


Прокатный цех Цех валков и валков
Цех прокатных валков и валков
Валки являются основным и очень дорогостоящим расходным материалом прокатного стана. Они используются для прокатки стали на прокатном стане, и их производительность зависит от многих факторов, включая используемые материалы и нагрузки, которым они подвергаются во время эксплуатации. На конструкцию валка влияют ограничения, накладываемые нагрузкой прокатки, прочностью валка и крутящим моментом, доступным для прокатки. В случае плоской прокатки на нее также влияет допуск на изгиб валков и искривление валков. Конструкция ролика рассчитана на нагрузку и крутящий момент, необходимые для любого прохода. Кроме того, необходимо обеспечить, чтобы физические размеры и материал валка были способны выдерживать самые большие нагрузки, возникающие в процессе прокатки. Другим важным фактором, влияющим на срок службы валков, являются износостойкие свойства материала валков.
Рулонные материалы
При прокатке сталей материал валков должен выдерживать нагрузки, которые пластически деформируют подвижной состав, не подвергаясь при этом пластической деформации. При прокатке горячей стали это не составляет труда, и железные или стальные валки подходят, если они работают при температуре, значительно более низкой, чем температура подвижного состава. Использование железных или стальных валков в каждом конкретном случае зависит от конкретной задачи, которую они должны выполнять, и от того, являются ли наиболее важными характеристики ударной вязкости, устойчивости к термическому растрескиванию или ударной нагрузке или износостойкости.
Валки можно классифицировать в зависимости от материала валков (рис. 1) и способа изготовления, при этом первым основным подразделением являются (i) железные валки и (ii) стальные валки. Это деление зависит от содержания углерода в материале. В случае валков демаркационная линия обычно принимается при примерно 2,4 % C. Обычно валки обозначаются как имеющие стальную основу ниже этой цифры и железную основу выше этой цифры. Между этими двумя типами существует заметное структурное различие, поскольку в стальных базовых валках отсутствует свободный графитовый углерод. Стальные валки могут быть литыми или коваными, что дает дополнительное подразделение. Еще одно подразделение, которое выходит за рамки приведенной выше классификации, — это дуплексные валки с двойной заливкой, которые могут быть отлиты с твердосплавной внешней поверхностью и более жестким и прочным металлом, образующим центр валка.
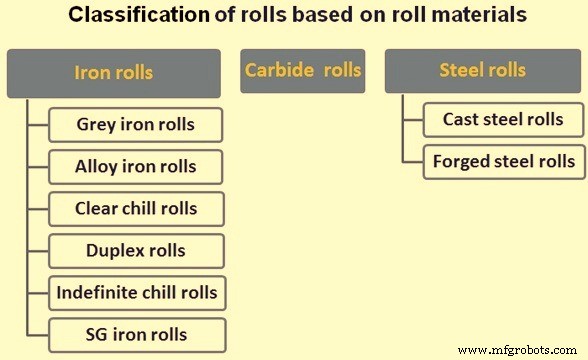
Рис. 1. Классификация рулонов по материалам рулона
Железные ролики
Железные валки бывают следующих типов.
- Валки из серого чугуна – они отлиты в песчаной оболочке и состоят из серого чугуна (содержит чешуйки свободного графита). Структура рулона однородна по всей длине и очень устойчива к растрескиванию при воздействии огня. Он в некоторой степени самосмазывающийся из-за свободного графита, что является преимуществом, когда упорные кольца используются для сопротивления концевому усилию во время прокатки. Типичный анализ материала валка:углерод (C) – от 2,5 % до 3 %, кремний (Si) – от 0,5 % до 1 %, марганец (Mn) – от 0,4 % до 0,8 %, фосфор (P) – не более 0,5 %, и сера (S) 0 0,1 % макс. Допускается содержание фосфора до 0,5 % для повышения текучести металла во время разливки, но целесообразно уменьшить его, если возможны более высокие температуры литья, поскольку фосфор вреден для свойств чугуна. S поддерживается на минимальном уровне, а Si выбирается для регулирования содержания свободного графита, поскольку присутствие Si способствует графитизации. Mn используется для нейтрализации серы и раскисления металла. Слишком высокое содержание Mn препятствует графитизации.
