


Застежка-молния
<час />
Фон
Крепежные изделия прошли долгий путь со времен первых костных или роговых штифтов и костных осколков. Позже были разработаны многие устройства, которые были более эффективными; такие застежки включали пряжки, шнурки, английские булавки и пуговицы. Пуговицы с петлями, хотя и по сей день остаются важным практическим методом застегивания, имели свои трудности. Молнии были впервые задуманы, чтобы заменить раздражающую практику девятнадцатого века, когда приходилось застегивать до сорока крошечных пуговиц на каждой обуви того времени.
В 1851 году Элиас Хоу, изобретатель швейной машины, разработал то, что он назвал автоматической непрерывной застежкой на одежду. Он состоял из ряда застежек, соединенных соединительным шнуром, проходящим или скользящим по ребрам. Несмотря на потенциал этого гениального прорыва, изобретение так и не было продано.
Другой изобретатель, Уиткомб Л. Джадсон, предложил идею застежки-молнии, которую он запатентовал в 1893 году. Механизм Джадсона представлял собой набор крючков и проушин с застежкой-скольжением, которая их соединяла. После того, как Джадсон представил новые шкафчики с застежками на Всемирной Колумбийской выставке 1893 года в Чикаго, он получил финансовую поддержку от Льюиса Уокера, и вместе они основали компанию Universal Fastener Company в 1894 году.
Первые молнии не сильно отличались от более простых пуговиц, и в течение следующего десятилетия инновации появлялись постепенно. Джадсон изобрел молнию, которая полностью отделялась (как молнии на сегодняшних куртках), и он обнаружил, что лучше зажимать зубы непосредственно на тканевой ленте, которую можно вшить в одежду, а не вшивать сами зубы в ткань. одежда.
Молнии все еще можно было открывать и заклеивать вплоть до 1906 года, когда Отто Фредерик Гидеон Сундбэк присоединился к компании Джадсона, а затем назвал компанию Automatic Hook and Eye Company. Его патент на Plako в 1913 году считается началом современной молнии. Его «Без крючка номер один», устройство, в котором челюсти зажимали бусинки, было быстро заменено «Без крючка номер два», который был очень похож на современные застежки-молнии. Вложенные чашеобразные зубцы сформировали лучшую застежку-молнию на сегодняшний день, а машина, которая могла штамповать металл за один процесс, сделала возможным маркетинг новой застежки.
Первые молнии использовались во время Первой мировой войны в качестве застежек для солдатских денежных поясов, летных костюмов и спасательных жилетов. Из-за нехватки военного времени Sundback разработала новую машину, которая использовала только около 40 процентов металла, необходимого для старых машин.
Молнии для широкой публики не производились до 1920-х годов, когда Б. Ф. Гудрич попросил их использовать в галошах своей компании. Слово молния придумал президент Goodrich Бертрам Г. Уорк. но он хотел, чтобы это относилось к самим ботинкам, а не к устройству их застегивания, которое, по его мнению, правильнее было называть застежкой-молнией.
Следующее изменение застежек-молний также было вызвано войной - Второй мировой войной. Фабрики застежек-молний в Германии были разрушены, а металла было мало. Западногерманская компания Opti-Werk GmbH начала исследования в области новых пластиков, результатом которых стали многочисленные патенты. Дж. Р. Рурман и его сотрудники получили в Германии патент на разработку пластиковой лестничной цепи. Олден В. Хэнсон в 1940 году разработал метод 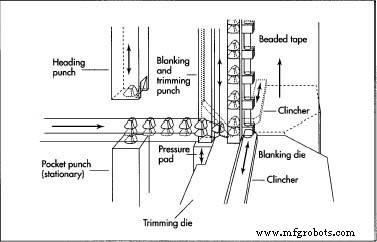 Стрингер состоит из ленты (или ткани) и зубцов, составляющих одну сторону молнии. Один из способов изготовления стрингера заключается в пропускании сплющенной полоски проволоки между заглавным пуансоном и карманным пуансоном для образования совков. Вырубной штамп обрезает совки, чтобы сформировать Y-образную форму. Затем ножки Y зажимаются вокруг тканевой ленты. Это позволяло вшивать пластиковую спираль в ткань молнии. Затем последовала зубчатая пластиковая проволока, независимо разработанная А. Гербахом и фирмой William Prym-Wencie, которая действительно могла быть вплетена в ткань.
