


Стальная вата
<час />
Фон
Металлическая вата - это название, данное тонкой металлической проволоке, которая собирается вместе, образуя группу из абразивных металлических полос с острыми краями. Металлические полоски складываются в лист, складываются и превращаются в подушечки, которые легко держать в руке. Эти подушечки из стальной ваты используются для различных целей, но в основном как абразивный материал, иногда заменяющий наждачную бумагу. Стальная вата может быть наиболее известна потребителям как абразивные подушечки розового цвета, в которые добавлено мыло, чтобы их можно было использовать для мытья кастрюль и сковородок. Стальная вата бывает разных сортов или толщины, от грубой до очень тонкой. Чем грубее проволока, тем более абразивно стальная вата касается поверхности. Тонкое шлифование всегда выполняется с использованием стальной ваты высшего сорта (обычно называемой сверхтонкой). Стальная вата производится несколькими производителями в Соединенных Штатах, но значительное количество ее производится за рубежом, а также в Мексике.
Стальная вата получила свое название от того факта, что нечеткая серая масса металлических ниток напоминает шерсть до того, как она была прочесана, и в некоторых отношениях действительно напоминает волокно. Однако это не совсем прядение, как волокно. Вместо этого стальную вату производят путем протягивания металлических стержней через ряд металлических штампов, которые врезаются в стержни и срезают ненужный металл - процесс, известный как вытягивание. Таким образом, стержень превращается в тонкую прядь с стружкой или металл, который отслаивается и используется в других продуктах.
При производстве стальной ваты выделяется тепло, поскольку режущий инструмент врезается в эти металлические стержни. Пожары представляют собой опасность во время производственного процесса и требуют тщательного наблюдения. Масло сводит к минимуму опасность возгорания за счет уменьшения трения. Однако продукт действительно содержит некоторое количество масла, и производители и покупатели стальной ваты должны знать о содержании масла, поскольку продукт может самопроизвольно воспламениться даже за пределами завода. Металлическую вату следует хранить вдали от электрических розеток или других источников электричества или пламени.
История
В течение многих лет свойства небольших металлических частей или кругов были признаны за их способность очищать и прорезать жир и сажу, особенно те, что врезаны в металл. Викторианцы использовали своеобразные скрубберы для посуды с металлической проволочной ручкой, к которой прикреплялись десятки маленьких стальных кругов, переплетенных между собой. Эти скрубберы, называемые тряпками для посуды из проволоки, рекламировались как «самая удобная и самая популярная из ныне существующих инструментов». Скруббер погружали в воду с мылом, затем прижимали к чугунным или алюминиевым горшкам, легко очищая поверхность.
Однако механики, которые управляли токарными станками по металлу, заметили, что металлическая стружка, образующаяся в результате отслаивания металла от детали или инструмента, представляет собой интересный мусор. Говорят, что задолго до 1900 года механики собирали эту стружку и использовали ее для полировки металлических поверхностей.
Стальная вата стала массово производиться где-то в начале двадцатого века. Его использование проникло в американский дом, когда стальные ваты, пропитанные мылом, стали необходимостью на кухне. В конце девятнадцатого и начале двадцатого века предприимчивые механики собирали остатки стальной стружки и смешивали их с мягким мылом. Есть некоторые разногласия относительно того, кто решил сначала производить и продавать эти пропитанные мылом прокладки из стальной ваты. Известно, что к Первой мировой войне некоторые предприниматели осознали 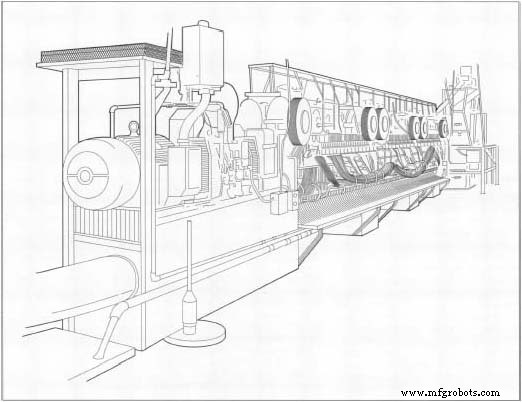 Станок для резки стальной ваты. что эти подушечки были необходимы для мытья недавно изобретенной алюминиевой посуды, которая начала вытеснять чугунные кастрюли. У одного продавца кастрюль было так много жалоб от домохозяек на сложность очистки своих новых алюминиевых кастрюль, что эти подушечки были уловкой, чтобы заставить женщин опробовать новые кастрюли. Они творили чудеса в уборке и продолжают делать это до сих пор, хотя некоторые недовольны тем фактом, что эти прокладки из стальной ваты могут заржаветь, если оставить их на мокрой раковине. Заменой этих колодок стала губка, напоминающая стальную вату, сделанная из массы синтетических волокон и не подверженная ржавчине. Но в этих красочных синтетических подушках невозможно воспроизвести режущие кромки стальной ваты.
