


Охлаждение воздушным туманом в непрерывном литье
Охлаждение воздушным туманом при непрерывном литье
Машина непрерывного литья заготовок (МНЛЗ) необходима для эффективной разливки широкого спектра марок стали в современных условиях. Этот диапазон варьируется от сверхнизкоуглеродистых и низкоуглеродистых сортов до высокоуглеродистых и низколегированных и высококачественных сортов для трубопроводов. Стабильное производство этих продуктов высочайшего качества требует повышенной эксплуатационной и эксплуатационной гибкости МНЛЗ, чтобы можно было поддерживать оптимальные параметры литья в МНЛЗ для каждой марки стали. Эта гибкость распространяется не только на элементы машины и системы управления, но и на зону вторичного охлаждения машины (рис. 1) и требует более эффективного и надежного распылительного охлаждения в этой зоне. Таким образом, зона вторичного охлаждения также стала объектом пристального внимания в современных условиях из-за потребности в улучшении качества продукции и повышении производительности МНЛЗ. МНЛЗ теперь нужна очень эффективная система распылительного охлаждения в зоне вторичного охлаждения.
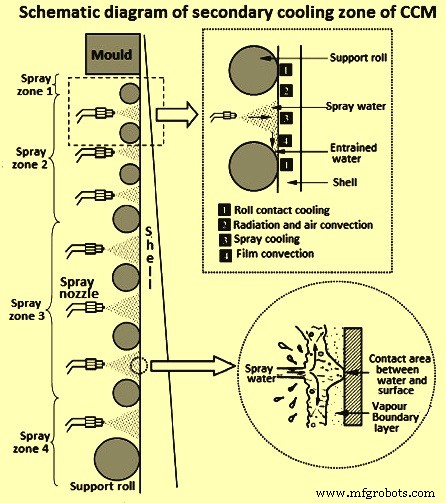
Рис. 1. Принципиальная схема зоны вторичного охлаждения МНЛЗ
Охлаждение водой играет важную роль в отводе тепла от затвердевающей жидкой стали как в кристаллизаторе, так и после выхода из кристаллизатора при непрерывной разливке стали. Для него характерны сложные явления кипения. Скорости теплоотвода при водяном охлаждении сильно зависят от температуры поверхности металла и могут быстро изменяться во времени по мере остывания слитка. Следовательно, неконтролируемое охлаждение может вызвать колебания температурных градиентов внутри затвердевающей оболочки из стали и создать растягивающие термические напряжения на фронте затвердевания, что в конечном итоге может привести к появлению горячих разрывов/трещин в конечном изделии. Схематическое изображение вторичного охлаждения и зависимости между тепловым потоком и температурой поверхности стали показано на рис. 2.
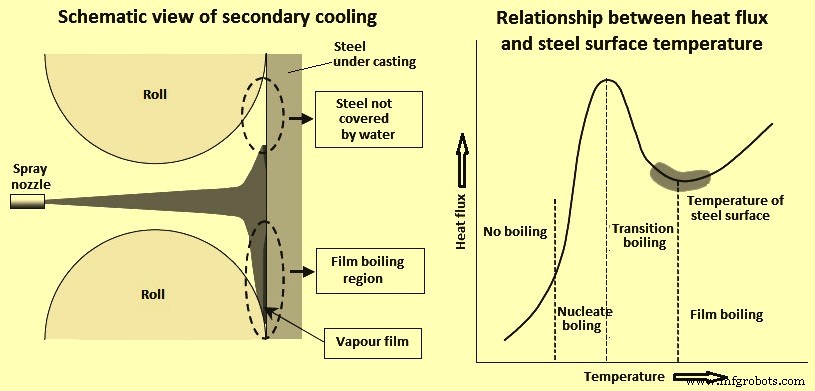
Рис. 2. Схематическое изображение вторичного охлаждения и соотношения теплового потока и температуры поверхности стали
Распылительное охлаждение является единственной контролируемой частью процесса вторичного охлаждения и поэтому является основным фактором, определяющим качество продукта и производительность процесса непрерывного литья. В системе распылительного охлаждения используются форсунки для распыления воды. Основное назначение форсунок – охлаждение поверхности ручья. Расположение форсунок и параметры процесса определяют характеристики охлаждения распыленной водой. Расположение форсунок определяет площадь поверхности заготовки, на которой происходит охлаждение распылением, а параметры процесса, такие как рабочее давление и скорость потока, определяют интенсивность и распределение охлаждения на поверхности заготовки. Отвод тепла с поверхности ручья, определяющий процесс охлаждения и затвердевания, является результатом как устройства сопла, так и параметров процесса.
