


Рекомендации по сварке контактных наконечников и насадок
Много времени и денег будет потрачено на контактные наконечники и насадки, поэтому важно подумать о том, как сделать этот процесс максимально полезным. Эта статья поможет получить более глубокие знания о сварочных контактных наконечниках и соплах.

Контактные советы
Контактные наконечники отвечают за направление проволоки и передачу тока от проводящей трубки (также известной как swanneck) через присадочную проволоку к заготовке. Они отвечают за текущую передачу и адресацию проводов.
Понимание того, как поддерживать наилучшие рабочие характеристики контактного наконечника, имеет решающее значение для ваших потребностей в сварке.
Материал, выбранный для контактного наконечника, важен, поскольку расходный материал горелки является последней линией проводимости в сварочном контуре между деталью. Это означает, что выбор материала, подходящего для вашей производственной линии, обеспечит более высокое качество сварного шва.
Популярными материалами для выбора являются медь, бериллий, медь-цирконий, посеребрение и сверхпрочное серебро.
Бериллиевая медь: полезных характеристик, включая долговечность, но он считается токсичным в качестве расходного материала для производства, поэтому инженеры избегают его использования.
Медь: отличная проводимость, но недостаточная твердость, лучшие характеристики дуги, что приводит к лучшему качеству сварки и меньшему количеству подкрасок или переделок. Однако вы будете менять наконечник из чистой меди гораздо чаще, чем медно-циркониевый. Увеличение времени простоя и снижение производительности сварочной камеры.
Медь Цирконий :большая твердость, но меньшая проводимость.
Посеребренные контактные наконечники :Использует микронное серебряное покрытие, поскольку оно очень твердое и проводящее. Это может увеличить срок службы контактов в 9 раз по сравнению со стандартным медным наконечником. Он имеет более низкую адгезию брызг и более гладкое отверстие в результате процесса сверления, что обеспечивает лучшую передачу тепла и тока.
Контактные советы BINZEL имеют следующие ориентиры:
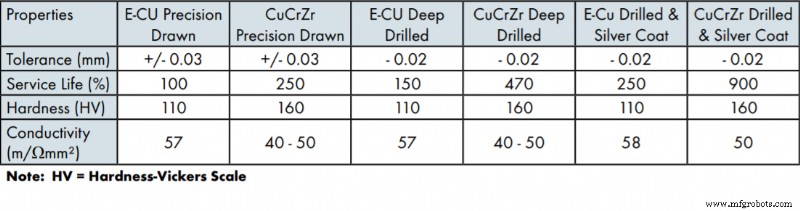 Изображение предоставлено:Полное руководство по роботизированным сварочным горелкам Абикора Бинцеля
Изображение предоставлено:Полное руководство по роботизированным сварочным горелкам Абикора Бинцеля
Выбор между нарисованными и просверленными контактными подсказками
Нарисовано:стандартный процесс создания контактных подсказок; здесь больше вариаций и меньше контроля допуска. Медь вытягивается и выдавливается из длинного медного стержня, а затем охлаждается в контактном наконечнике. Это дешевле, потому что этап сверления исключен из производственного процесса.
Просверленный:отверстие индексируется, просверливается и обрабатывается из цельной формы, что придает отверстию большую целостность. Экструдированные контактные наконечники служат не так долго, как просверленные наконечники.
Различия между нарисованным и просверленным:
Целостность и повторяемость размера контактного наконечника - это настоящая разница между вытянутыми и просверленными контактными наконечниками.
Например, контактный наконечник 0,045 фута, изготовленный методом вытягивания, более подвержен ошибкам как в размере отверстия, так и в отделке. Проволока, на которой всегда есть литье, задевает только верхние точки наконечника, поэтому обычно она изнашивается с одной стороны.
Кроме того, нарисованный процесс не так надежно воспроизводим или точен, как просверленный процесс. В отверстии наконечника существуют пределы погрешности, поскольку отверстие контактного наконечника 0,045 дюйма может быть как большим, как 0,049 дюйма, так и маленьким, как 0,042 дюйма.
Это несоответствие может привести к некачественному запуску дуги, доработке и снижению производительности. Это также может привести к переворачиванию проволоки, когда проволока выходит за пределы сварного соединения, полностью вызывая брак детали из-за несоответствия допусков.
Сопла
Одной из наиболее распространенных проблем с форсунками является накопление брызг. Плохая форсунка приводит к образованию большого количества брызг за короткое время. См. ниже.

Изображение предоставлено:TПолное руководство по роботизированным сварочным горелкам Абикора Бинцеля
Выбор материала также важен при выборе правильных форсунок; чем больше материал сопротивляется нагреву, тем меньше брызг скапливается внутри сопла. Смотри ниже.

Изображение предоставлено:TПолное руководство по роботизированным сварочным горелкам Абикора Бинцеля
Например, материал на основе чистой меди или латуни со сварочным соплом не прослужит так долго, как материал сопла с более твердым покрытием, такой как сопло с никелированным или хромированным покрытием, из-за их брызгостойких и термостойких свойств (сравните первое изображение латунного сопла выше с изображением). второе фото).
Как правило, вы найдете более твердый проводящий материал, который защищает от брызг и меньше подвержен накипи, например никель. Это обеспечит меньше циклов развертывания и, в конечном счете, повысит производительность.
Накидные и резьбовые насадки
Насадки бывают двух видов:накладные и резьбовые. Анализ затрат и выгод обычно сводится к простою, поскольку он стоит денег, снижает пропускную способность и не позволяет роботу достичь окупаемости инвестиций (ROI).
Слипоны :считается, что вставные насадки легче надевать и снимать, однако со временем они могут ослабнуть и вызвать пористость сварного шва. Они также неэффективны для факельного развертывания.
Тематические: Риск сведен к нулю. Есть вариант с тонкой резьбой и вариант с крупной резьбой. Оба типа имеют больше преимуществ для насадных форсунок, поскольку они с меньшей вероятностью выходят из строя.
Форсунки с мелкой резьбой труднее устанавливать и снимать (заедать), а также труднее справляться с мусором и брызгами.
Форсунки с крупной резьбой не сильно подвержены воздействию брызг и мусора.
Свяжитесь с RobotWorx сегодня!
Подводя итог, важно понимать следующее:используете ли вы вытянутые или просверленные контактные наконечники? Каковы уровни твердости и проводимости контактных наконечников? Какой материал наконечника и как часто менять контактные наконечники? материал сопла? Форсунки резьбовые или вставные? Как часто нужно менять форсунки и какова стоимость?
Источник:https://cdn2.hubspot.net/hubfs...
Промышленный робот
- Лучшие практики для синтетического мониторинга
- Лучшие практики для руководителей технического обслуживания
- 6 советов по сварке для обслуживания оборудования
- 12 лучших практик для успешной реализации CMMS
- Советы и рекомендации по сварке инконеля
- Рекомендации и советы по техническому обслуживанию гидравлики
- Оптимальные методы производственного маркетинга на 2019 год
- Вложенные файлы для резки листового металла:советы и рекомендации
- Основные советы по сварке алюминия
- Советы по безопасности при сварке топливного бака