


Как выбрать правильный режим траектории инструмента при фрезеровании с ЧПУ?
Благодаря постоянному развитию современных технологий производства и обработки, оборудование для обработки с ЧПУ и поддерживающая его система CAM получили широкое распространение и развитие. Траектория обрабатывающего инструмента, сгенерированная системой CAM (т. е. шаблон траектории движения инструмента), является ядром операции обработки управляющего оборудования. Это напрямую влияет на точность, шероховатость поверхности, общее время обработки, срок службы станков и другие аспекты обрабатываемой детали и, в конечном итоге, определяет эффективность производства.
В этой статье анализируются различные характеристики метода резания и некоторые факторы, влияющие на его выбор, а также сравниваются технологические методы и методы резания в процессе фрезерования, а также приводятся рекомендации по выбору соответствующего режима траектории движения инструмента.
1. Режим траектории инструмента
Основная концепция режим траектории инструмента.
В обработке с ЧПУ шаблон траектории инструмента относится к методу планирования траектории, когда инструмент завершает резку заготовки. При обработке одной и той же детали несколько методов резки могут соответствовать требованиям к размеру и точности детали, но эффективность обработки различна.
Классификация Режим траектории инструмента
Режим траектории инструмента можно разделить на 4 типа:односторонняя подача, возвратно-поступательная подача, круговая режущая подача и комбинированная подача. Комбикорм представляет собой комбикорм первых трех видов. Односторонняя или возвратно-поступательная подача - все это линейная резка с точки зрения стратегий обработки. Таким образом, в соответствии с различными стратегиями обработки, метод резки можно разделить на линейную резку, круговую резку и другие специальные методы. Обычно используются рядные и кольцевые разрезы.
Линейная резка выгодна для максимальной скорости подачи станка, а качество режущей поверхности также лучше, чем круговая резка. Однако, когда сложная плоская полость имеет несколько бобышек для формирования нескольких внутренних контуров, часто генерируются дополнительные действия по подъему инструмента, то есть где-то на траектории инструмента, или чтобы избежать взаимодействия между инструментом и бобышкой, или чтобы вернуть инструмент в исходное положение. оставшийся необработанный участок, необходимо поднять инструмент на определенную высоту от плоскости обработки, а затем перевести инструмент в начало другой траектории, после чего продолжить резку.
Траектория инструмента для резки рядов в основном состоит из серии сегментов прямой линии, параллельных определенному фиксированному направлению, и расчет прост. Он подходит для простой чистовой обработки полостей или черновой обработки с удалением больших полей.
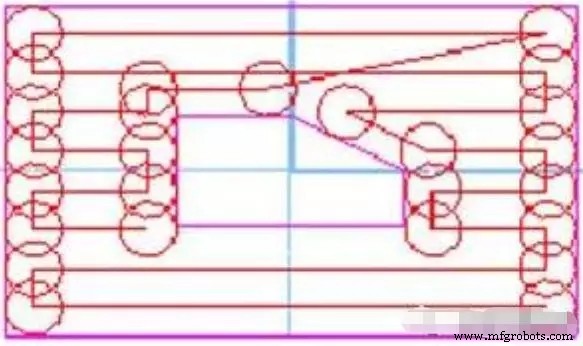
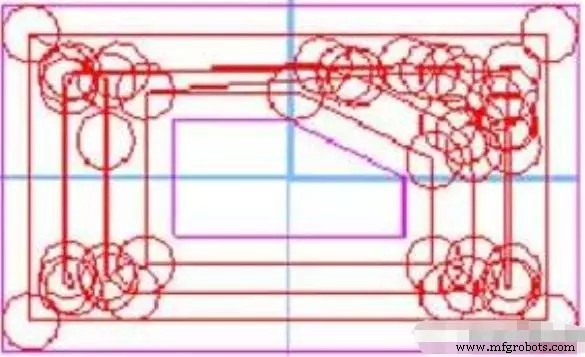
При кольцевой резке инструмент перемещается по траектории с похожими граничными контурами, состоящей из набора замкнутых кривых, которые могут гарантировать, что инструмент сохраняет одно и то же состояние резания при резке деталей. Поскольку процесс разрезания петли заключается в вычислении траектории следующей петли путем непрерывного смещения графика текущей траектории петли, расчет является сложным и трудоемким. Подходит для обработки сложных полостей и изогнутых поверхностей.