- Валки из легированного чугуна. Для улучшения качества серого чугуна могут быть добавлены различные легирующие элементы, чтобы придать валкам повышенную твердость. Эти валки из легированного железа содержат лишь небольшое количество никеля (Ni), хрома (Cr) и молибдена (Mo), и они немного лучше изнашиваются и прочнее, чем обычный серый чугун. Валок из легированного железа с большим количеством легирующих добавок намного тверже и лучше изнашивается, хотя, естественно, он более дорогостоящий и должен давать больший тоннаж проката. Присутствие никеля способствует образованию графита, но поскольку он находится в очень мелкодисперсной форме, это приводит к большей ударной вязкости и устойчивости к растрескиванию при воздействии огня. Cr увеличивает тенденцию к образованию связанного углерода и ограничивает образование графита, что дает более твердое, но более хрупкое железо. Мо и вольфрам (W) способствуют образованию комбинированного углерода и, кроме того, повышают жаропрочность. При использовании чугуна, легированного хромом, существует тенденция к поломке буртика профильных валков из-за их хрупкости, и, кроме того, для охлаждения валков необходима хорошая подача воды, чтобы избежать растрескивания при воздействии огня. Типичный состав валка:C- 3 %, Si- 1 %, Ni – 1 % (или Mo -0,5 %) и Cr – 1 %. Распространенной маркой рулона легированного железа является железо «Адамит». Твердость валков является мерой сопротивления износу и обычно выражается в градусах твердости по шкале Шора. Относительно мягкие валки из серого чугуна имеют твердость 30-40 градусов по Шору, но она может быть увеличена до диапазона 38-50 градусов в валках из легированного железа. Этот последний представляет собой серый чугун, но графит тонко измельчен, а матрица более твердая. Более мягкие валки предпочтительны для черновой и промежуточной стадий прокатки, а валки из более твердого сплава - для чистовой обработки.
- Очищающие или определенные охлаждающие валки. У прозрачных кокильных валков есть поверхностный слой белого чугуна, полученный путем быстрого охлаждения поверхности (с помощью охлаждения в форме), что ограничивает образование свободного графита. Сердцевина из серого чугуна из-за более медленного охлаждения, а промежуточная зона представляет собой смесь белого и серого чугуна. Грифы и воблеры или концы лопаток не должны охлаждаться и, следовательно, сохраняют большую прочность. Охлажденный слой твердый и износостойкий, но хрупкий. Обычно толщина плоских валков составляет около 25 мм, но может быть увеличена, если требуются неглубокие канавки. Анализ аналогичен валкам из серого чугуна, хотя содержание углерода выше. Низкая C дает более низкую твердость, но укрепляет валок и снижает вероятность поверхностного растрескивания и выкрашивания, поэтому он используется в случаях высоких нагрузок, например, при прокатке толстолистового проката. Твердость поверхности может составлять от 55 до 65 градусов по Шору, но валки обладают хорошей устойчивостью к изменению температуры и растрескиванию при воздействии огня. Частично охлаждающий валик производится путем охлаждения выбранных частей бочки (например, чистовые проходы) и оставив остальное как серый чугун. Легирующие элементы могут быть добавлены к охлаждающим валкам для придания значений твердости от 65 до 90 градусов по Шору и могут содержать около 4,5 % Ni с Cr, уравновешивающим склонность к образованию свободного графита. Утверждается, что охлаждающие валки с никелевыми подшипниками имеют тенденцию к деформационному упрочнению и больше подходят для холодной прокатки из-за их склонности к растрескиванию при воздействии огня.
