


Литье под низким давлением:простое руководство для понимания процесса
Исходя из своего названия, литье под низким давлением включает в себя впрыск расплавленного материала в отливку под хорошо контролируемым низким давлением, что дает преимущества процесса. Например, он позволяет точно изготавливать осесимметричные колеса, поэтому автомобильная промышленность является основным пользователем этого процесса.
Перед тем, как передать услуги литья под давлением, важно знать об этом процессе самостоятельно. Поэтому в этой статье будет рассказано о литье под низким давлением, о том, как оно работает, о его преимуществах и недостатках, а также о других альтернативах, которые вы могли бы использовать.
Что такое литье под низким давлением?
LPDC включает заполнение формы для литья под давлением расплавленным металлом под низким давлением. Он отличается высокой точностью благодаря постоянному заполнению полости штампа на этапе усадки (затвердевания). Это означает, что он компенсирует снижение громкости. Другие атрибуты включают снижение образования оксидов и пористости, а также превосходную консистенцию расплавленного металла сверху донизу.
Как работает литье под низким давлением?
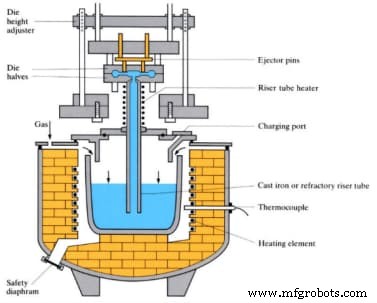
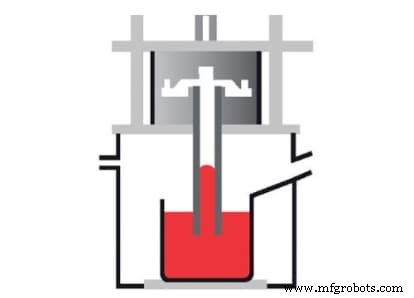
Литье под низким давлением использует небольшое давление, обычно около 20-100 кПа (2,9-14,5 фунтов на квадратный дюйм), вместо силы тяжести для заполнения формы. В отличие от традиционного процесса литья под давлением, он имеет уникальную настройку и использует несколько единиц оборудования. Ниже приведена иллюстрация установки и необходимого оборудования.
Процесс начинается с плавильной печи, которая плавит металлические сплавы и доводит их до температуры литья. Например, алюминий имеет температуру литья 710-720 0 . С.
Затем расплавленный металл поступает в печь для выдержки под формой, которая функционирует как контейнер, поддерживая температуру жидкости при разливке.
Низкое давление нагнетает расплавленный металл через стояк в форму. Жидкий металл движется под постоянным давлением до тех пор, пока расплавленный металл не затвердеет в полости матрицы.
При затвердевании давление сбрасывается, а оставшийся расплавленный металл возвращается по стояку в печь для повторного использования. Наконец, отливка будет легко удалена после остывания формы.
Преимущества Литье под низким давлением <сильный>
LPDC имеет много преимуществ, что делает его применимым методом литья под давлением в нескольких отраслях промышленности. Ниже приведены несколько преимуществ этого процесса.
· Высокая точность <сильный>
Детали, изготовленные с использованием этого процесса, отличаются высокой точностью. Это связано с поддерживаемым низким давлением во время затвердевания. Следовательно, происходит постоянное заполнение полости матрицы, компенсирующее уменьшение объема по мере затвердевания расплавленного металла. Благодаря высокой точности это лучший метод изготовления осесимметричных деталей, таких как колеса.
· Он образует высокочистые отливки <сильный>
Отливки очень чистые из-за небольшого количества шлака, ответственного за примеси, или его отсутствия. Низкий уровень шлака обусловлен настройкой литейной машины. Как правило, шлаки находятся на поверхности расплавленных металлов. Однако, поскольку стояки опускаются в раздаточной печи, жидкий металл, нагнетаемый в полость, не содержит шлаков. Отсюда и высокочистое литье. Кроме того, поскольку это процесс с низким давлением, вероятность попадания шлака в форму невелика.
При этом процесс не приводит к окислению расплавленного металла за счет стабильного процесса заливки. Стабильность уменьшает или устраняет кувыркание, удары и разбрызгивание расплавленного металла во время процесса. Следовательно, не образуются окислительные шлаки, которые могут повлиять на чистоту отливок.
