


Чем отличаются технологии 3D-печати FDM и SLA?

3D-печать — не новая технология, как кажется, если не существует уже много лет, с 1986 года, когда Чак Халл , основатель 3D Systems, записывает первый 3D-принтер. Это был 3D-принтер SLA (StereoLithoGraphy), в котором используется смола, затвердевающая в результате фотополимеризации при попадании на нее лазерного луча. Всего два года спустя , Скотт Крамп , основатель Stratasys, представляет первый 3D-принтер FDM (Fuse Desposition Modeling), который в настоящее время является самым известным типом 3D-принтера в социальной сфере.
Метод работы обоих аналогичен; Оба типа технологий 3D-печати производят детали слой за слоем. FDM откладывает материал по всей территории слоя, в котором он расположен, в то время как SLA непосредственно затвердевает смолу благодаря лазерному лучу.
Основные различия между 3D-принтерами FDM и SLA
Материалы и цвета
Материалы, наиболее часто используемые в FDM-принтерах являются PLA и ABS, хотя все чаще используются усовершенствованные материалы. таких как PETG, нейлон и смеси материалов, таких как PC-ABS или PLA с волокнами. Разнообразие материалов с каждым днем все больше, как по видам материалов, так и по цветам.
В большинстве принтеров FDM используются стандартные модели катушек, поставляемые производителями с диаметром нити 1,75 мм или 2,85 мм. . Диаметр нити определяется производителем принтеров FDM в зависимости от типа движения (декартово или дельта) и типа экструдера.

Изображение 1:нить накаливания 1,75 мм и 2,85 мм
В SLA , разнообразие гораздо более ограничено в обоих типах материалов и цветов. Основной производитель смол (FormLabs ) имеет самый широкий спектр материалов (стандартная смола, инженерная смола, стоматологическая смола и заливочная смола) и в настоящее время имеет цветовой набор, базовую смолу с набором красителей для получения желаемого цвета.

Изображение 2. Набор цветов. Источник:Formlabs
Точность чистовой обработки
С FDM принтеры получить хорошую отделку — это нормально с высотой слоя 0,1 мм но до тех пор, пока печатные детали не имеют деталей очень сложной формы или небольшого размера. В этих случаях этот тип технологии ограничен диаметром сопла. чтобы иметь возможность реализовать минимальную толщину. При использовании опор из того же материала, что и деталь, качество обработки поверхности обычно неравномерно, что требует последующей обработки в зоне контакта опор. Одним из решений этого недостатка является использование растворимых вспомогательных материалов. таких как PVA или HiPS.

Изображение 3:Великолепная отделка FDM. Источник:Филламентум
В принтерах с технологией SLA точность печати очень высока , даже со сложными формами, потому что диаметр лазера, который затвердевает смолу, очень мал. Например, принтер Form 2 SLA может изготавливать детали с высотой слоя 0,025 мм. , получая окончательные и функциональные части напрямую. Точность такова, что Form 2 может изготавливать модели ювелирных изделий и зубов. в полной мере.
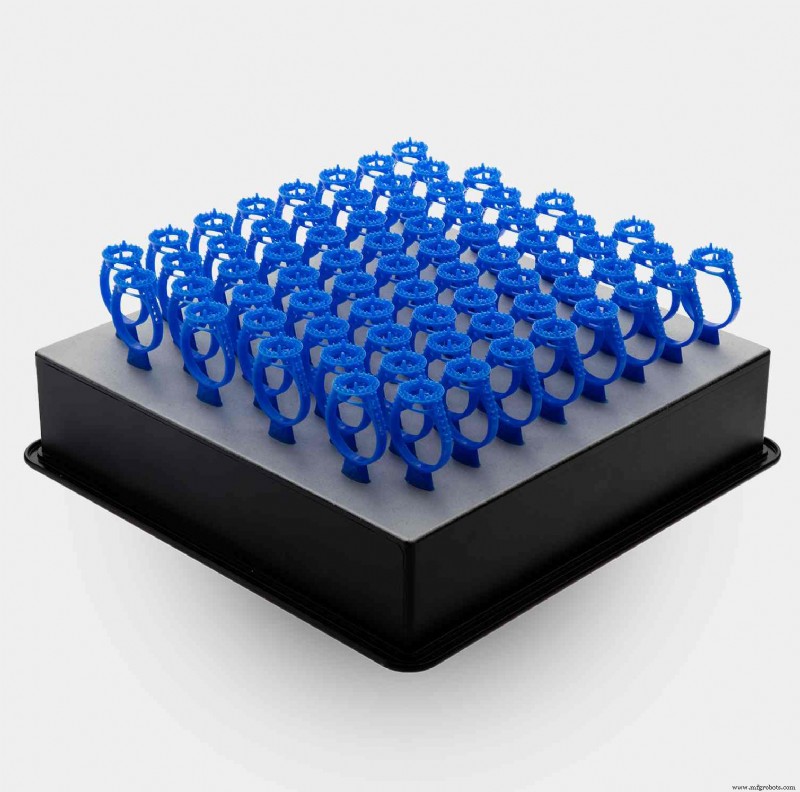
Изображение 4. Великолепная отделка SLA. Источник :ФормЛабс
Соблюдение/устранение опор
Хотя для FDM-принтеров используется широкий спектр материалов. , сцепление с основой обычно не вызывает затруднений , тем более, что есть очень эффективные продукты (Magigoo, PrintFix, DimaFix...), помогающие при адгезии. Даже для материалов, очень склонных к деформации , например PP , уже есть Smart Stick, который решает проблему без использования уплотнительной ленты PP. Удаление любого материала с основания FDM-принтера настолько просто, что в подавляющем большинстве случаев можно сделать вручную. .