2.Факторы, влияющие на режим траектории инструмента
Форма и геометрические элементы заготовки
К форме и геометрическим элементам заготовки относятся геометрическая форма зоны обработки, размер и расположение острова и так далее. Это неотъемлемая характеристика самой заготовки, и это неизменный фактор, но это фундаментальный фактор, определяющий способ подачи инструмента.
Маршрутизация
Маршрут обработки является прямым процессом для достижения цели обработки и прямой основой для выбора режима траектории инструмента. Маршрут процесса определяет последовательность областей обработки, слияние и разделение участков, разделение черновой обработки, получистовой и чистовой обработки. Существует множество технологических маршрутов для достижения цели, что определяет различные варианты режима траектории инструмента.
Материал заготовки
Материал заготовки также является одним из факторов, определяющих режим траектории инструмента. Материал заготовки является прямым объектом обработки и не влияет напрямую на подачу инструмента, но влияет на выбор материала инструмента, размера, метода обработки и т. д., что косвенно влияет на способ инструмента. Форма и размер заготовки обуславливают равномерное распределение припуска на обработку каждой части заготовки. В то же время для заготовки с дополнительной заготовкой использование размера и формы заготовки изменит метод зажима и перераспределение области обработки, что повлияет на стратегии обработки, что приведет к другому подходу к подаче инструмента. .
Способ зажима и крепления заготовки
Методы зажима и крепления заготовки также косвенно влияют на способ резания, например, влияние новых «островков», создаваемых прижимной пластиной, влияние силы затяжки на величину резания и изменение способа резания. и влияние вибрации на способ резки.
Выбор инструмента
Выбор инструментов включает в себя материал инструмента, форму инструмента, длину инструмента, количество зубьев инструмента и т. д. Эти параметры определяют площадь и частоту контакта между инструментом и заготовкой и, таким образом, определяют объем режущего материала в единицу времени. нагрузка станка и степень износостойкости. А стойкость инструмента определяет продолжительность времени резания. Среди них размер инструмента (то есть диаметр) оказывает непосредственное влияние на метод резания. Так как выбор инструментов с разными диаметрами повлияет на размер остаточной площади, вызовет изменения в траектории обработки и приведет к различным методам резания.
Выбор областей обработки
В процессе фрезерования, когда сложная плоская полость имеет несколько приливов для формирования нескольких внутренних контуров, часто генерируются дополнительные действия подъема инструмента для линейного резания, а траектория обработки удлиняется для кругового резания. Такой дополнительный подъем инструмента или удлинение пути обработки серьезно снижает эффективность обработки резанием. Поэтому, как свести к минимуму количество таких ситуаций, является серьезной проблемой, которая нас беспокоит.
Разделите всю область резки на несколько подобластей в соответствии с потребностями обработки и обрабатывайте каждую подобласть отдельно. Подъем инструмента происходит между подобластями. В то же время эти подобласти обработки объединяются или разделяются в соответствии с методом резки или даже игнорируются. Этот выбор различных областей обработки не только уменьшает количество подъемов инструмента, но и не делает путь обработки относительно более длинным. В то же время для новой области может быть выбран наиболее разумный метод резки, что повышает эффективность обработки.
3. Разумный выбор режима траектории инструмента
Основной принцип выбора
При выборе метода подачи необходимо учитывать два момента:один — продолжительность обработки, а другой — равномерность припуска на обработку. Вообще говоря, метод круговой резки - это метод резки, основанный на форме заготовки, и припуск на механическую обработку является относительно равномерным. Однако припуск на механическую обработку методом рядной резки относительно неравномерен. Если вы хотите оставить более равномерный припуск после процесса резки ряда, обычно необходимо увеличить круговую траекторию режущего инструмента вокруг границы. Если пренебречь требованием неровности края, длина пути режущего инструмента обычно относительно короткая. Если считается, что неровность поля увеличивает круговой путь режущего инструмента, когда граница области обработки длиннее, круговой путь режущего инструмента вокруг границы оказывает более очевидное влияние на общее время обработки, а горизонтальный путь режущего инструмента как правило, лучше, чем круговая траектория режущего инструмента. длинная. Положение инструмента для обрезки рядов легко рассчитать, и он занимает меньше памяти, но при этом требуется больше времени подъема инструмента. Когда используется круговая траектория инструмента, необходимо несколько раз сместить границу кольца и очистить самопересекающуюся петлю.