Стрингер состоит из ленты (или ткани) и зубцов, составляющих одну сторону молнии. Один из способов изготовления стрингера заключается в пропускании сплющенной полоски проволоки между заглавным пуансоном и карманным пуансоном для образования совков. Вырубной штамп обрезает совки, чтобы сформировать Y-образную форму. Затем ножки Y зажимаются вокруг тканевой ленты. Это позволяло вшивать пластиковую спираль в ткань молнии. Затем последовала зубчатая пластиковая проволока, независимо разработанная А. Гербахом и фирмой William Prym-Wencie, которая действительно могла быть вплетена в ткань.
После медленного старта продажи молний резко выросли. В 1917 году было продано 24 000 застежек-молний; в 1934 году их число возросло до 60 миллионов. Сегодня молнии легко производятся и продаются миллиардами, начиная от синих джинсов . к спальникам.
Сырье
Основные элементы молнии:стрингер (узел ленты и зубцов, составляющий одну сторону молнии); бегунок (открывает и закрывает молнию); вкладка (потяните, чтобы переместить ползунок); и останавливается (предотвращает отрыв ползунка от цепи). Разделительная молния вместо нижнего ограничителя, соединяющего стрингеры, имеет два устройства - коробку и булавку, которые при соединении действуют как ограничители.
Металлическая фурнитура для молнии может быть изготовлена из нержавеющей стали, алюминий, латунь, цинк или никель-серебряный сплав. Иногда стальная молния покрывается латунью или цинком или окрашивается в цвет тканевой ленты или одежды. Молнии с пластиковой фурнитурой изготавливаются из полиэстера или нейлона, а бегунок и язычок обычно из стали или цинка. Тканевые ленты изготовлены из хлопка, полиэстера или их смеси. У застежек-молний, которые открываются с обоих концов, концы обычно не вшиваются в одежду, поэтому они скрыты, как если бы застежка-молния открывалась только с одного конца. Эти молнии укреплены с помощью прочной хлопковой ленты (усиленной нейлоном), прикрепленной к концам для предотвращения изнашивания.
Производственный
процесс
Сегодняшние молнии состоят из основных компонентов из металла или пластика. Помимо этого очень важного различия, этапы производства готового продукта по сути одинаковы.
Изготовление стрингеров - металлические молнии
- 1 Стрингер состоит из ленты (или ткани) и зубцов, составляющих одну сторону молнии. Самый старый процесс изготовления стрингеров для металлической молнии - это процесс, изобретенный Отто Сундбаком в 1923 году. Круглая проволока проходит через прокатный стан, придавая ей Y-образную форму. Затем эту проволоку нарезают, чтобы сформировать зуб, ширина которого соответствует желаемому типу застежки-молнии. Затем зуб вставляется в прорезь на вращающемся поворотном столе, чтобы ему штамповать форму совка. Поворотный стол поворачивается на 90 градусов, а в прорезь вставляется еще один зуб. После поворота еще на 90 градусов первый зуб
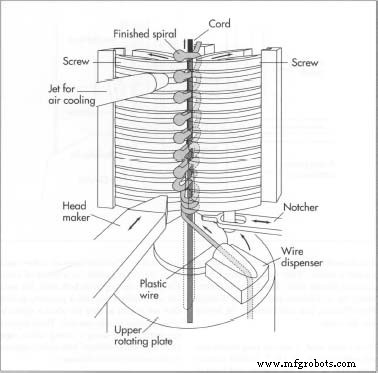 Чтобы сделать стрингер для спиральной пластиковой молнии, круглая пластиковая проволока надрезается и проходит между двумя нагретыми винтами. . Эти винты, один вращающийся по часовой стрелке, а другой против часовой стрелки, вытягивают пластиковый провод, образуя петли. Изготовитель головы в передней части каждой петли превращает ее в круглую головку. Этот метод требует, чтобы левая спираль и правая спираль были изготовлены одновременно на двух отдельных машинах, чтобы цепи на готовой молнии совпадали. зажимается на тканевой ленте. Лента должна быть немного приподнята, чтобы она была вдвое больше толщины ложки (чашеобразного зуба) после зажатия, чтобы оставалось место для противоположного зуба на готовой застежке-молнии. Медленный и утомительный процесс, популярность которого пошла на убыль.
