


Надгробие
<час />
Фон
Надгробия известны под разными именами, такими как памятные камни, надгробия, надгробия и надгробия. Все это относится к функции надгробий; увековечение и поминовение умерших. Изначально надгробия делали из полевых камней или кусков дерева. В некоторых местах на тело кладут камни (называемые «волчьими камнями»), чтобы животные-падальщики не обнаружили неглубокую могилу.
История
Археологи нашли могилы неандертальцев, возраст которых составляет 20–75 тысяч лет. Тела были обнаружены в пещерах с большими грудами камней или валунами, закрывающими отверстия. Считается, что эти захоронения возникли случайно. Раненых или умирающих, вероятно, оставили, чтобы они поправились, а камни или валуны были брошены перед пещерой для защиты от диких животных. Пещера Шариндар в Ираке была домом для останков человека (около 50 000 до н.э. ) с цветами, разбросанными по телу.
Со временем появились и другие способы захоронения. Китайцы были первыми, кто использовал гробы для содержания своих мертвецов примерно в 30 000 <малых> до н. Э. Мумификация и бальзамирование использовались примерно в 3200 г. до н. Э. чтобы сохранить тела египетских фараонов для загробной жизни. Фараоны будут помещены в саркофаг и погребены со статуями, представляющими их слуг и доверенных советников, а также золотом и предметами роскоши, чтобы гарантировать их признание в мире за его пределами. Некоторые короли требовали, чтобы их настоящие слуги и советники сопровождали их после смерти, а слуги и советники были убиты и помещены в гробницу. Кремация, которая началась примерно в то же время, что и мумификация, также была популярным методом утилизации умерших. Сегодня на его долю приходится 26% методов утилизации в США и 45% в Канаде.
По мере развития религий на кремацию стали смотреть свысока. Многие религии даже запретили кремацию, утверждая, что она напоминает языческие ритуалы. Предпочтительным методом было погребение, и иногда мертвых раскладывали на несколько дней дома, чтобы люди могли засвидетельствовать свое почтение. В 1348 году в Европе обрушилась чума, заставившая людей хоронить мертвых как можно скорее и подальше от городов. Эти ритуалы смерти и погребения продолжались до тех пор, пока кладбища не были переполнены, и из-за многочисленных неглубоких могил продолжали распространять болезни. В 1665 году английский парламент вынес решение в пользу проведения только небольших похорон, и разрешенная глубина могил составляла 6 футов (1,8 м). Это уменьшило распространение болезней, но многие кладбища по-прежнему были перенаселены.
Первое кладбище, подобное тем, что мы видели сегодня, было основано в Париже в 1804 году и называлось «садовым» кладбищем. В Пер-Лашез проживают многие известные имена, такие как Оскар Уайльд, Фредерик Шопен и Джим Моррисон. Именно на этих садовых кладбищах надгробие и памятники стали тщательно продуманными работами. Социальный статус определил размер и артистичность мемориала. Ранние мемориалы изображали ужасные сцены со скелетами и демонами, чтобы внушить страх загробной жизни живым. Позже в девятнадцатом веке надгробия эволюционировали в пользу мирных сцен, таких как херувимы и ангелы, ведущие умершего вверх. В США в 1831 году было создано собственное сельское кладбище The Mount Auburn Cemetery в Кембридже, штат Массачусетс.
Сырье
Ранние надгробия делали из сланца, который был доступен в продаже в ранней Новой Англии. Следующим материалом, который стал популярным, был мрамор, но со временем мрамор разрушался, и имена и данные умерших становились неразборчивыми. К 1850 году гранит стал предпочтительным материалом для надгробий из-за его прочности и доступности. В современных памятниках главным сырьем является гранит.
Гранит - это магматическая порода, состоящая в основном из кварца, полевого шпата и плагиоклазового полевого шпата с примесью других небольших частиц минералов. Гранит может быть белым, розовым, светло-серым или темно-серым. Эта порода состоит из медленно охлаждаемой магмы (расплавленного материала). Охлажденная магма извлекается из-за сдвигов земной коры и эрозии почвы.
Дизайн
Есть бесчисленное множество способов персонализировать надгробие. Эпитафии варьируются от цитат из Священных Писаний до неясных и юмористических заявлений. Сопровождающие статуэтки могут быть вырезаны, размещены на камне или рядом с ним. Размер и форма надгробий также различаются. Как правило, все камни полируются и высекаются на станке, а затем детализируются вручную.