Основным критерием выбора распылительной форсунки является коэффициент теплопередачи, который определяется формой распыления, распределением жидкости (плотностью) и объемом. Возможности оптимизации в расположении форсунок включают (i) выравнивание форсунок, (ii) конструкцию коллектора и сегментной трубы и (iii) оптимизацию распределения жидкости. Для оптимизации параметров процесса возможности заключаются в выборе (i) типа распыления (только воздушный туман или вода), (ii) кинетики распыления, (iii) потенциала распыления и (iv) коррелированной эффективности охлаждения, которая измеряется коэффициент теплопередачи.
Необходимость обеспечения стабильного качества стального литья и повышения производительности МНЛЗ заставила обратить внимание на необходимость создания более эффективных систем вторичного охлаждения при непрерывной разливке жидкой стали. Охлаждение воздушным туманом в зоне вторичного охлаждения МНЛЗ является шагом в этом направлении. Форсунки воздушного тумана используют сжатый воздух в сочетании с давлением воды для распыления вторичной охлаждающей воды. Это обеспечивает гораздо более широкое отношение диапазона регулирования/управления, которое необходимо в случае, если ассортимент продукции охватывает широкий диапазон марок стали. Форсунки с воздушным туманом также имеют гораздо больший внутренний свободный проход по сравнению с одиночными жидкостными форсунками с таким же размером потока.
Принцип охлаждения воздушным туманом
Охлаждение воздушным туманом работает за счет нагнетания воды через специально разработанные распылительные форсунки. Это создает туман (туман) из ультрамелких капель воды со средним размером 25 микрон (0,025 мм) или меньше. При охлаждении туманом под высоким давлением можно получить еще меньший размер капель, который составляет всего 5 микрон (0,005 мм). Это создает площадь поверхности больше, чем большое поле всего из одного литра воды. Большая площадь поверхности помогает воде очень быстро испаряться. Эти крошечные капельки воды (туман) быстро поглощают энергию (тепло), присутствующую в окружающей среде, и испаряются, превращаясь в водяной пар (газ). Энергия (тепло), используемая для превращения воды в водяной пар, удаляется из окружающей среды, тем самым охлаждая окружающую среду.
Относительная влажность воздуха в окружающей среде играет важную роль в охлаждении воздушного тумана. Это количество влаги (воды) в воздухе по сравнению с количеством влаги, которое воздух может поглотить при той же температуре. Это решающий фактор в определении максимального потенциала охлаждения воздушным туманом. Чем ниже относительная влажность, тем больше воды может испаряться, что позволяет отводить больше тепла. В случае охлаждения распылением воды, когда вода распыляется на стальную поверхность при температуре выше определенной, образуется тонкий слой пара между стальной поверхностью и водой. Это состояние часто называют «пленочным кипением» (рис. 2). Исследования, в которых использовались гидравлические распылительные форсунки, показывают, что коэффициент теплопередачи в значительной степени зависит от массового потока воды, создаваемого распылительной форсункой. Однако добавление воздуха к водяной струе создает сложную ситуацию. Воздух вызывает распыление воды, что способствует охлаждению стальной поверхности.
Термин «феномен Лейденфроста» дается совокупности явлений, наблюдаемых при помещении или проливании небольшого количества жидкости на очень горячую поверхность. Он назван в честь немецкого врача Й. Г. Лейденфроста. Явление Лейденфроста — это явление, при котором жидкость, находящаяся в близком контакте с массой, значительно более горячей, чем точка кипения жидкости, создает изолирующий слой пара, который препятствует быстрому кипению жидкости. Точка Лейденфроста означает начало устойчивого пленочного кипения. Он представляет собой точку на кривой кипения, в которой тепловой поток минимален, а поверхность полностью покрыта паровой подушкой. Теплопередача от поверхности к жидкости происходит за счет теплопроводности и излучения через пар.