- Композитный или дуплексный валок. Метод сочетания очень твердой поверхности с прочным сердечником заключается в отливке валка методом двойной заливки. Первая заливка дает оболочку из высоколегированного белого чугуна, которая быстро остывает на поверхности в кокиле, после чего вторая заливка (часто из серого чугуна) вытесняет расплавленный центр легированного железа и заменяет его прочным ядром. Твердость скорлупы 75 – 95 градусов по Шору.
- Неопределенный кокиль. В этом типе валков имеется очень тонкий четко очерченный белый кокиль без графита и отсутствует промежуточная зона смешивания. Поверхностные слои содержат очень мелкие частицы графита, а структура плавно переходит в серое ядро. Твердость уменьшается сначала медленно от поверхности со скоростью примерно 1 градус Шора на 10 мм глубины, а затем более быстро по направлению к мягкому центру. Отсюда и хорошая полезная глубина. Поверхность более устойчива к растрескиванию и отслаиванию от огня, чем определенный охлаждающий вал, и валки лучше сцепляются с подвижным составом. Охлаждающие валки из сплава неопределенного размера с поверхностной твердостью от 55 до 75 градусов по Шору могут содержать Ni, Cr и Mo. Эти валки могут подвергаться термической обработке для повышения их ударопрочности при ударных нагрузках. Примером этого типа является неопределенный холод Адамита. Эти рулоны могут подвергаться термической обработке и устойчивы к выкрашиванию и растрескиванию при воздействии огня.
- Валки из чугуна с шаровидным графитом. Валки из чугуна с шаровидным графитом (SG) находят применение на некоторых заводах. Он имеет графит в узловатой форме при литье с использованием специальной процедуры литья, включающей добавление магния (Mg). Чугун со сфероидальным графитом обладает гораздо большей прочностью и ударной вязкостью, первая примерно в два раза выше, чем у высокопрочного чугуна с пластинчатым графитом, а последняя увеличена примерно в двенадцать раз. Большинство валков имеют перлитную структуру, но также доступна игольчатая структура, обеспечивающая лучшую износостойкость. На валках может быть получена хорошая отделка, хотя необходима осторожность при механической обработке, так как выделяются вредные пары. Износостойкость валков из чугуна с шаровидным графитом заключается в том, что они изнашиваются равномерно и с той же скоростью, что и чугун с пластинчатым графитом. Они подходят для использования там, где обычный железный вал недостаточно прочен, а стальные валки имеют плохой срок службы из-за чрезмерного износа, но, поскольку они дороже, чем железные и стальные валки, необходима осторожность при выборе применения. Твердость можно получить до 80 градусов по Шору и более.
Стальные валки
Стальные валки могут быть литыми или коваными. Они намного прочнее и жестче, чем железные валки, и поэтому используются там, где железный вал считается недостаточно прочным. Они позволяют использовать более тяжелые сквозняки, особенно там, где требуются глубокие канавки. Разрушения из-за ударной нагрузки происходят гораздо реже, а свойства можно значительно изменить с помощью подходящей термической обработки. Однако валки из стали C изнашиваются быстрее, чем валки из железа, из-за их низкой твердости.
