


Дефекты литья:виды, причины и способы устранения
В этой статье мы узнаем о дефектах литья, их причинах и способах устранения. Дефекты – обычное явление в любом технологическом процессе. Есть такое ограничение любого процесса, которое вызывает дефекты. Надлежащее проектирование и формовка могут дать отливку без дефектов, но из-за некоторых ограничений контроля и вмешательства человека дефекты обычно возникают. При должной помощи в работе мы можем свести к минимуму дефекты литья. Как правило, правильное литье также имеет некоторые дефекты, поэтому в литейной промышленности проводятся исследования, чтобы свести к минимуму эти дефекты. Эти дефекты литья можно обнаружить с помощью неразрушающих методов контроля, которые включают в себя ультразвуковой контроль, радиографический контроль, магнитопорошковый контроль, контроль проникновения в форму и т. д. Сегодня я укажу на некоторые распространенные дефекты литья, их причины и способы их устранения.
Основные условия, вызывающие появление дефектов в отливке, или благоприятные условия для возникновения дефектов в отливке:
1. Неправильный дизайн шаблона2. Неправильное плавление металла 3. Дефекты формы 4. Из-за формовочного материала5. Неправильное охлаждение пресс-формы6. Неисправность воротной системы7. Неправильная вентиляция в плесени
Типы дефектов литья:
Эти дефекты можно разделить на три основные категории.1. Дыра:
Это газовое отверстие или газовая полость, которая возникает на поверхности или во внутренней части отливки. Это связано с попаданием газа в отливку из-за плохой вентиляции. В основном это происходит на поверхности, которая образует газовое отверстие круглой или овальной формы. Эти дефекты можно увидеть после механической обработки поверхности. Эти дефекты возникают из-за неправильной системы вентиляции, чрезмерного содержания газа или влаги, а также из-за низкой проницаемости песка и высокой температуры песка. Это также связано с низкой температурой заливки металла.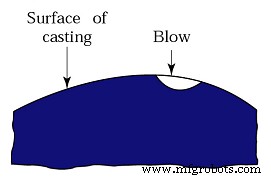
2. Шрам:
Шрам обычно возникает на плоской поверхности из-за неправильной вентиляции или проницаемости песка. Удар прикрывается тонким слоем металла.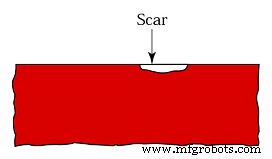
3. Парша:
Это также известно как шлаковое или песчаное включение. Это похоже на шлак внутри гипса, и его очень трудно исправить, потому что обычно он не возникает в одной точке. Этот дефект обычно возникает из-за дефекта формы или стержня, низкой прочности формовочного материала или песка. Это также связано с низкой водопроницаемостью песка.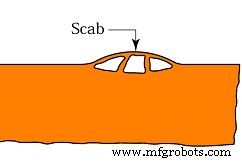
4. Проникновение:
Этот дефект возникает при высокой текучести расплавленного металла. Этот дефект возникает, когда форма пористая и недостаточно прочная, чтобы сопротивляться расплавленному металлу. Жидкий металл проникает в форму и смешивается с песком. Это дает неровную поверхность отливки.
5. Холодное закрытие:
Это основной дефект, который обычно встречается. Это происходит, когда расплавленный металл течет по двум различным путям. Когда два потока расплавленного металла соприкасаются и затвердевают до полного смешивания, между ними образуются пузырьки. Это явление известно как холодный затвор. Это также известно как холодный круг.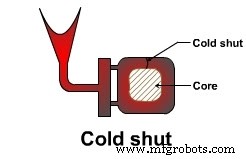
6. Несоответствие:
Это дефект из-за несоответствия гребня и сопротивления. Он также известен как сдвиг. Когда смещение накладки относительно сопротивления называется смещением формы, а смещение накладки называется смещением накладки. Это происходит из-за подпрыгивания расплавленного металла, незакрепленных штифтов коробки и т. д.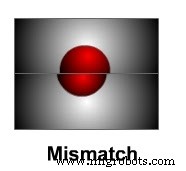
7. Опечатки:
Пропуски – это явление, когда литые материалы затвердевают до надлежащего заполнения формы. Это результат наличия неполного пломбирования полости. Это происходит из-за слишком тонкой толщины стенки, неправильной литниковой системы, медленной заливки, нарушенного рисунка и плохой текучести расплавленного металла.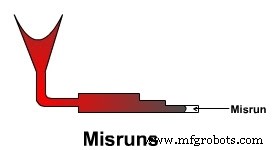
8. Горячая слеза:
Горячий разрыв или трещина, как правило, не видны, потому что отливка не раскололась на фрагменты. Это происходит из-за неравномерного охлаждения и неправильного положения озноба. Обычно это происходит при резком изменении сечения. Это происходит во время затвердевания отливки, когда твердая часть не обладает достаточной прочностью, чтобы противостоять силе растяжения.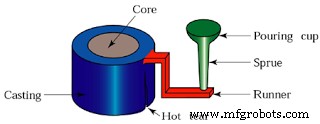
9. Усадка:
Этот дефект обычно возникает при уменьшении объема во время затвердевания. Это происходит, когда жидкого металла недостаточно для компенсации объемной усадки. Это связано с недостаточным размером стояка, неправильным направлением затвердевания отливки, неправильным расположением кокилей или литников.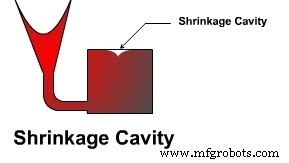
10. Пряжка:
Образование неровной линии на поверхности отливки известно как выпуклость. Это приводит к разрушению поверхности песка или расширению поверхности песка из-за тепла расплавленного металла.11. Отверстие для булавки:
Отверстия для штифтов аналогичны выдувным отверстиям, но меньше по размеру. Обычно они присутствуют на поверхности или под поверхностью и в больших количествах. Это связано с неправильной вентиляцией для газов и низкой проницаемостью формовочного материала.12. Деформация:
Это дефект или деформация отливки, которые возникают во время или после затвердевания из-за разной скорости затвердевания разных участков отливки, поэтому в прилегающих стенках возникают напряжения, что приводит к короблению этих участков.13. Отлично:
Этот дефект возникает из-за недостаточной прочности формы при течении металла в форму из-за давления жидкого металла, повреждения стенки полости формы. Также из-за недостаточной жесткости рисунка он не выдерживает при набивном давлении и повреждении стенки полости.
Сегодня мы узнали об основных дефектах литья и их причинах. Эти дефекты могут быть устранены правильными методами литья. Если у вас есть какие-либо вопросы относительно этой статьи, задайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт, чтобы получать больше информативных статей. Спасибо, что прочитали это.
Производственный процесс
- Формовочный песок:типы и состав | Кастинг | Металлургия
- Типы дефектов литья | Металлы | Отрасли | Металлургия
- Дефекты непрерывнолитых сталей
- Что такое литье металлов? - определение, типы и процесс
- Определение металлического литья, типы и процессы
- Причины и способы устранения неисправности и поломки перфоратора
- Различные типы литья под давлением и их применение
- Различные типы центробежного литья и принцип их работы
- Различные типы дефектов сварки и способы их устранения
- Различные типы прокатных станов и дефекты проката