


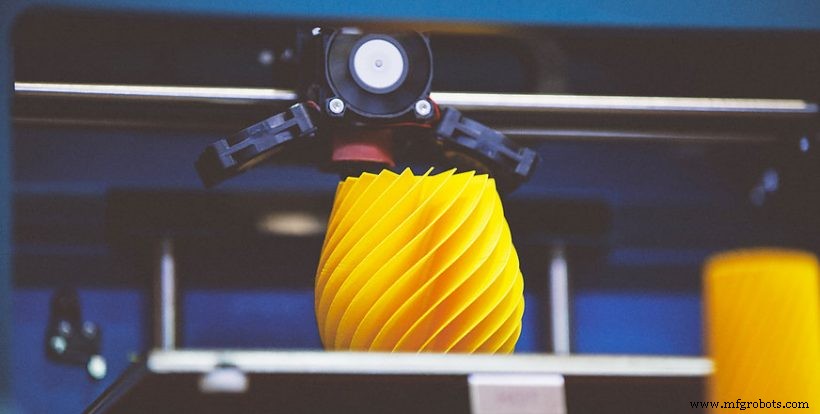
3D-печать FDM:сравнение нитей ASA, PETG и ПК
Производство плавленых волокон (FFF) , или более известное как Fused Deposition Modeling (FDM), остается одной из самых популярных технологий 3D-печати. И поскольку технология продолжает развиваться, FDM находит все больше промышленных применений на производстве. Разработка новых полимерные материалы является ключевым фактором этого развития.
Акрилонитрилстиролакрилат (ASA) - это обычный термопласт для 3D-печати, обладающий высокой стойкостью к ультрафиолетовому излучению и химическим воздействиям.
Благодаря своей устойчивости к ультрафиолетовому излучению ASA хорошо подходит для наружного применения, от электрических корпусов до садового оборудования и автомобильных запчастей.
Хорошие механические свойства и относительно низкая цена делают ASA отличным выбором для функциональных прототипов и некоторых деталей конечного использования. В автомобильной промышленности ASA можно использовать для создания прототипов деталей, включая кожухи бампера, решетки, корпуса зеркал бокового вида и держатели приборной панели.
Легкие эргономичные ручки / захваты, сборочные приспособления и приспособления, крепежные элементы, ящики для инструментов также хорошо подходят для ASA.
Основные требования к печати:
Температура экструдера :230–250 ° С
Температура печатного стола :95-110 ° С
Корпус :настоятельно рекомендуется
Покрывало для печати :рекомендуется (каптонная лента, суспензия из АБС-пластика)
Используется для всего:от упаковки пищевых продуктов до бутылок с водой, полиэтилентерефталат гликоль (ПЭТГ) сегодня является одним из наиболее широко используемых полимеров.
Производство
Поскольку он считается безопасным для пищевых продуктов, ПЭТГ является распространенным материалом в обрабатывающей промышленности, где его можно использовать для изготовления бутылок с водой и напитками, контейнеров для масла для жарки и контейнеров для хранения пищевых продуктов, соответствующих требованиям FDA.
Упаковка
Упаковка продукта - еще один пример использования ПЭТГ. Например, прозрачную упаковку из ПЭТГ можно использовать для демонстрации предмета, а ударопрочность материала сохранит его в безопасности.
Основные требования к печати:
Температура экструдера :220-260 ° С
Температура печатного стола :50-75 ° С
Корпус :не обязательно
Покрывало для печати :клей-карандаш, Синий малярный скотч
Поликарбонат (ПК) является одним из самых прочных инженерных пластиков, доступных для 3D-печати. Если вам требуются прочные, термостойкие и стабильные по размерам детали, которые могут выдерживать сильные удары, тогда ПК будет привлекательным вариантом материала.
ПК использовался в самых разных областях, таких как линзы для солнцезащитных очков, маски для акваланга, экраны электронных дисплеев и чехлы для телефонов.
Благодаря своей прочности и термостойкости, ПК идеально подходит для работы в условиях высоких нагрузок и нагрузок, а также может подвергаться воздействию температур до 110 ºC. Формы для литья под давлением для мелкосерийного производства, инструменты и функциональные прототипы - все это хорошие кандидаты для 3D-печати на ПК.
Армированный углеродом ПК также хорошо подходит для изготовления впускных коллекторов и других деталей, подверженных воздействию высоких температур.
Основные требования к печати:
Температура экструдера :250-300 ° С
Температура печатного стола :90–150 ° С
Корпус :рекомендуется
Покрывало для печати :клей-карандаш, PEI
Выбор подходящего материала для ваших нужд зависит от вашего конкретного применения.
В сегодняшнем руководстве мы рассмотрим три популярных термопластических материала, доступных для 3D-печати FDM:ASA, PETG и ПК. Мы рассмотрим их преимущества и ограничения, а также дадим советы по успешной печати.