Производственный
процесс
- В первую очередь необходимо выбрать тип (обычно мрамор или гранит) и цвет камня. Затем из коренной породы вырезают гранитный блок. Это можно сделать тремя способами. Первый способ - бурение. В этом методе используется пневматическая дрель, которая просверливает вертикальные отверстия на расстоянии 1 дюйма (2,54 см) друг от друга и на глубину 20 футов (6,1 м) в граните. Затем карьеристы используют стальные долота длиной 4 дюйма (10,1 см) со стальными зубьями, чтобы прорезать сердцевину породы.
Струйная пробивка выполняется намного быстрее, чем сверление, примерно в семь раз. При использовании этого метода за один час можно добыть 4,9 м (16 футов). В процессе используется ракетный двигатель с полым стальным валом для вытеснения смеси сжатого углеводородного топлива и воздуха в виде пламени при 2800 ° F (1537,8 ° C). Это пламя в пять раз превышает скорость звука и врезается в гранит на 4 дюйма (10,2 см).
Третий способ - наиболее эффективный, более тихий и практически безотходный. Для резки гранита при прокалывании струей воды используется давление воды. Существуют две системы прокалывания струей воды:низкого и высокого давления. Оба испускают два потока воды, но потоки системы низкого давления составляют менее 1400–1800 фунтов на квадратный дюйм, а потоки высокого давления - менее 40000 фунтов на квадратный дюйм. Вода из форсунок используется повторно, и этот метод сводит к минимуму ошибки и потери материала.
- Следующим шагом будет удаление блока из карьера. Рабочие берут большие пневматические сверла с наконечником из стали 1,5–1,88 дюйма (3,81–4,78 см) с твердосплавным наконечником и просверливают горизонтально в гранитный блок. Затем они помещают обернутые в бумагу взрывные заряды в отверстия. Как только заряды установлены, блок полностью отделяется от остальной породы.
- Гранитные блоки обычно составляют около 3 футов (0,9 м) в ширину, 3 фута (0,9 м) в высоту и 10 футов (3 м) в длину, а их вес составляет около 20 250 фунтов (9 185 кг). Рабочие либо обвивают трос вокруг блока, либо просверливают крючки на любом конце и прикрепляют трос к крюкам. В обоих случаях кабель прикреплен к большой вышке, которая поднимает гранитный блок на грузовик с платформой, который транспортирует его к производителю надгробия. Карьеры, как правило, находятся в независимом владении и продают гранит производителям, но есть и более крупные компании, которые владеют карьерами.
- После прибытия на производственный цех гранитные плиты выгружаются на конвейерную ленту, где разрезаются на более мелкие плиты. Плиты обычно имеют толщину 6, 8, 10 или 12 дюймов (15,2, 20,3, 25 и 30,4 см соответственно). Этот шаг выполняется с помощью дисковой алмазной пилы. Пила оснащена твердым стальным алмазным диском длиной 5 футов (1,5 м) или 11,6 футов (3,54 м). Лезвие обычно имеет около 140-160 промышленных алмазных сегментов и способно разрезать в среднем 23-25 футов 2 (2,1–2,3 м 2 ) час.
- Обрезанные плиты проходят под разным количеством вращающихся головок (обычно от восьми до 13) с разной степенью зернистости.
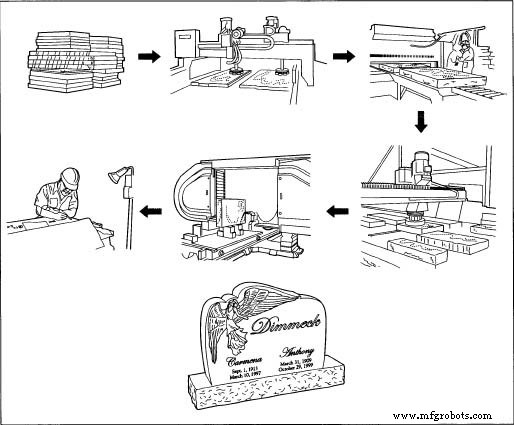 Изготовление надгробия. от самого абразивного до минимального. Первые несколько головок имеют грубое алмазное зерно, средние головки предназначены для хонингования, а последние несколько головок оснащены войлочными буферными подушками. На эти подушечки нанесена вода и порошок оксида алюминия или олова для полировки камня до гладкой глянцевой поверхности.
Изготовление надгробия. от самого абразивного до минимального. Первые несколько головок имеют грубое алмазное зерно, средние головки предназначены для хонингования, а последние несколько головок оснащены войлочными буферными подушками. На эти подушечки нанесена вода и порошок оксида алюминия или олова для полировки камня до гладкой глянцевой поверхности. - Затем полированная плита перемещается по конвейерной ленте к гидравлическому отбойному молотку. Отбойный молоток оснащен твердосплавными зубьями, которые оказывают гидравлическое давление около 5000 фунтов на квадратный дюйм на гранитную плиту, делая вертикальный разрез в камне.
