


Распространенные проблемы и решения при 3D-печати

При использовании 3D-принтеров (FFF/FDM) могут возникнуть проблемы и непредвиденные события (особенно на непрофессиональных 3D-принтерах) при печати нужных пользователю моделей. Это вызывает неудобства, задержки и другие неудобства, которые пользователь 3D-принтера никогда не хочет, чтобы с ним случилось. Затем в этой статье содержится ряд советов о том, как решить эти типичные проблемы.
Отсутствие нити в начале печати
Когда начинается печать, может случиться так, что количество нити не высвобождается. Это может быть связано с:
Высота основания очень близко к соплу
Решается это проливкой основания.
Избыточная температура экструдера
Из-за ожидания в начале печати может случиться так, что материал, который находится в конце HotEnd, осаждается в основании из-за эффекта самой гравитации, что приводит к отсутствию материала во время печати.
Плохая регулировка натяжения экструдера
Если натяжитель очень ослаблен, может случиться так, что нить не будет проходить через экструдер, однако, если он будет сильно натянут, он оставит следы на нити, что приведет к ухудшению качества поверхности или низкого качества.
Засорен экструдер
Эта проблема — одна из худших, которые могут случиться с 3D-принтером. Когда это происходит, первым шагом является повышение температуры примерно на 10–20 °C по отношению к последнему использованному материалу и ввод чистящей нити (чистящая нить Smart Clean) до тех пор, пока она не станет чистой и непрерывной.
Хороший трюк — активировать опцию контурной линии вокруг детали (юбки) и таким образом обеспечить выход материала из экструдера до начала печати самого произведения.
Изображение 1:Отсутствие нити в начале печати. Источник:Simplify3D.
Проблемы с первым слоем
Решив проблему отсутствия филамента в начале печати, может случиться так, что первый отпечатанный слой не приклеится к основе. Это может быть связано с:
Слишком большая высота между экструдером и основанием
Эта проблема наблюдается при визуальной проверке этого расстояния, когда 3D-принтер делает первый слой.
Неадекватная базовая температура
Для некоторых типов нитей требуется, чтобы температура основания была выше, чем температура окружающей среды, например ABS. Если этот параметр не соблюдается, обязательно возникает эта проблема. Помимо температуры, есть материалы, для которых требуется клей для основы (DimaFix или Magigoo). Перед нанесением этих клеев желательно хорошо вымыть основание.
Чрезмерная скорость печати
Для большинства 3D-принтеров рекомендуется скорость первого слоя 25 мм/с. При значительном превышении этой скорости риск того, что первый слой не приклеится к основанию, очень высок.
Изображение 2:Проблемы с первым слоем. Источник:Simplify3D
Нити, окружающие деталь(и)
На 3D-принтерах часто можно увидеть нити материала, окружающие деталь или между деталями, которые изготавливаются одновременно. Эта ошибка обычно связана с параметрами, связанными с втягиванием экструдера:
Недостаточное расстояние отвода
Эта ошибка очень распространена в "боуденовских" системах, где между двигателем экструдера и хотэндом большое расстояние. Это расстояние варьируется в зависимости от типа материала. Для начала рекомендуется использовать 8 мм, а затем увеличить его, если проблема не устранена.
Скорость отвода
Для этого параметра необходимо учитывать размер куска и расстояние между кусками. Если часть или расстояние малы, требуется большая скорость, чтобы дать двигателю экструдера время пройти путь отдачи нити. Если скорость будет чрезмерной, внутри HotEnd будут образовываться пузыри, а шкив экструдера будет сильно оставлять следы на нити.
Изображение 3. Нити, окружающие изделие. Источник:Simplify3D
Черные точки (обугленные) на отпечатке
Когда эта ошибка печати видна, это происходит из-за того, что на внешней стороне сопла остались остатки нити. Эти отложения становятся вязкими при повышении температуры, и при движении экструдера они переносятся до тех пор, пока не попадут на печатаемое изделие. Эти отложения обычно происходят в начале печати, в то время, когда экструдер работает в «доме» по оси z, остатки, свисающие с сопла, размещаются снаружи от него. Чтобы избежать проблемы, в начале печати необходимо проверить, чтобы этого не произошло, а если это произошло, вынуть нить из сопла пинцетом.