Станок для резки стальной ваты. что эти подушечки были необходимы для мытья недавно изобретенной алюминиевой посуды, которая начала вытеснять чугунные кастрюли. У одного продавца кастрюль было так много жалоб от домохозяек на сложность очистки своих новых алюминиевых кастрюль, что эти подушечки были уловкой, чтобы заставить женщин опробовать новые кастрюли. Они творили чудеса в уборке и продолжают делать это до сих пор, хотя некоторые недовольны тем фактом, что эти прокладки из стальной ваты могут заржаветь, если оставить их на мокрой раковине. Заменой этих колодок стала губка, напоминающая стальную вату, сделанная из массы синтетических волокон и не подверженная ржавчине. Но в этих красочных синтетических подушках невозможно воспроизвести режущие кромки стальной ваты.
Сырье
Сырье, используемое при производстве стальной ваты, включает металлический стержень, который нужно тонко сбрить и превратить в шерсть. Эти металлы могут быть разными и могут включать проволоку из низкосортной углеродистой стали, бронзу, алюминий и нержавеющую сталь. Единственным другим сырьем, используемым в процессе, является масло, которое наносится на режущие инструменты, чтобы уменьшить трение, возникающее между металлическим стержнем и режущим инструментом.
Производственный процесс
- Вся нарезка стальной проволоки на мелкозернистую стальную вату происходит на машине длиной примерно 50 футов (15,2 м), называемой машиной для резки стальной ваты. Сырье поступает на завод и с помощью вилочного погрузчика транспортируется к раскройной машине и готово к загрузке на машину. Затем квалифицированные рабочие берут конец металлического стержня на огромные катушки и оборачивают его вокруг круглой катушки, видимой на одной стороне отрезного станка. Каждая катушка имеет 15 канавок на поверхности. Таким образом, каждая катушка вмещает 15 катушек проволоки. Операторы, которые заправляют эту машину, работают очень быстро, и им требуется всего несколько минут, чтобы заправить проволоку в машину.
- Катанка перемещается вниз с одной стороны машины, переходя от катушки к катушке, к другой стороне машины. При движении через катушки катанка движется по металлическому режущему инструменту, напоминающему большое пилообразное полотно. Прикрепленные лезвия перемещаются по проволоке, стригая проволоку и образуя более тонкую стальную проволоку, похожую на волокна. Режущий инструмент имеет множество последовательных пилообразных кромок, которые расположены очень близко друг к другу. Чем ближе друг к другу зубья, тем меньше отходов, поскольку режущий инструмент проходит по поверхности этих металлических стержней. Эти режущие инструменты прижимаются к стальной проволоке, производя очень тонкую проволоку пирамидальной формы из-за формы режущего инструмента. В результате получается прядь стальной ваты, довольно острая с двух сторон пирамиды. (Вот почему его легко резать стальной мочалкой, и при использовании продукта всегда следует надевать перчатки.)
