтобы максимально использовать преимущества времени пребывания, доступного для флотации и ассимиляции продуктов реакции из жидкой стали в фазу шлака. Это могут быть продукты раскисления, реокисления, осаждения, эмульгирования и/или уноса тугоплавких компонентов в жидкую сталь и, таким образом, охватывать как собственные, так и экзогенные включения. Основываясь на правильном выборе конструкции промковша, работа промковша должна быть направлена на следующее.
- Чтобы способствовать плавающему включению за счет увеличения времени пребывания.
- Для обеспечения усвоения включений пленным и неагрессивным шлаком
- Для снижения тепловых и химических потерь жидкой стали
- Чтобы свести к минимуму короткое замыкание и мертвые зоны.
- Чтобы предложить оператору оптимальную конструкцию для обеспечения качества и производительности.
Устранение загрязнения воздухом и/или огнеупорными фазами и технологиями, обеспечивающими чистоту стали, является неотъемлемой частью надежной работы промежуточного ковша. Критерии проектирования, моделирование, управление потоком промежуточного ковша, шлаки, контроль температуры и улучшение чистоты, а также нестационарные операции являются важными аспектами металлургии промежуточного ковша. После окончательной доработки конструкции промежуточного ковша для конкретного применения операторы получают возможность максимизировать улучшение качества, когда промежуточный ковш рассматривается и используется как рафинер непрерывного действия. Оператор должен осознавать, что отклонения от установленной практики очистки стали могут иметь катастрофические последствия.
С акцентом на более высокие показатели производительности, обусловленные увеличением скорости разливки, большей эксплуатационной готовностью машин и улучшенным выходом продукции, более крупные и глубокие разливочные ковши стали нормой в отрасли. Это оказало благотворное влияние на чистоту стали, поскольку отделение включений обычно облегчается в более высоком и объемном резервуаре для промежуточного ковша, особенно если позаботиться о том, чтобы включения физически не увлекались на излишне глубокие уровни.
Стремление к большей рабочей глубине разливочного ковша не только увеличило время пребывания металла, но также обеспечило дополнительное преимущество, заключающееся в снижении возможности завихрения шлаков разливочного ковша, особенно в переходных условиях, таких как замена ковшей. Это верно независимо от типа используемых дозирующих устройств для промежуточного ковша для формования, которые могут быть простыми дозирующими отверстиями, регулирующим стопорным стержнем, многопластинчатыми шиберными механизмами или недавно представленными прецизионными регулирующими клапанами. Чтобы использовать промежуточный ковш в качестве рафинировочного сосуда, должны быть соблюдены следующие критерии:
- Устранение источников загрязнения расплавленной сталью, т.е. эрозия огнеупоров, повторное окисление, вынос ковшового шлака и эмульгирование промежуточного шлака.
- Стимулирование флотации включений и отделение их от жидкой стали с помощью устройств для изменения потока (FMD), фильтров и искусственного шлака.
- Внедрение таких технологий, как терморегуляция, безшлаковый перенос и оптимизированные системы подачи металла в форму.
Роль и функции промежуточного ковша в процессе непрерывной разливки, а также его значение для производства чистой стальной отливки кратко изложены ниже.
- Промковш соединяет ковш с кристаллизатором машины непрерывного литья заготовок. Он принимает жидкую сталь из ковша и подает ее в кристаллизаторы непрерывной разливки с минимальным загрязнением, равномерно и с заданным расходом и температурой.
- Промковш — это сосуд с огнеупорной футеровкой, состоящий из входной и выходной секций и устройств регулирования потока, таких как плотины и водосливы или перегородка с отверстиями по всей длине. Промежуточный ковш может иметь крышку с огнеупорной футеровкой и нижние порты, соединенные с шиберными заслонками или стопорными стержнями, через которые расплав подается в форму.
- Реоксидация воздухом входящего потока жидкой стали предотвращается использованием длинного сопла, погруженного в жидкую сталь в промежуточном ковше, или трубы с кожухом с потоком аргона.
- Длинное сопло и труба с кожухом также служат для уменьшения эмульгирования шлака в жидкую сталь.
- Устройства управления потоком в промежуточном ковше увеличивают время пребывания жидкой стали и помогают уменьшить макровключения, образующиеся в результате повторного окисления воздухом и эмульгирования шлака. В то же время скопления агломерированных включений глинозема сокращаются за счет флотации этих включений.
Производственный процесс