Наполовину готово
Эта проблема является одной из самых серьезных из-за задержки, возникающей во время печати изделия, а также потому, что она возникает по причинам, которые легко исправить. Перед началом оттиска убедитесь, что доступного количества нити достаточно, взвесив нить. Практический совет (маленькие или средние куски) для приблизительного определения доступной длины нити состоит в том, чтобы измерить диаметр намотанной нити, рассчитать ее периметр и умножить его на количество витков в катушке. Другая причина может заключаться в том, что происходит перехлест нити, препятствующий попаданию материала на шкив двигателя экструдера. Наконец, если натяжитель шкива экструдера недостаточно затянут, нить не будет продвигаться через него, останавливая выход материала через сопло.
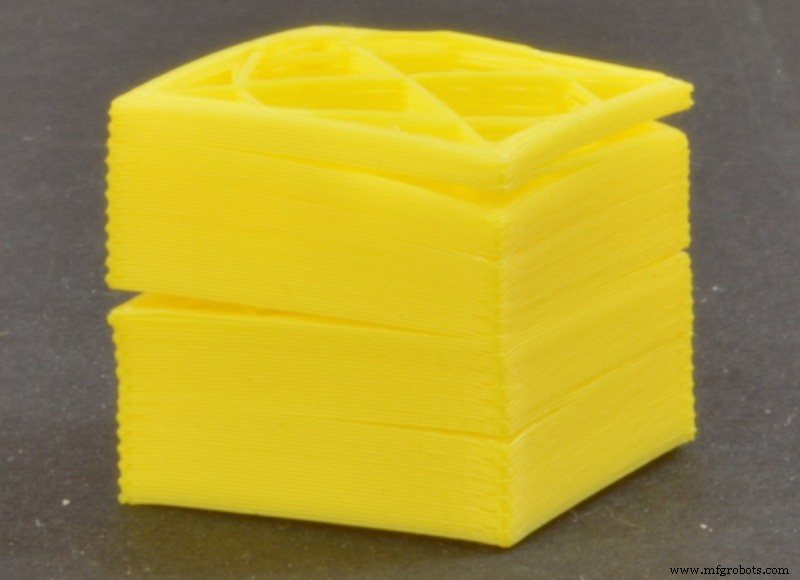
Изображение 4:Наполовину сделанные детали. Источник:Simplify3D
Разделение между слоями
3D-печать FDM работает, создавая объекты слой за слоем, пока не будет получена желаемая форма. Если соседние слои соединяются неправильно, конечный фрагмент можно разбить, соединив слои. Эта проблема может быть вызвана двумя причинами:
Излишняя высота слоя
Во время 3D-печати детали необходимо убедиться, что каждый изготавливаемый слой давит на нижний слой в достаточной степени, чтобы два слоя прочно соединялись. За общее правило можно принять, что высота слоя не может быть более 80 % диаметра выходного отверстия сопла. Например, при использовании насадки 0,4 мм высота слоя не должна быть больше 0,32 мм. Если при печати обнаруживается разделение между слоями, рекомендуется уменьшить высоту слоя.
Слишком низкая температура экструзии
Как только высота слоя подтверждена, но разделение между слоями сохраняется, проблема заключается в температуре экструзии. Если температура, достигаемая нитью, недостаточно высока, сцепление с нижним слоем будет плохим, что приведет к легкому разрыву куска. Например, PLA можно печатать при температуре 180 °C, но когда пользователь изготавливает детали с высокой скоростью (60 мм/с), температуры экструзии недостаточно для прочного сцепления слоев, поэтому температуру необходимо повышать с интервалами 10 °C, пока не будет достигнуто хорошее соединение между слоями.