· Хорошая формуемость <сильный>
Заполнение под низким давлением приводит к хорошей формуемости из-за улучшения текучести жидкого металла. Поэтому отливки, изготовленные этим способом, имеют четкие очертания и гладкую поверхность. Как правило, этот процесс идеально подходит для изготовления литых деталей сложной геометрии из-за его высокой формуемости.
· Кристаллизация <сильный>
Поскольку отливка затвердевает под давлением, она может кристаллизоваться и образовывать компактную структуру. Поэтому отливки, изготовленные с помощью этого процесса, являются твердыми и подходят для изготовления деталей, требующих хороших показателей прочности.
Недостатки Литье под низким давлением <сильный>
Хотя процесс литья под низким давлением идеально подходит для получения точных результатов, он также имеет недостатки.
· Замедленный цикл трансляции <сильный>
Одним из недостатков является более медленный цикл из-за низкого давления. Поэтому количество изготавливаемых деталей невелико, а стоимость деталей высока.
· Эродированная металлическая деталь <сильный>
Эродированное алюминиевое литье форма может возникнуть из-за контакта металлической части оборудования с расплавленным металлом. Это может привести к высоким затратам на техническое обслуживание, особенно в крупных производственных установках. Кроме того, в жидкий металл могут попасть компоненты металлической части оборудования, что повлияет на его работу.
· Не подходит для изготовления тонкостенных деталей <сильный>
Минимальная толщина стенок отливок, которые можно изготовить с помощью этого процесса, составляет около 3 мм. Поэтому он непригоден для изготовления тонкостенных деталей, чем литье под высоким давлением.
РапидДирект :Ваш партнер по литью под низким давлением
Процесс литья под низким давлением должен стоять на первом месте, если ваш проект требует точности, чистого литья и выдающихся свойств материала. Несмотря на медленный цикл литья, выбор идеального процесса для вашего проекта требует опыта и знаний. Так что лучше заранее получить совет эксперта.
Свяжитесь с RapidDirect, чтобы помочь с вашими производственными потребностями. Мы предлагаем услуги литья под низким давлением и широкий спектр других производственных услуг, включая механическую обработку с ЧПУ, 3D-печать и изготовление листового металла, которые могут удовлетворить ваши требования с нашей мощной командой инженеров и заводами.
Вы можете запросить коммерческое предложение сегодня, загрузив свои файлы дизайна, или ознакомиться с нашим руководством по литью под давлением, в котором содержится более подробная информация о методе литья под давлением, включая его процесс, материалы, отделку поверхности, области применения и стоимость.
Литье под низким давлением и литье под высоким давлением
Литье под низким и высоким давлением применимо в различных сценариях в зависимости от сложности компонента, количества деталей и производственного бюджета. Ниже разъясняются различия между ними и преимущества литья под низким давлением перед литьем под высоким давлением.
· Время цикла <сильный>
Диапазон давления литья под низким давлением составляет от 0,7 бар до 1 бар. С другой стороны, литье под высоким давлением предполагает высокое давление (часто более 1000 бар).
В результате литье под низким давлением имеет меньшее время цикла, чем литье под высоким давлением. Это видно из того, что на долю последнего приходится около 50 % отливок из легких металлов, а на низкое давление — 20 %.
· Сила части <сильный>
Детали, изготовленные из литья под низким давлением, имеют высокие показатели прочности, так как затвердевание происходит под постоянным давлением в течение длительного времени с образованием компактной и плотной структуры. Детали, изготовленные под высоким давлением, также имеют хорошие показатели прочности. Однако вы не можете сравнить их прочность с деталями, изготовленными с использованием низкого давления, поскольку давление высокое, а время идет быстро.
· Качество трансляции <сильный>
Отливки, изготовленные с использованием низкого давления, имеют более высокое качество, чем литье под высоким давлением. Это связано с уменьшением объема за счет усадки, дополняемой постоянным впрыском расплавленного металла в полость штампа до затвердевания.
Кроме того, эти отливки более чистые из-за меньшего количества присутствующего шлака и не имеют пор. Это отличается от отливок под высоким давлением, которые могут иметь поры из-за высокого давления, а шлаки впрыскиваются в полость формы.
· Стоимость <сильный>
Литье под высоким давлением требует более высоких эксплуатационных и инвестиционных затрат, чем литье под низким давлением, из-за необходимых машин. Однако у него более низкая стоимость деталей из-за короткого времени цикла.