Более высокая удельная плотность воды не является единственным фактором, определяющим коэффициент теплопередачи. Соотношение воздух/вода также следует учитывать при сжатом воздухе, обеспечивающем кинетическую энергию, необходимую для проникновения через слой пара над поверхностью ручья. Это важно при температурах выше 650°C из-за явления Лейденфроста. Кроме того, важную роль играют угол распыления сопла и высота распыления. Оба определяют следы струи (ширина и глубина струи) и, следовательно, являются факторами, влияющими на плотность струи воды (поток воды) и воздействие струи. Помимо этих двух переменных, соотношение между объемом сжатого воздуха и расходом воды следует рассматривать как еще один фактор в процессе вторичного охлаждения. Распылительное охлаждение на ручье связано с кипением и образованием слоя пара на поверхности стали. Сжатый воздух обеспечивает кинетическую энергию, необходимую для проникновения капель через слой пара.
Насадка для распыления воздуха
Первоначальный подход к вторичной системе охлаждения для МНЛЗ был основан на использовании одинарных форсунок для распыления жидкости. С тех пор технология форсунок претерпела усовершенствования, хотя некоторые машины по-прежнему работают только с системами охлаждения на водной основе и обеспечивают высокую производительность и высокое качество продукции. Однако в современных условиях МНЛЗ нуждаются в высокой гибкости в отношении марок стали и изменения размеров сечения, и это требует высокой гибкости в системе вторичного охлаждения и, следовательно, МНЛЗ должны быть оснащены соплами воздушного тумана.
Важнейшими характеристиками современных форсунок воздушного тумана являются смесительная камера, удлинительная труба, переходники для впуска воды и воздуха, а также их внутренняя геометрия и геометрия наконечника форсунки. Эти компоненты должны быть точно спроектированы, чтобы обеспечить очень высокий коэффициент теплопередачи, стабильные углы распыления и равномерное распределение воды. Форсунки воздушного тумана не засоряются, а в камере смешивания воздуха и воды нет изнашиваемых деталей. Ширина распыления этих форсунок стабильна в широком диапазоне давления воды. Таким образом, эти форсунки имеют постоянные и равномерные характеристики распыления.
Сопло воздушного тумана должно отвечать требованиям (i) распыления охлаждающей воды в мелкодисперсный туман для равномерного охлаждения стали, (ii) широкоугольного выпуска потока тумана, чтобы уменьшить количество установок форсунок, (iii ) увеличение размера выходного отверстия сопла для уменьшения засорения сопла и увеличения диапазона объема сбрасываемой воды, и (iv) размер сопла для облегчения его установки между валками. Важными факторами при охлаждении воздушным туманом, которые способствуют созданию эффективных условий теплопередачи, являются (i) плотность потока аэрозольного тумана и (ii) скорость распыления.
Желательно иметь форсунки воздушного тумана с широким диапазоном регулирования, чтобы количество типов форсунок, установленных в CCM, было минимальным. Это помогает как в обслуживании, так и в поддержании низкого уровня запасов форсунок.
Поскольку форсунки воздушного тумана работают не только с водой, но и со сжатым воздухом, свободное поперечное сечение, необходимое для обеспечения того же расхода воды, увеличено по сравнению с форсунками с одинарной жидкостью. Увеличенное свободное поперечное сечение менее подвержено внутреннему засорению форсунки, обычно вызванному плохим качеством воды для опрыскивания, и, как таковое, показывает увеличение срока службы форсунки и снижение объема работ по техническому обслуживанию. На рис. 3 и вкладка 1 сравнивается одиночное жидкостное сопло с соплом воздушного тумана.