- Литые стальные валки — они могут значительно различаться в зависимости от анализа. Прямой прокат C имеет содержание углерода от 0,40 % до 0,90 % и твердость от 28 до 36 градусов по Шору. На тяжелых станах (блуминг, слябинг и тяжелая черновая обработка) используются более низкие марки (до 0,60 % С), а на черновых клетях заготовок — более высокие марки. Добавление около 0,5 % Mo к этому типу валков вместе с небольшими количествами Ni и Cr (или более высокого содержания Mn) повышает прочность и снижает серьезность возможных трещин от огня. Твердость 30-42 градуса по Шору. Более высоколегированные валки обычно попадают в диапазоны анализа, содержащие C от 0,80 % до 1,0 %, Mn от 0,60 % до 0,90 %, Ni от 1,0 % до 2,5 %, Cr от 0,50 % до 1,10 % и Mo от 0,20 % до 0,40 %. %. Также изготавливается валок C-Cr (C -1 %, Cr – от 1,5 % до 1,75 %). Эти валки обычно подвергаются термообработке, диапазон твердости составляет 35-55 градусов по Шору, и они обычно используются в качестве опорных валков в 4-валковых прокатных станах. Легированная сталь, содержащая вольфрам (W) и имеющая твердость 40 – 50 градусов по Шору, очень устойчива к огню и иногда используется для черновых валков в прокатных станах горячей прокатки. Базовые валки из литой легированной стали изготавливаются также с содержанием С – 0,9 % до 2,5 %, Si – 0,5 % до 1,0 %, Mn – 0,4 % до 0,6 %, Ni – 0,25 % до 1,0 %, Cr – 0,5 % до 1,5 %. Содержание С находится в более высоком диапазоне, чем в литом стальном валке. Весь C находится в объединенной форме. Диапазон твердости составляет от 30 до 55 градусов по Шору в зависимости от содержания углерода, валки хорошо изнашиваются и прочны. Жизнь соответствует цене. Требуется хорошее водяное охлаждение.
- Кованые стальные валки. Эти валки выкованы из литого стального слитка, а необходимая механическая обработка приводит к повышению прочности конструкции. В форме стали C (от 0,35 % до 0,75 % C) они используются для блюминга, слябинга и тяжелой черновой прокатки в нижней части диапазона C и для небольших промежуточных станов в верхней части диапазона. Это несколько произвольно и зависит от конкретных условий мельницы. Они нормализуются перед использованием, и диапазон твердости составляет 24 – 30 градусов по Шору. В форме легированной стали они могут подвергаться термообработке для придания твердости в широком диапазоне. В диапазоне твердости по Шору 50–55 градусов они используются для больших опорных валков, в диапазоне твердости около 80 градусов по Шору для небольших опорных валков при холодной прокатке и в диапазоне твердости по Шору 90–100 градусов по Шору (полностью закаленные) для рабочих валков в холодная прокатка. Типичный анализ:1 % C, от 1,5 % до 1,75 % Cr и 0,5 % Ni. Валки из кованой стали в диапазоне твердости горячей прокатки обладают высокой устойчивостью к ударным нагрузкам.
Твердосплавные ролики
Карбид вольфрама, WC или W2C, представляет собой химическое соединение, содержащее вольфрам и углерод. Чрезвычайная твердость делает его пригодным для производства прокатных валков с увеличенным сроком службы в тех случаях, когда требуется длительная прокатка. WC в сочетании со связующими материалами в виде порошка смешивают, измельчают, гранулируют и уплотняют до получения заготовок почти чистой формы, которые затем спекают в вакуумной печи. Затем некоторые валки подвергают горячему изостатическому прессованию (HIP). Затем валки шлифуют с помощью алмазных шлифовальных кругов или обтачивают на токарном станке с помощью очень твердых токарных инструментов до требуемых размеров. Эти валки обычно используются в блоках для чистовой обработки катанки и в некоторых операциях фасонного проката. Для этих валков требуется высококачественная охлаждающая вода с узким диапазоном pH и ограниченной жесткостью. Использование воды для охлаждения валов за пределами рекомендуемого диапазона рН приводит к вымыванию связующего из вала, что приводит к преждевременному разрушению поверхности вала. Доступны различные марки твердосплавных валков в зависимости от размера зерна, содержания связующего и состава связующего. Диапазон применения в последние годы расширил использование твердосплавных валков обратно на промежуточные мельницы за счет использования твердосплавной втулки, установленной на стальном валу. Крепление осуществляется механическим способом или путем создания составного валка путем запрессовки и наплавки на вал твердосплавного кольца.