· Толщина <сильный>
Литье под низким давлением — идеальный метод изготовления толстых деталей. Однако он не подходит для тонкостенных деталей (не подходит для толщины менее 3 мм). С другой стороны, литье под высоким давлением позволяет изготавливать детали с тонкими стенками (менее 0,40 мм).
Альтернативы Литье под низким давлением <сильный>
Несмотря на многочисленные преимущества, определенные условия могут ограничивать использование литья под низким давлением. Поэтому мы представили несколько альтернатив этому процессу и их сравнение с процессом литья под низким давлением.
· Гравитация <сильный>
Гравитационное литье под давлением, также известное как процесс литья в постоянную форму, представляет собой процесс заполнения расплавленным металлом формы под действием силы тяжести. Он подходит для сплавов цветных металлов, таких как алюминий, медь, магний и цинк.
Одним из преимуществ гравитационного литья перед литьем под низким давлением является широкий спектр совместимых материалов. Это отличается от того, что последний более популярен для работы с алюминиевыми сплавами. Отсюда и название «литье алюминия под низким давлением».
· Литье по выплавляемым моделям <сильный>
Литье по выплавляемым моделям или точное литье основано на старом процессе, называемом литьем по выплавляемым моделям. Этот процесс включает в себя создание восковой модели в форме конечного продукта с помощью таких процессов, как литье под давлением. <сильный> или 3D-печать .
Воск погружают в керамический раствор с регулируемой толщиной, чтобы сформировать форму. После затвердевания воска форму предварительно нагревают и воск удаляют, чтобы создать металлический корпус. Затем расплавленный металл можно впрыснуть в форму, после чего следуют соответствующие процедуры
Литье по выплавляемым моделям является более точным, чем литье под низким давлением, поскольку восковой рисунок получается в результате точных производственных процессов, таких как 3D-печать. Кроме того, керамика не расширяется.
· Отливка в песчаные формы <сильный>
Литье в песчаные формы является наиболее распространенным процессом литья металлов, используемым на специализированных заводах, называемых литейными. Традиционный процесс включает изготовление формы из песка, глины и воды, заполнение ее расплавленным металлом и разрушение формы по завершении. Сравнение литья под давлением и литья в песчаные формы сравнение в основном основано на типе металла, с которым вы работаете. Литье в песчаные формы превосходит литье под низким давлением, если вы хотите работать с высокотемпературным металлом.
Заключение <сильный>
Литье под низким давлением включает впрыскивание расплавленного металла (в основном алюминия) в форму при относительно низком избыточном давлении. Процесс имеет короткое время цикла. Кроме того, он очень точен для изготовления отливок со сложной геометрией и обеспечивает чистое литье с выдающимися свойствами материала, что делает его лучшим процессом во многих отраслях промышленности. В этой статье рассказывается о том, как это работает, о его преимуществах и недостатках, а также о других альтернативах, которые вы можете использовать.
У вас есть какие-либо вопросы о процессе? Пожалуйста, свяжитесь с RapidDirect. Вы также можете загрузить свой дизайн, чтобы получить предложение сегодня и узнать, как мы можем удовлетворить ваши потребности в литье под давлением.
Часто задаваемые вопросы <сильный>
Почему алюминий подходит для литья под давлением?Алюминий является наиболее распространенным материалом для литья под давлением из-за его легкости. Несмотря на небольшой вес, алюминиевое литье обладает высокой прочностью на растяжение. Кроме того, существует больше вариантов обработки поверхности алюминиевого литья. Следовательно, они более эстетичны, чем другие цветные материалы.
Какие существуют типы литья под давлением?
Существует два типа литья под давлением:литье под высоким давлением и литье под низким давлением. Оба процесса аналогичны по настройке. Однако они различаются по процессу и свойствам. Поэтому они применимы в разных сценариях.
Литье под высоким давлением имеет более широкое применение благодаря высокой цикличности литья. Однако литье под низким давлением является более точным и подходит для изготовления осесимметричных деталей.
Промышленные технологии
- Плюсы и минусы литья под давлением
- Краткий обзор процесса трансляции
- Что такое процесс ковки фланца
- Самое полное описание процесса кастинга
- Литье по выплавляемым моделям и литье под давлением:в чем разница?
- Литье в песчаные формы и литье под давлением:в чем разница?
- Понимание процесса изготовления оболочек для литья по выплавляемым моделям
- Введение в процесс литья по выплавляемым моделям из нержавеющей стали
- Когда выбирать процесс литья смолы в песчаные формы
- Простота гравитационного литья