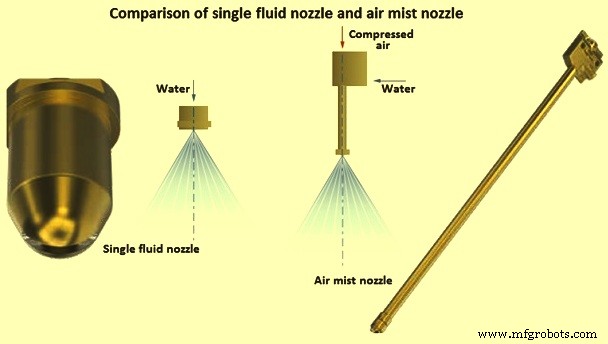
Рис. 3. Сравнение одноструйной форсунки и форсунки для распыления воздуха
| Вкладка 1. Сравнение воздушно-распыленного охлаждения с одножидкостным охлаждением | ||
| Сл. № | Охлаждение воздушным туманом | Одножидкостное охлаждение |
| 1 | Коэффициент изменения расхода воды максимум 30:1 | Коэффициент изменения расхода воды максимум 3,7:1 |
| 2 | Большие поперечные сечения | Малые поперечные сечения |
| 3 | Минимальная склонность к засорению | Более высокая склонность к засорению |
| 4 | Постоянный угол распыления | Большой угол распыления зависит от давления |
| 5 | Равномерное распределение жидкости | Неравномерное распределение жидкости |
| 6 | Более высокие возможности отбора тепла | Ограниченные возможности отбора тепла |
| 7 | Обеспечивает широкий диапазон скоростей литья для идеальных условий затвердевания | Обеспечивает ограниченный диапазон скоростей литья для идеальных условий затвердевания |
| 8 | Позволяет разливать на МНЛЗ широкий диапазон марок стали | Ограничивает диапазон марок стали, разливаемых на МНЛЗ |
| 9 | Требуется меньший расход воды | Требуется больший расход воды |
| 10 | Более высокая стоимость установки | Снижение стоимости установки |
В системе вторичного охлаждения МНЛЗ необходимо, чтобы форсунки обеспечивали равномерное распределение воды по поверхности ручья и по всему диапазону регулирования. Допуски +/- 15 % от среднего значения могут быть достигнуты при использовании нескольких форсунок при давлении воды в диапазоне от 1 кг/кв.см до 7 кг/кв.см. Равномерное распыление, обеспечиваемое форсунками воздушного тумана как при минимальном, так и при максимальном диапазоне изменения, показано на рис. 4.
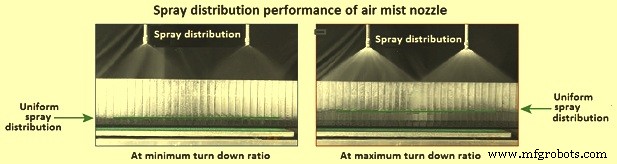
Рис. 4. Эффективность распределения распыления форсунки Air Mist
Принципиальным преимуществом форсунки с воздушным туманом по сравнению с форсункой с одинарной жидкостью является повышенный коэффициент регулирования расхода воды. Коэффициент регулирования расхода воды рассчитывается путем деления расхода при максимальном рабочем давлении воды (обычно 7 кг/кв. см) на расход при минимальном рабочем давлении (обычно 0,5 кг/кв. см для форсунок воздушного тумана и 1 кг/кв. см). см для одной жидкостной форсунки). Форсунки демонстрируют стабильное распределение распыляемой воды в этих диапазонах рабочего давления. Типичные коэффициенты регулирования расхода воды для форсунок с воздушным туманом варьируются в диапазоне от 10:1 до 30:1, в то время как коэффициенты для форсунок с одной жидкостью обычно варьируются в диапазоне от 2,6:1 до 3,7:1. Увеличенный динамический диапазон обеспечивает более высокую гибкость с точки зрения изменения теплопередачи. Это показано на рис. 5.
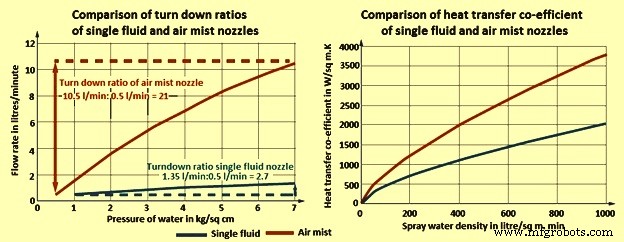
Рис. 5. Сравнение диапазонов регулирования и коэффициента теплопередачи форсунок с одной жидкостью и форсунок с воздушным туманом
Сопла воздушного тумана для литья заготовок и блюмов
Когда для заготовки или блюма МНЛЗ требуется охлаждение воздушным туманом, сопло с плоской струей, как правило, не лучший выбор. Это особенно важно, когда возникают «трещины на полпути». Половинчатые трещины образуются из-за повторного нагрева поверхности слитка после прохождения им зоны резкого отвода тепла под струей струи. Во время этого процесса повторного нагрева поверхность расширяется и оказывает растягивающее напряжение на более горячий и слабый внутренний материал, который затем может треснуть. Использование плоскоструйных форсунок усиливает этот эффект.