- Когда в одной катушке заканчивается проволока, другая просто наматывается на катушку, и процесс бритья продолжается. Когда режущий инструмент разрезает металл, выделяется огромное количество тепла. Инструмент необходимо охладить маслом, чтобы снизить вероятность возгорания. Пожар представляет собой серьезную опасность при производстве стальной ваты; однако механизаторы полностью обучены тушению пожаров. Режущий инструмент также быстро тускнеет, и его необходимо менять форму и затачивать примерно каждые три часа. Толщина изделия варьируется в зависимости от размера лезвий, напоминающих бритву. Чем толще стальная вата, тем медленнее продукт перемещается через машину.
- После того, как проволока переместилась вверх с одной стороны и вниз по другой, режущие инструменты полностью сформировали стальную вату. Годный к употреблению продукт из стальной ваты наматывают в большие рулоны под машиной, каждый из которых весит приблизительно 40 фунтов (18,1 кг). Эти большие рулоны пропускаются через машину, которая разрезает стальную вату по длине (примерно 2 фута [61 см]) и ширине, затем скатывает полосу и вдавливает ее в подушечки из стальной ваты (если осмотреть подушку из стальной ваты, это, по сути, рулон стальной ваты, свернутый в подушку, который можно легко развернуть, выставляя все стороны продукта на очищаемую или шлифуемую поверхность). Затем эти прокладки из стальной ваты вручную упаковываются в упаковку, которая отражает марку стали от сверхтонкой до крупной. Крупные производители стальной ваты ежегодно сокращают более 2000 коротких тонн (1814 т) стали.
Контроль качества
Качество стальной ваты измеряется по толщине волокна, содержанию масла и весу. Возможно, наиболее важным фактором при производстве стальной ваты является постоянная толщина металлических стержней, используемых для изготовления тонких металлических полос. Чтобы сорта считались однородными и надежными, сырье должно иметь абсолютно одинаковую толщину, что гарантирует, что продукт каждый раз будет сбриваться с правильной толщиной. Точно так же режущий инструмент необходимо регулярно проверять на остроту. Примерно каждые три часа режущий инструмент необходимо затачивать. В противном случае он может зацепиться, или стержни могут быть разрезаны непостоянно, придав им пирамидальную форму и требуемый сорт. Некоторые производители легко и быстро меняют эти лезвия и повторно затачивают их на шлифовальном станке. Важно, чтобы сорт соответствовал своему качеству. Если плотнику требуется очень тонкая стальная мочалка для окончательного шлифования перед окрашиванием, а грубая сталь врезается в отделку, поверхность портится. Слишком много масла в колодке также вредно. Чрезмерное количество масла может помешать подушке впитать продукт (морилка или средство для удаления стружки) и может испортить поверхность маслом. Кроме того, чрезмерное количество масла в стальной вате может сделать продукт горючим.
Побочные продукты / отходы
Оставшаяся проволока (металл, отрезанный от металлического стержня и непригодная для использования стальная вата) собирается и отправляется из задней части машины через конвейерную ленту и перемещается к молотковой дробилке. Здесь молотковая дробилка измельчает металлолом в металлическую пыль, которая продается автомобильной промышленности и используется для изготовления тормозных колодок. Небольшие остатки, оставшиеся после резки металлического стержня, катят на катушку и разрезают на более мелкие кусочки. Этот лом продается бетонным компаниям и все чаще заменяет арматурный стержень, поскольку он значительно прочнее, чем арматурные стержни, которые в настоящее время используются в бетонном строительстве. Пыль от ворса и стальной ваты, а также пары обычно собираются с помощью циклонного пылеуловителя, таким образом предотвращая попадание этих твердых частиц в циркуляцию внутри установки.
Будущее
С момента появления стальной ваты продукт претерпел несколько изменений. Мыло было добавлено для использования с кастрюлями и сковородками, и эти типы стальной ваты бывают разных размеров и цветов, которые нравятся потребителю. В будущем потребители увидят различные типы жировых агентов, наносимых на прокладки из стальной ваты.
Производственный процесс