Изображение 5:Магигу
Для поддержек в оттисках FDM обычно используются растворимые материалы (HiPS или PVA), которые очень легко удалить. В случае HiPS , он разбавлен D-лимонено и ПВА в воде. . Эти материалы очень практичны, особенно когда вы хотите создавать объекты сложной формы или внутренние каналы, где ручная постобработка невозможна.
Изображение 6:D-лимонен
В SLA технология печати, склеивание никогда не будет проблемой , но при удалении деталей с печатной основы требуется больше самоотверженности. Обычно они настолько прикреплены к основанию, что для их снятия требуется специальная лопатка. . К слову, при завершении оттиска основа пропитывается смолой, что требует некоторого времени на ее очистку.
В случае SLA-принтеров печать двумя разными материалами невозможна, что означает необходимость убирать опоры вручную. плоскогубцами и даже применить постобработку чтобы полностью избавиться от них.
Постобработка
После печати на FDM принтера, для удаления опор необходима только постобработка , как объяснялось в предыдущем разделе. Такие материалы, как ABS, Smartfil E.P. и многое другое можно отшлифовать для получения более качественной поверхности.
Однако, когда вы закончите печатать часть по SLA принтера необходимо удалить поверхностный слой смолы без затвердевания это в ванне с изопропиловым спиртом или в центре мойки, таком как Form Wash. Большинство смол можно шлифовать и красить после того, как они полностью затвердеют.

Изображение 7:Form Wash. Источник:FormLabs
Заключение
В этом случае применение каждой технологии 3D-печати предельно ясно.; FDM-принтеры идеально подходят для экономичных и быстрых прототипов , которые не требуют отличной обработки поверхности или точной точности измерений, хотя существуют высокоточные и готовые FDM-принтеры.
Принтеры FDM также очень полезны для получения непосредственных функциональных деталей благодаря большому разнообразию существующих материалов. Напротив, принтеры SLA рекомендуется использовать их для частей или объекты, требующие отличной отделки с точными размерами , уровня готовых изделий, но прототипного назначения, не подвергающихся напряжениям и нагрузкам.
В настоящее время FormLabs и UniZ разработали 3D-принтеры и смолы, которые произвели революцию на рынке. . У Formlabs есть новые Form 3 и Form 3L, два полимерных 3D-принтера с LFS. (Стереолитография с низким усилием) Технология работы , которые уменьшают время изготовления и количество опор при изготовлении детали. В случае с UniZ это линейка SLASH и zSLTV, 3D-принтеры с работой LED-LCD. которые позволяют очень быстро создавать , до 600 мм/ч с действительно эффектной отделкой. Наконец, у обоих производителей есть технические смолы, которые позволяют печатать функциональные конечные изделия высокого качества.
3D печать
- Как мосты используются в 3D-печати
- 3D-печать FDM:сравнение нитей ASA, PETG и ПК
- 3D-печать FDM:где мы сегодня?
- Как настольные 3D-принтеры меняют 3D-печать
- Насколько зрелы технологии 3D-печати на металле?
- Эволюция SLS:новые технологии, материалы и приложения
- 3D-печать и массовая настройка:где мы сегодня?
- Как 3D-печать меняет индустрию продуктов питания и напитков
- FDM против SLA - разбивка процесса 3D-печати
- Сравнение 3D-технологий:SLA и FDM