Влияние легирующих элементов на валки
Влияние легирующих элементов на валки представлено в Таблице 1.
| Вкладка 1 Влияние легирующих элементов на валки | ||
| Элемент | валки из легированного железа | Роллы из легированной стали |
| Углерод (C) | Повышает твердость, хрупкость и износостойкость. Уменьшает пластичность, глубину охлаждения | Повышает твердость, хрупкость и износостойкость. Снижает ударопрочность. |
| Кремний (Si) | Увеличивает содержание графита, улучшает чистоту, Уменьшает глубину охлаждения | Очищает сталь в соотношении 0,20–0,35 %, повышает твердость, раскисляет, способствует качественному литью |
| Фосфор (P) | Увеличивает твердость и хрупкость. | Повышает твердость и хрупкость, Снижает пластичность, Имеет тенденцию к расслаиванию |
| Сера (S) | Увеличивает твердость, ломкость и глубину холода | Увеличивает твердость и хрупкость. Уменьшает пластичность. Следует использовать с осторожностью |
| Марганец (Mn) | Снижает отбел в нижних диапазонах, увеличивает отбел в более высоких диапазонах, повышает твердость в сочетании с никелем и хромом, повышает хрупкость | Повышает твердость и ломкость. Очищающее средство для прочности на растяжение и износостойкости |
| Никель (Ni) | Увеличивает прочность, твердость и износостойкость. Уменьшает глубину отбела | Повышает прочность, твердость и устойчивость к растрескиванию в сочетании с Cr и другими компонентами |
| Молибден (Mo) | Увеличивает прочность, твердость и устойчивость к растрескиванию под действием огня, делает зерно более мелким | Увеличивает прочность и твердость |
| Ванадий (V) | Увеличивает глубину охлаждения, прочность и устойчивость к растрескиванию под действием огня, снижает пластичность | Повышает ударную вязкость, твердость и восприимчивость к термообработке |
| Хром (Cr) | Всегда отвердитель; используется в сочетании с Ni или Mo или с обоими, увеличивает глубину отбела | Отвердитель – лучше всего работает в сочетании с Ni или Mo или с обоими |
| Медь (Cu) | В небольших количествах аналогично Ni | Похоже на Ni |
| Бор (B) | Отвердитель, использовать с осторожностью | Увеличивает твердость |
Типы валков, используемых на различных станах горячей прокатки
Типы валков, используемых в блюминговых и слябовых станах, сортовых и сортовых прокатных станах, сортовых станах, толстолистовых станах и станах горячей прокатки, приведены в Таблице 2, Таблице 3, Таблице 4, Таблице 5 и Таблице 6 соответственно. Выбор любого конкретного рулона зависит от производственных требований, начальной стоимости, конкретных требуемых качеств и т. д. Тесное сотрудничество с производителем рулонов желательно для обеспечения максимально возможного удовлетворения этих требований.
| Вкладка 2 Типы валков для блюминга и слябинга | |
| Тип рулона | Твердость поверхности (градусы по Шору) |
| Кованая сталь, 0,4 % C | <тд 112">24-30|
| Стальное литье, содержание углерода от 0,4 до 0,9 %, ковкое | <тд 112">28-36|
| Стальное литье из легированной стали, от 0 до 0,5 % Mo + Ni, Cr, Mn, прочное, вязкое, устойчивое к огнестрельному растрескиванию | <тд 112">30-42|
| Стальное литье из адамита, высокое содержание углерода в полном растворе + Ni, Cr, хорошая износостойкость, но требуется обильное водяное охлаждение для предотвращения колебаний температуры | <тд 112">30-48|
| Вкладка 3 Типы валков для сортовых и сортовых прокатных станов | |
| Тип рулона | Твердость поверхности (градусы по Шору) |
| Кованая сталь 0,75% C, валки черновой клети | <тд 112">35|
| Стальное литье – от 0 до 0,5% Mo + Ni, Cr, Mn, прочное, вязкое, устойчивое к растрескиванию под действием огня | <тд 112">30-42|