Изображение 5:Разделение между слоями. Источник:Simplify3D
Отсутствие материала между внешними слоями и наполнителем (нахлест)
Этот признак легко определить, так как вам нужно всего несколько секунд внимательно наблюдать за куском и видеть разделение между внешними слоями и начинкой. Чтобы решить ее, вы должны увеличить процент «перекрытия», который обычно составляет 15 %, поднять его до 20 % или 25 %, если у вас есть эта проблема.
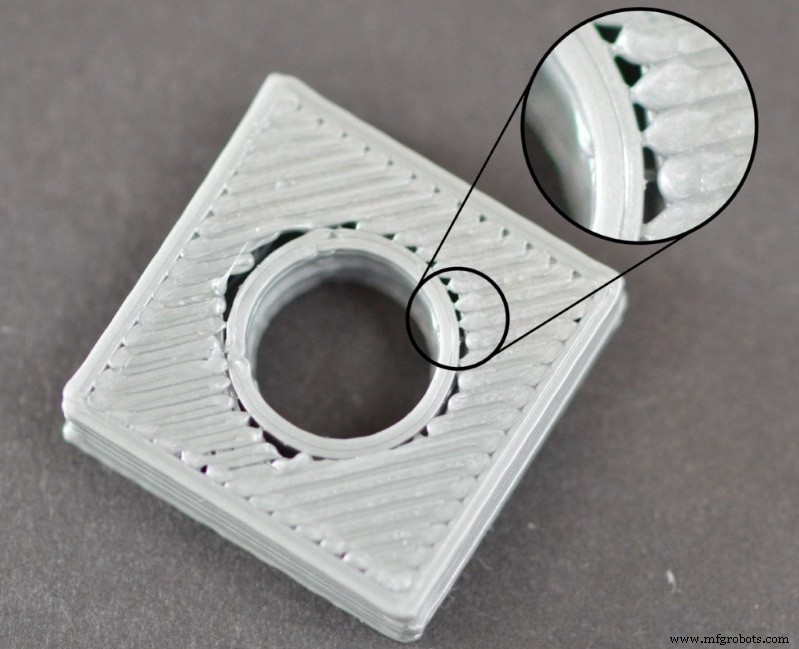
Изображение 6:Перекрытие. Источник:Simplify3D
Деформация
Это называется «короблением» – коробление слоев детали, соприкасающихся с основанием. Это коробление характерно для таких материалов, как АБС, материалов с высокими температурами экструзии, которые имеют тенденцию деформироваться при охлаждении. Чтобы избежать этой проблемы, мы обычно прибегаем к:
Основа для горячей печати
В настоящее время большинство 3D-принтеров FDM имеют горячую основу для печати. Для материалов, чувствительных к изменениям температуры, таких как ABS, использование базовой температуры 100–120 ºC является ключом к сохранению стабильности размеров.
Прилагается
Когда пользователь хочет изготовить детали из АБС-пластика среднего или большого размера, использования только горячей основы недостаточно для предотвращения деформации. В этом случае 3D-принтер должен иметь закрытый корпус, а в случае необходимости изготовления деталей большого объема рекомендуется помещение с подогревом.