Выбрать по характеристикам внешнего вида
Характеристики формы заготовки определяют способ обработки. В соответствии с различными объектами обработки заготовку можно просто разделить на тип с плоской полостью и тип поверхности произвольной формы. Полости плоской формы обычно обрабатывают рядным резанием. Поскольку большинство заготовок этого типа формируются путем черновой и фрезерной обработки, таких как коробки, основания и другие детали, припуск на механическую обработку большой. Метод рядной резки выгоден для максимального продвижения станка. Скорость подачи, повышение эффективности обработки и качество режущей поверхности также лучше, чем при кольцевой резке.
Поверхности произвольной формы обычно используют обработку по окружности, в основном потому, что поверхность в основном отливается или формируется из правильной формы, а края распределяются неравномерно. В то же время к поверхности предъявляются более высокие требования к точности поверхности. Он может лучше приблизиться к истинной форме поверхности, чем иметь хорошие характеристики обработки поверхности.
Выбрать в соответствии со стратегией обработки
Обработку деталей часто делят на три стадии черновой, получистовой и чистовой, а иногда и чистовую стадию. Разумное разделение этапов обработки необходимо для обеспечения точности обработки. Традиционные методы обработки имеют относительно единственные функции станков, поэтому границы каждого этапа можно четко увидеть на маршруте процесса. Однако границы методов фрезерной обработки с ЧПУ относительно размыты и могут быть смешанными.
Основной целью черновой обработки является достижение скорости съема материала в единицу времени и подготовка геометрического контура заготовки к получистовой обработке. Поэтому метод рядовой резки или составной метод часто используется для послойной резки. Основная цель получистовой обработки – сделать контур заготовки ровным, а припуск на чистовую обработку поверхности равномерным. Поэтому часто применяют метод кольцевой резки. Основной целью доводки является получение заготовок с геометрическими размерами, точностью формы и качеством поверхности, соответствующими предъявляемым требованиям. В соответствии с геометрическими характеристиками заготовки следует применять метод внутренней резки, а для кромок и стыков — метод круговой резки.
Выберите в соответствии со стратегией программирования
Основными принципами определения способа резания при программировании являются:он должен обеспечивать требования к точности обработки и шероховатости поверхности деталей; маршрут обработки должен быть максимально сокращен, время холостого хода инструмента должно быть уменьшено, численный расчет должен быть простым, а количество сегментов программы - небольшим. Уменьшите нагрузку на программиста. Вообще говоря, для полости плоской формы область обработки разделена методом рядной резки, чтобы уменьшить количество подъемов инструмента, а метод круговой резки поверхности произвольной формы приближается к форме. Выбранный размер пустой формы повлияет на выбор программирования. Увеличивая форму заготовки, обработка формы, которую нелегко зажать, может быть преобразована в простой метод зажимной линейной резки и обработки полости, или поверхность произвольной формы, обработанная кольцевой резкой, может быть изменена на линейную резку. . Сокращение пути к большому запасу для повышения эффективности обработки.
Производственный процесс
- Как выбрать идеальный плазменный станок с ЧПУ для вашего цеха
- Основные навыки работы на фрезерных станках с ЧПУ.
- Как выбрать станки с ЧПУ?
- Как использовать фрезерный станок с ЧПУ?
- Как выбрать лучший фрезерный станок с ЧПУ?
- Как обеспечить точность и прецизионность при фрезеровании с ЧПУ
- Как правильно выбрать машину для гидроабразивной резки
- Выберите правильную смазочно-охлаждающую жидкость в зависимости от режущего материала
- Как правильно выбрать фрезу и программу для ЧПУ?
- Как выбрать правильный мини-фрезерный станок с ЧПУ для вашего магазина