| Валки с перлитным зерном, Чугун, Прочные, прочные и устойчивые к растрескиванию при воздействии огня, Прядевые валки | <тд 112">30-38|
| Специальные зерновые валки, Улучшение вышеперечисленного | <тд 112">35-40|
| Стальное литье из адамита, полное растворение с высоким содержанием углерода + Ni и Cr, хорошая износостойкость, но требуются большие колебания, черновые валки | <тд 112">30-48|
| Прямые охлаждающие валки C бесконечной длины, Следует избегать колебаний температуры, Промежуточные валки клети | <тд 112">35-40|
| Валки из адамитового сплава. Очень хорошее проникновение в твердость, требуется температурный контроль и может иметь широкий диапазон твердости и прочности. Прядевые валки | <тд 112">35-50|
| Прямые охлаждающие валки C, Высокая устойчивость к перепадам температуры, поломкам и образованию трещин на поверхности, Валки малого сечения | <тд 112">55-65|
| Улучшение охлаждающих валков бесконечного размера из сплава адамита на прямых C, овальных и направляющих валках | <тд 112">55-70|
| Охладительные валки неопределенного размера, полностью изготовленные из твердого сплава, улучшенный адамит, например, ниронит | <тд 112">65-85|
| Охлаждающие валки из высоколегированного чугуна с хорошим упрочнением, Направляющие прокатные валки | <тд 112">65-90|
| Сфероидальный графит, Черновые валки для заготовок | <тд 112">55|
| Сфероидальный графит, Прутковые мельницы. Большинство клетей устойчивы к растрескиванию под действием огня, Черновые валки | <тд 112">60-65|
| Вкладка 4 Типы валков для сортовых станов | |
| Тип рулона | Твердость поверхности (градусы по Шору) |
| Кованые стальные валки, черновые, промежуточные и чистовые валки | <тд 112">24-30|
| Стальное литье, содержание углерода от 0,4 до 0,9 %, черновые валки | <тд 112">28-36|
| валки с перлитным зерном, прочные, жесткие и устойчивые к растрескиванию при воздействии огня, черновые, промежуточные и чистовые валки | <тд 112">30-38|
| Стальное литье, от 0 до 0,5 % Mo + Ni, Cr, Mn, прочное, вязкое, с хорошей стойкостью к растрескиванию при воздействии огня, черновые валки | <тд 112">30-42|
| Сталь, отлитая из адамита, Высокоуглеродистая в полном растворе + Ni, Cr, Хорошо изнашивается, но требует обильного охлаждения, чтобы избежать колебаний температуры, Черновые валки | <тд 112">30-48|
| Специальные зерновые валки-улучшение выше | <тд 112">35-40|
| Гиперэвтектоидная сталь с никелем, хромом и молибденом, износостойкость и прочность примерно в равных пропорциях, черновые и получистовые валки | <тд 112">35-45|
| Прямые охлаждающие валки C бесконечной длины, Следует избегать колебаний температуры, Промежуточные валки клети | <тд 112">38-40|
| Валки из сплава адамайт, Очень хорошее проникновение в твердость, Требуют контроля температуры, Изготавливаются в широком диапазоне твердости и прочности, Промежуточные и чистовые валки | <тд 112">38-50|
| Стальное литье с Cr и W, высокая стойкость к растрескиванию и растрескиванию под действием огня, получистовые валки | <тд 112">40-50|
| Неограниченные охлаждающие валки из сплава адамайт, Улучшение вышеуказанного, Промежуточные и чистовые валки | <тд 112">55-70|
| Сфероидальный графит для реверсивных черновых валков | <тд 112">45|
| Сфероидальный графит для мелкосортных станов | <тд 112">60-65|
| Вкладка 5 Типы валков для толстолистовых станов | |
| Тип рулона | Твердость поверхности (градусы по Шору) |
| Валки с перлитным зерном, Чугун, Прочный, прочный и устойчивый к растрескиванию при воздействии огня, Обдирочные валки | <тд 112">30-38|