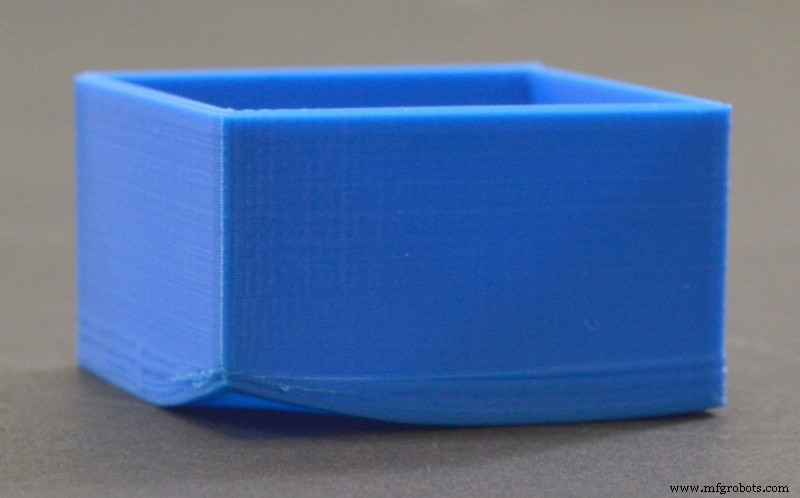
Изображение 7:Деформация. Источник:Simplify3D
Промежутки между проходами последнего слоя
Когда наблюдается плохая отделка верхнего слоя с видом, который передает ощущение нехватки материала, это может быть связано с немного плотной внутренней начинкой, со слишком большими отверстиями, которые трудно закрыть. Другим фактором, вызывающим это, является недостаточное количество слоев после заполнения, чтобы полностью покрыть поверхность. Эта ошибка также может появиться из-за недостаточного потока филамента, особенно в больших кусках, где непрерывные проходы велики. Чтобы проверить, есть ли проблема с низким расходом, выполняется проверка внешних измерений, если они меньше, расход должен быть увеличен с 5 % до 5 %, пока деталь не достигнет проектных размеров.
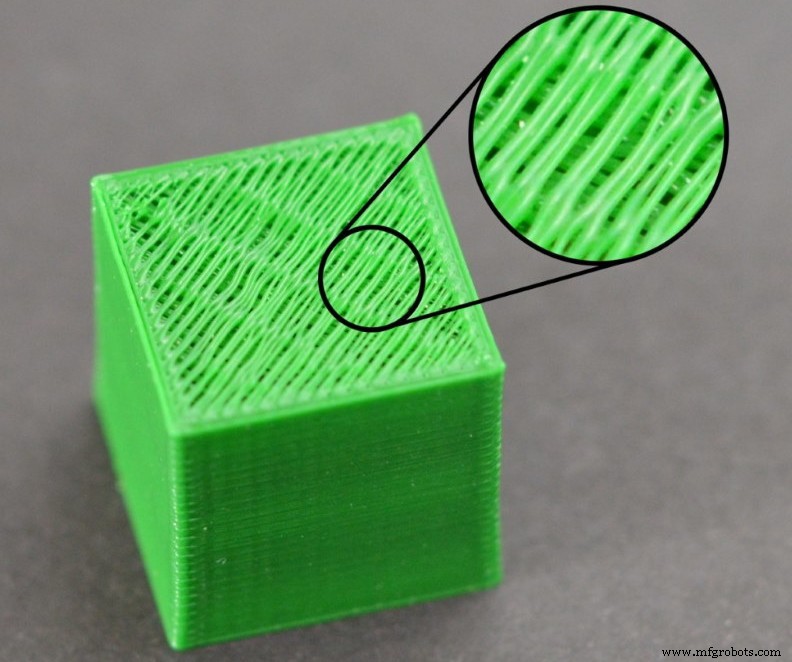
Изображение 8. Промежутки между проходами последнего слоя. Источник:Simplify3D
Заключение
Учитывая все вышеизложенное, пользователи 3D-принтера FDM должны знать, как решить большинство проблем, которые могут возникнуть при ежедневной 3D-печати.
3D печать
- Наиболее распространенные узкие места в рабочем процессе 3D-печати - и как их исправить
- 5 распространенных проблем, с которыми сталкивается 3D-печать металлом - и как их исправить
- Быстрые и надежные:решения MedTech в условиях пандемии COVID-19
- Объяснение реактивного обслуживания:общие проблемы и решения
- Гибкое производство и 3D-печать
- Решения для 3D-печати для нефтегазовых компаний
- 19 наиболее распространенных проблем с лазерным гравировальным станком и их решения
- 22 наиболее распространенных проблемы маршрутизатора с ЧПУ и решения
- 13 наиболее распространенных проблем плазменной резки с ЧПУ и их решения
- Наиболее распространенные проблемы с файлами Gerber и решения