Форсунки с полным конусом или овальные форсунки обеспечивают более мягкое охлаждение за счет отвода тепла с большей площади поверхности. Эти две схемы распыления являются стандартными для одножидкостных систем вторичного водяного охлаждения, однако адекватной версии с использованием воздушного тумана не существует. Обычные полноконусные форсунки с воздушным распылением демонстрируют нестабильную производительность распыления, очень высокий расход воздуха и склонность к очень легкому засорению. Форсунки овального конуса с многощелевыми отверстиями. Неравномерный рисунок распыла и очень узкие прорези, которые легко засорить, делают эти форсунки не более чем компромиссом.
С разработкой нового поколения форсунок с полным и овальным конусом распыления воздуха стало возможным эффективно использовать охлаждение распылением воздуха в МНЛЗ для заготовки и блюминга. Компактная блочная конструкция позволяет устанавливать как на горизонтальные форсунки, так и на вертикальную головку форсунки типа «банан». Полноконусное сопло воздушного тумана показано на рис. 6.

Рис. 6. Типичная форсунка с полным конусом
С помощью этих форсунок был достигнут динамический диапазон 1:14 при давлении воды 1 кг/кв.см и 10 кг/кв.см при постоянном давлении воздуха 2 кг/кв.см. Номинальные углы распыления для круглых полноконусных форсунок находятся в диапазоне от 0 до 90 градусов. Свободные проходы диаметром 2 мм примерно в 3 раза выше, чем раньше, для размера насадки с расходом от 0,5 литров в минуту (л/мин) при давлении воды 1 кг/кв.см и 5 л/мин при 7 кг/кв.см. давление воды при постоянном давлении воздуха 2 кг/кв.см.
На вкладке 2 представлено сравнение эффективности охлаждения распылением и распылением воздуха на некоторых сталелитейных заводах Японии
| Вкладка 1. Сравнение охлаждения распылением воздуха и распылением на некоторых японских предприятиях | |||||
| Сл. № | Металлургический завод | Засорение | Техническое обслуживание | ||
| Охлаждение воздушным туманом | Распылительное охлаждение | Охлаждение воздушным туманом | Распылительное охлаждение | ||
| 1 | Завод А | 0,89 % за 15 дней* | В диапазоне от 1,5% до 19,8% за 15 дней | Очистка забитых форсунок за 15 дней* | Чистка забитых форсунок за 15 дней |
| 2 | Завод Б | Маленький | Около 20% за 5 месяцев | Нет засорения | Замена засорившейся форсунки через 3-12 месяцев |
| 3 | Завод С | Маленький | Использование беговой дорожки | Замена 15 форсунок за 2 месяца | Использование беговых дорожек |
| 4 | Завод D | Маленький | Около 20% за 4 месяца | Проверить через 15 дней | Проверка каждого приведения |
| * Форсунка подачи воздуха | <тд 108"> <тд 114"> <тд 128">|||||
Преимущества охлаждения воздушным туманом в машине непрерывного литья заготовок заключаются в (i) снижении частоты поверхностных и угловых трещин и центральной сегрегации благодаря улучшению распределения жидкости и уменьшению расхода охлаждающей воды, (ii) увеличении скорости литья и производительности. , (iii) улучшение условий работы МНЛЗ для расширенного ассортимента продукции благодаря более широкому диапазону регулирования и оптимизации соотношения воздух/вода, (iv) значительному снижению затрат на техническое обслуживание и трубы благодаря простому и жесткому креплению форсунок и трубопроводов распыления , и (v) повышение эксплуатационной безопасности благодаря идеальному выравниванию форсунок и трубопроводов распыления, а также уменьшению засорения форсунок.
Производственный процесс
- Плюсы и минусы нанесения распылением
- Очиститель воздуха
- Аэрозольная краска
- Кислород
- Подушка безопасности
- Автоматизация, приборостроение и моделирование процессов непрерывного литья стали
- Порошки для пресс-форм непрерывного литья заготовок
- Промковш и его роль в непрерывном литье стали
- Воздухоочиститель масляного тумана и рабочая среда операторов
- О воздухоочистителе масляного тумана и проблемах со здоровьем