| Чугун, от 0 до 0,5 % Mo + Ni, Cr, Mn, прочный, вязкий и с хорошей стойкостью к растрескиванию при воздействии огня | <тд 112">40-42|
| Специальные зерновые валки, Улучшение перлита | <тд 112">35-40|
| Прямые охлаждающие валки C, высокая устойчивость к перепадам температуры, разрушению и образованию трещин на поверхности | <тд 112">55-65|
| То же, что и выше, но включая от 0,4 до 1,0% Mo, рабочие валки, условия стана должны быть стабильными | <тд 112">55-65|
| Неограниченные охлаждающие валки из сплава. Колебания температуры следует избегать с помощью охлаждающих, рабочих и чистовых валков | <тд 112">65-85|
| Охлаждающие валки из легированного сплава, Литой никелевый сплав, Хорошее упрочнение, Чистовые валки | <тд 112">65-90|
| Охлаждающие валки из составного сплава, Внешняя оболочка из легированного белого железа, образующая рабочую поверхность, и остальная часть из прочного серого чугуна, Подходит для сверхтонкой отделки Преимущество самозатвердевания оболочки, Рабочие валки | <тд 112">75-95|
| Вкладка 6 Типы валков для станов горячей прокатки | |
| Тип рулона | Твердость поверхности (градусы по Шору) |
| Кованые стальные валки, Рабочие валки | <тд 112">24-30|
| Стальное литье из адамита, Высокоуглеродистый в комплексном растворе с Ni и Cr, Хорошо изнашивается, но требует контроля температуры путем охлаждения, Рабочие валки | <тд 112">30-38|
| Гиперэвтектоидная сталь с никелем, хромом и молибденом, износостойкость и прочность в равных пропорциях, черновые валки | <тд 112">35-45|
| Прямые охлаждающие валки C бесконечной длины. Следует избегать колебаний температуры. Валки промежуточной клети. | <тд 112">38-40|
| Валки из сплава адамита. Очень хорошее проникновение в твердость, но требуется контроль температуры. Изготавливаются в широком диапазоне твердости и прочности. Промежуточные и чистовые валки. | <тд 112">35-50|
| Стальное литье с Cr и W, высокая стойкость к растрескиванию и растрескиванию при воздействии огня, черновые валки | <тд 112">40-50|
| Прямые охлаждающие валки C, высокая устойчивость к перепадам температуры, поломкам и образованию трещин на поверхности | <тд 112">55-65|
| То же, что и выше, но включая 0,4–1,0 % Mo, условия мельницы должны быть более стабильными и более тщательно контролироваться, рабочие валки | <тд 112">55-65|
| Неограниченные охлаждающие валки из сплава Adamite, Улучшение вышеперечисленного, Горячие отделочные и рихтовочные валки | <тд 112">55-70|
| Неограниченные охлаждающие валки из сплава, Улучшение адамита, Рабочие валки | <тд 112">65-85|
| Охлаждающие валки из сплава Чугунные валки, аналогичны охлаждающим валкам из сплава неопределенного размера, но с улучшенными качествами | <тд 112">65-90|
| Неограниченные охлаждающие валки из манганитового сплава, очень устойчивые к образованию трещин при возгорании, маркировке хвоста и растрескиванию, рабочие валки для поездов | <тд 112">75-85|
| Сфероидальный графит, Черновые валки | <тд 112">60-65|
| Сфероидальный графит, Чистовые валки | <тд 112">65-70|
| Сфероидальный графит, Опорные ролики | 50–55 |
Магазин проката
В функции валкового цеха входит следующее.
- Получение валка в сборе с прокатного стана после завершения прокатной кампании.
- Чтобы промыть узел ролика и снять ролики с узла.
- Валки проверяются на наличие огневых трещин и измеряется диаметр. Также проверяются отдельные части валков и подшипники валков, повернутые там, где это необходимо.
- Шлифовка/обточка валка планируется и выполняется согласно плану.
- Шлифованный/обработанный валок хранится на стеллажах и ожидает сборки в соответствии с графиком прокатки прокатного стана.