Взгляните на другие руководства по пластику для 3D-печати:
3D-печать из АБС-пластика:все, что вам нужно знать
3D-печать PLA:все, что вам нужно знать
3D-печать TPU:руководство по 3D-печати гибких деталей
Нейлоновая 3D-печать:все, что вам нужно знать
ULTEM &PEEK:полное руководство по высокопроизводительным материалам для 3D-печати
Сравнение ASA, PETG и ПК
Материал Плюсы Минусы Общие приложения ASAСильная стойкость к ультрафиолетовому излучению и химическим веществам
Легко поддается последующей обработке Может быть затруднена печать
Требуются высокие температуры печати
Испускает неприятный запах
Пригоден для пищевых продуктов
Небольшое количество дефектов деформации / усадки Гигроскопичен
Склонен к «растягиванию»
Может прилипать к поверхности печати
Сложно красить / клеить Емкости для хранения продуктов
Протезы устройства
Упаковка PC Жесткий и прочный
Прозрачный
Может выдерживать суровые методы постобработки, например галтовкаГигроскопичность
Требуются оптимальные условия для успешной печати Формы
Впускные коллекторы (усиленные) приспособления и приспособления 3D-печать с помощью ASA
Что такое ASA?
Первоначально разработанный как усовершенствованная версия ABS, ASA больше подходит для использования на открытом воздухе, чем ABS, который может быть поврежден при длительном воздействии солнечного света.
Хотя ASA конструктивно очень похожа на ABS, есть несколько ключевых отличий. Например, АБС может стать хрупким под солнечным светом, тогда как состав материала АСА делает его в десять раз более устойчивым к погодным условиям и УФ-излучению, чем АБС.
Поэтому его превосходная устойчивость к УФ-лучам и погодным условиям делает ASA хорошим вариантом для наружного применения. 
Зачем печатать с помощью ASA?
Каковы ограничения ASA?
Общие приложения ASA
Наружное применение
Автомобильная промышленность
Инструменты Советы по 3D-печати ASA
3D-печать с использованием PETG
Что такое PETG?
ПЭТГ - это вариант более известного материала ПЭТ, который используется в качестве нити для 3D-печати. Однако ПЭТГ модифицирован гликолем, что делает филамент более прозрачным и мягким, чем ПЭТ, и гораздо более подходящим для 3D-печати.
Этот термопласт сочетает в себе самые полезные свойства АБС и ПЛА. Благодаря прочности ABS и простоте использования PLA, PETG выделяется как прочный, термостойкий и относительно гибкий материал, идеально подходящий для механических деталей и функциональных прототипов. 
Зачем использовать PETG?
Каковы ограничения PETG?
Общие приложения
Благодаря высокой ударопрочности, PETG также подходит для полиграфической продукции, которая может испытывать внезапные или продолжительные нагрузки, например защитных компонентов, протезов, приспособлений и приспособлений, а также механических деталей.
Способность ПЭТГ выдерживать строгие процессы стерилизации также делает его пригодным для упаковки фармацевтических и медицинских устройств.
Советы по началу работы с 3D-печатью PETG
3D-печать из поликарбоната
Что такое поликарбонат?
3D-печать на ПК может быть довольно сложной задачей, поскольку для правильного экструзии требуется высокая температура, а также большая склонность к деформации и расколу, чем у других термопластов, таких как АБС. Однако после освоения он может производить прочные и долговечные детали, напечатанные на 3D-принтере, для вашего следующего инженерного приложения. 
Почему 3D-печать с ПК?
Каковы ограничения ПК?
Общие приложения
Формы для литья под давлением
Впускные коллекторы
Советы по 3D-печати на ПК
Тщательно выбирайте материал FDM
ASA, PETG и PC имеют свои преимущества и области применения, для которых они лучше всего подходят. Если вам нужна нить для изготовления деталей для наружного применения и прототипов, ASA - отличный выбор. Если вам нужны прочные и долговечные функциональные прототипы, вы можете взглянуть на PETG. Наконец, выберите нить для ПК, если вы хотите печатать на 3D-принтере прозрачные, но очень жесткие детали.
3D-печать FDM иногда может быть сложной задачей; однако при правильном подходе эти проблемы преодолимы.
Хотите узнать больше о рынке материалов для 3D-печати? Ознакомьтесь с этими статьями:
5 тенденций, формирующих рынок материалов для 3D-печати в 2019 году
Эволюция рынка материалов для 3D-печати:тенденции и возможности в 2019 году
3D печать
- 3D-печать FDM:где мы сегодня?
- Гибкое производство и 3D-печать
- FDM против SLA - разбивка процесса 3D-печати
- Сравнение технологий 3D-печати на металле
- Сравнение материалов для 3D-печати FDM
- 11 лучших 3D-принтеров для печати ландшафтов:FDM и полимерные принтеры (2022 г.)
- Является ли PLA термостойким? ABS, ASA, PETG и многое другое!
- Сравнение 3D-технологий:SLA и FDM
- 3D-печать FDM:настольная и промышленная
- Плотность и длина нитей для 3D-печати