Чтобы сделать стрингер для спиральной пластиковой молнии, круглая пластиковая проволока надрезается и проходит между двумя нагретыми винтами. . Эти винты, один вращающийся по часовой стрелке, а другой против часовой стрелки, вытягивают пластиковый провод, образуя петли. Изготовитель головы в передней части каждой петли превращает ее в круглую головку. Этот метод требует, чтобы левая спираль и правая спираль были изготовлены одновременно на двух отдельных машинах, чтобы цепи на готовой молнии совпадали. зажимается на тканевой ленте. Лента должна быть немного приподнята, чтобы она была вдвое больше толщины ложки (чашеобразного зуба) после зажатия, чтобы оставалось место для противоположного зуба на готовой застежке-молнии. Медленный и утомительный процесс, популярность которого пошла на убыль. Другой подобный метод возник в 1940-х годах. Это влечет за собой прохождение сплющенной полоски проволоки между пробойником и карманным пуансоном с образованием совков. Вырубной штамп обрезает совки, чтобы сформировать Y-образную форму. Затем ножки Y зажимаются вокруг тканевой ленты. Этот метод оказался быстрее и эффективнее оригинала Sundback.
- 2 Еще один метод, разработанный в 1930-х годах, использует расплавленный металл для формирования зубов. На тканевой ленте зажимается форма в виде цепочки зубов. Затем расплавленный цинк под давлением вводится в форму. Вода охлаждает форму, которая затем освобождает сформированные зубы. Все остатки удаляются.
Изготовление стрингеров - пластиковые молнии
- 3 Пластиковые молнии могут быть спиральными, зубчатыми, лестничными или вплетаться непосредственно в ткань. Стрингеры спиральной пластиковой молнии изготавливаются двумя способами. Первый заключается в надрезании круглой пластиковой проволоки перед тем, как протянуть ее между двумя нагретыми винтами. Эти винты, один вращающийся по часовой стрелке, а другой - против часовой стрелки, вытягивают пластиковый провод, образуя петли. Изготовитель головы в передней части каждой петли превращает ее в круглую головку. Далее пластиковая спираль охлаждается воздухом. Этот метод требует, чтобы левая спираль и правая спираль были изготовлены одновременно на двух отдельных машинах, чтобы цепи на готовой молнии совпадали.
Второй метод спиральных пластиковых застежек-молний - это одновременное изготовление левой и правой спиралей на одной машине. Кусок проволоки дважды наматывают между пазами на вращающемся формующем колесе. Толкатель и головка одновременно плотно вдавливают пластиковые провода в выемки и формируют головки. В результате этого процесса две цепи, которые уже соединены вместе, сшиваются на две тканевые ленты.
- 4 Для изготовления стрингеров зубчатой пластиковой молнии используется процесс формования, аналогичный процессу изготовления металла, описанному на шаге 2 выше. Вращающееся колесо имеет на краю несколько небольших форм, имеющих форму плоских зубцов. Два шнура проходят через формы, чтобы соединить готовые зубы вместе. Полурасплавленный пластик загружается в форму, где выдерживается до застывания. Фальцевальная машина сгибает зубы в U-образную форму, которую можно пришить к тканевой ленте.
- 5 Стрингеры пластиковой молнии лестницы изготавливаются путем наматывания пластиковой проволоки на чередующиеся катушки, выступающие из края вращающегося формующего колеса. Стрипперы с каждой стороны снимают петли с катушек, в то время как колесо заголовка и надреза одновременно прижимает петли к U-образной форме и формирует головки на зубах, которые затем пришиваются к тканевой ленте.
- 6 застежек-молний превосходного качества можно сделать, вплетив пластиковую проволоку прямо в ткань тем же способом, который используется при ткачестве ткани. Этот метод не распространен в США, но такие молнии часто импортируются.
Завершение производственного
процесса
- 7 После изготовления отдельных стрингеров их сначала соединяют вместе с помощью временного устройства, похожего на ползун. Затем их прижимают, а в случае металлических застежек-молний проволочные щетки стирают острые края. Затем ленты накрахмаливают, отжимают и сушат. Затем металлические застежки-молнии обрабатываются воском для обеспечения бесперебойной работы, и оба типа наматываются на огромные катушки, чтобы позже сформировать цельные молнии.
- 8 Ползунок и язычок собираются отдельно после штамповки или литья под давлением из металла. Затем непрерывная лента застежки -молнии разматывается с катушки, и ее зубцы удаляются с интервалами, оставляя промежутки, которые окружают более мелкие цепи. Для застежек-молний, которые открываются только с одного конца, сначала зажимается нижний ограничитель, а затем заправляется ползунок.