- Подушки после демонтажа отправляются на сборочный участок для сборки шлифованного/рифленого валка в соответствии с графиком прокатки.
- Сборка валка и подушки осуществляется попарно.
- Собранная пара валков отправляется на прокатный стан.
Периодически проводятся проверки колодок и подшипников. В функции вальцового цеха также входит шлифовка ножей ножниц, затупившихся в процессе эксплуатации в прокатном стане. Современный вальцовый цех прокатного стана имеет следующее оборудование.
- Тяжелые, средние и легкие, полностью автоматические вальцешлифовальные станки с ЧПУ и загрузчики вальцов в случае плоских станов
- Тяжелые, средние и легкие, полностью автоматические станки с ЧПУ для нарезки канавок и загрузчики валков для сортового и сортового проката.
- Твердосплавные валковые и кольцевые шлифовальные станки для проволочных и мелкосортных станов
- Машины для расклинивания и разгрузки рулонов всех типов
- Машины для текстурирования
- Токарные станки
- Токарные, фрезерные и расточные станки
- Индукционное оборудование для нагрева и закалки
- Машины для мойки колодок
- Наклон для колодок
- Шлифовальные станки с ножевыми ножами
- Оборудование для охлаждения и промывки валков
- Стеллажи для хранения рулонов
- Перекатывать автомобили
- Другие устройства, используемые в повседневных операциях прокатного цеха.
Цех валков хранит индивидуальные данные о характеристиках валков и проводит анализ данных валков для увеличения срока службы валков. Для этого цех работает в тесном сотрудничестве с поставщиками валков, чтобы улучшить химические и физические характеристики валков в следующем цикле закупок. Прокатный цех также сотрудничает со следственным агентством во время анализа отказа валка в случае отказа валка, предоставляя им данные истории проката из их записи.
В функции валкового цеха также входит принятие своевременных мер по закупке валков, чтобы они могли предоставить валки для мельницы в соответствии с требованиями мельницы. Действия по закупке должны быть предприняты с учетом запасов рулонов, которые необходимо держать под контролем.
По окончании срока службы валка и достижении его ломового диаметра он перемещается в зону ломовых валков для их утилизации. Точно так же сломанные валки также перемещаются в зону утилизации валков после завершения расследования поломки валков.
В современных прокатных цехах используются два программных решения. Это система управления валковым цехом (RSMS) и система управления дефектами валков (RDMS) для полного контроля и анализа работы валкового цеха. RSMS позволяет проводить анализ от фактического мониторинга процесса шлифования/нарезания канавок до сбора и обработки данных о производстве, потреблении и требованиях с минимальными затратами ресурсов. RDMS — это мощный инструмент, повышающий и оптимизирующий производительность за счет функций глубокого управления дефектами и автоматических корректирующих действий. Дальнейший вальцовый цех должен быть полностью интегрирован с прокатным станом, и между системой прокатного стана и системой вальцового цеха должен быть обмен данными.
Планировка валкового цеха очень важна для оптимизации логистики движения валков. Необходимо предусмотреть дополнительные проезды для свободного движения вилочных погрузчиков.
Автоматизация обработки валков в прокатном цехе требует применения мер безопасности, чтобы не допустить персонал в те зоны, где операции выполняются автоматически и, следовательно, не контролируются непосредственно персоналом. Необходимо предусмотреть барьеры безопасности для обозначения границ зоны автоматической работы. Доступ в эту зону разрешен только для технического обслуживания или в аварийных целях.
Производственный процесс
- Литье и прокатка тонких слябов
- Генерация Транспорт и использование окалины
- Универсальные балки и их прокатка
- Прокатка стали на стане горячей прокатки
- Понимание процесса прокатки в сортовом прокатном стане
- Основы прокатки стали
- Пробойники для роликовых штифтов:использование и применение
- Нюансы токарно-фрезерного станка и токарно-фрезерного станка:присмотритесь!
- Мельничный станок и его различные подкатегории
- Процесс горячей и холодной прокатки