- Затем ограненному камню придают соответствующую форму. Это делается либо вручную с помощью долота и молотка, либо, точнее, с помощью многопильной алмазной пилы. Эта машина может быть настроена на установку до 30 лезвий, но обычно загружается только восемью или девятью. Эта многолезвийная алмазная пила, оснащенная девятью лезвиями, может разрезать 27 футов 2 (2,5 м 2 ) час.
- Поверхность камня снова полируется. В высокоавтоматизированном процессе одновременно можно полировать 64 детали.
- Вертикальные кромки полируются на автоматическом полировальном станке, аналогичном полировщику поверхностей. Эта машина выбирает головку с самым жестким песком и обрабатывает ее по вертикальным краям камня. Затем машина перебирает другие зерна, пока края не станут гладкими.
- Радиальные кромки шлифуются и полируются одновременно с помощью двух алмазных шлифовальных барабанов. У одного алмаз с жесткой зернистостью, а у второго - с более мелкой зернистостью. Затем радиальные края камня полируются.
- Если необходимы камни сложной формы, полированный камень перемещают на канатную пилу с алмазным напылением. Оператор регулирует пилу и запускает процесс, который с помощью компьютерного программного обеспечения вытесняет формы на надгробии. Любая мелкая травка или детализация обрабатываются вручную.
- Теперь надгробие готово к отделке. Каменная укладка заключается в ручной долблении внешних краев камня, что придает более четкую индивидуальную форму.
- Теперь, когда надгробие отполировано и имеет форму буквы O, пришло время для гравировки. Обычно применяется пескоструйная очистка. На надгробие наносится жидкий клей. На клей наносится резиновый трафарет, а затем наклеивается макет дизайна на углеродной основе. Карбон переносит дизайн, подготовленный чертежником, на резиновый трафарет. Затем рабочий вырезает нужные буквы и элементы дизайна на камне, подвергая их пескоструйной очистке. Пескоструйная очистка выполняется вручную или автоматически. Любой метод применяется в закрытом помещении из-за опасностей процесса. Рабочий полностью закрыт для защиты от отражения зерен от камня. Курсовой абразивный абразив прикладывают с силой 100 фунтов на квадратный дюйм. Пылеуловители собирают и сохраняют пыль для повторного использования.
- Затем на камень распыляется пар под высоким давлением, чтобы избавиться от остатков трафарета или клея. Его снова полируют и тщательно проверяют, затем упаковывают в целлофан или плотную бумагу для защиты отделки. Пакет помещается в ящики и отправляется заказчику или распорядителю похорон.
Контроль качества
Контроль качества строго осуществляется на протяжении всего производственного процесса. Каждая плита грубого гранита проверяется на соответствие цвета. После каждого этапа полировки передний камень осматривается на предмет дефектов. При первых признаках скола или царапины камень снимается с конвейера.
Побочные продукты / отходы
В зависимости от процесса резки, используемого в карьере, отходы различаются. Бурение - это наименее точный метод разработки карьеров, поэтому образуется больше всего отходов. Водоструйный метод производит наименьшее количество шума и пыли. Кроме того, он более экономичен, чем другие процессы, и позволяет повторно использовать воду. При пескоструйной очистке также мало отходов, поскольку частицы песка также собираются и повторно используются. Любые дефектные гранитные камни от производства обычно продаются другим компаниям-производителям или экспортируются за границу. Остальные некачественные камни выбрасываются.
Будущее
Есть много новых техник, которые используют инновационное программное обеспечение для гравировки рисунков на надгробных камнях. Лазерное травление - это предстоящая разработка, которая позволяет наносить изображения и более сложные рисунки на надгробие с помощью лазерного луча. Тепло от лазера выталкивает кристаллы на поверхность гранита, в результате чего получается рельефное травление светлого цвета.
Истощение запасов гранита в ближайшем будущем не предвидится. По мере разработки карьеров появляются новые ресурсы. Существует множество правил, которые ограничивают количество гранита, которое может быть экспортировано за один раз. Альтернативные методы утилизации умерших также являются факторами, которые могут ограничить производство надгробий. Ожидается, что в 2015 году кремация станет более предпочтительным методом, чем захоронение в Канаде.
Где узнать больше
Другое
Брошюра о граните Cold Spring. 17 октября 2001 г.
Elberton Granite Association, Inc. Гранит Эльбертон:разработка карьеров и производственный процесс. 19 октября 2001 г.
Строители монумнетов Северной Америки. Руководство по сертификации индустрии памятников. Июль 1993 г.
Веб-страница "Скала веков". 17 октября 2001 г.
Дейрдра С. Бланчфилд
Производственный процесс