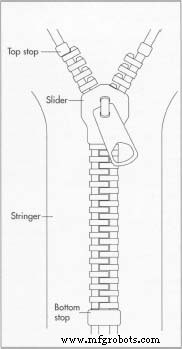 Основными элементами застежки-молнии являются стрингер (лента и зубцы, составляющие одну сторону молнии. ); бегунок (открывает и закрывает молнию); вкладка (потяните, чтобы переместить ползунок); и останавливается (предотвращает отрыв ползунка от цепи). на цепь. Затем зажимаются верхние упоры и вырезаются промежутки между зубьями посередине. Для разделяющихся молний середина каждого промежутка покрывается армирующей лентой, а верхние ограничители зажимаются. Затем ленту разрезают, чтобы снова разделить полоски цепи. Затем ползунок и коробку надевают на одну цепь, а штифт надевают на другую.
Основными элементами застежки-молнии являются стрингер (лента и зубцы, составляющие одну сторону молнии. ); бегунок (открывает и закрывает молнию); вкладка (потяните, чтобы переместить ползунок); и останавливается (предотвращает отрыв ползунка от цепи). на цепь. Затем зажимаются верхние упоры и вырезаются промежутки между зубьями посередине. Для разделяющихся молний середина каждого промежутка покрывается армирующей лентой, а верхние ограничители зажимаются. Затем ленту разрезают, чтобы снова разделить полоски цепи. Затем ползунок и коробку надевают на одну цепь, а штифт надевают на другую. - 9 Готовые молнии складываются, складываются в коробки и доставляются грузовиками производителям одежды, производителям багажа или любым другим производителям, использующим молнии. Некоторые из них также отправляются в универмаги или магазины тканей для непосредственной покупки потребителем.
Контроль качества
Молнии, несмотря на их количество и практически беспроблемное использование, представляют собой сложные устройства, в основе которых лежит плавное, почти идеальное соединение крошечных чашеобразных зубцов. Поскольку они обычно предназначены для использования в качестве застежек для одежды, они также должны пройти ряд испытаний, подобных тем, которые используются для одежды, которую часто стирают и изнашивают.
Целью производителей молний всегда является бесперебойное функционирование молнии, и такая надежность обязательно зависит от допусков. Каждый размер застежки-молнии - ее ширина, длина, длина концов ленты, размеры зубцов, длина цепочки, размеры слайдов и стопорные длины, и многие другие - подлежат тщательной проверке, которая устанавливает, что значения попадают в допустимый диапазон. Сэмплеры используют статистический анализ для проверки ассортимента партии застежек-молний. Обычно размеры молнии должны быть в пределах 90 процентов от желаемой длины, хотя в большинстве случаев она ближе к 99 процентам.
Молния проверяется на плоскостность и прямолинейность. Плоскостность измеряется путем проведения над ним калибра, установленного на определенной высоте; если калибр несколько раз касается молнии, молния неисправна. Чтобы измерить прямолинейность, застежку-молнию кладут поперек прямой кромки и тщательно исследуют на предмет искривлений.
Прочность молнии важна. Это означает, что зубцы не должны легко отрываться, а молния не должна легко ломаться. Для проверки на прочность машина для испытания на растяжение прикрепляется крючком к зубу. Затем машину тянут, и манометр измеряет силу, с которой зуб отделяется от ткани. Эти же машины для испытаний на растяжение используются для проверки прочности всей молнии. К каждой тканевой ленте прикрепляется машина, затем протягивается. Измеряется сила, необходимая для полного разрыва молнии на две отдельные части. Допустимые значения прочности определяются в зависимости от того, какой тип молнии изготавливается:для сверхпрочной молнии потребуются более высокие значения, чем для легкой. Молнии также сжаты, чтобы увидеть, когда они порвутся.
Чтобы измерить застежку-молнию для облегчения ее застегивания, машина для испытания на растяжение измеряет силу, необходимую для ее застегивания вверх и вниз. Для одежды это значение должно быть довольно низким, чтобы обычный человек мог легко застегнуть молнию и чтобы материал одежды не рвался. Для других целей, например, матрас . крышки, сила может быть выше.
Готовый образец молнии должен соответствовать требованиям контроля качества текстиля. Его проверяют на износостойкость при стирке в небольшом количестве горячей воды, значительном количестве отбеливателя и абразивных материалах для имитации многих стирок. Молнии также встряхивают небольшими стальными шариками, чтобы проверить покрытие молнии на истирание.
Ткань застежки-молнии должна быть устойчивой к цвету в соответствии с инструкциями по уходу за одеждой. Например, если предмет одежды подлежит только химической чистке, ее молния должна быть устойчивой к цвету во время химической чистки.
Также проверяется усадка. На тканевой ленте делаются две отметки. После нагрева или стирки молнии измеряется изменение длины между двумя отметками. Плотные молнии не должны иметь усадки. Легкая молния должна иметь коэффициент усадки от одного до четырех процентов.
Производственный процесс