


Будут ли производители трансмиссий обращаться к нестандартным поворотам?

Гиперскоростное овальное превращение Вайссера (HOT) "из Станок для обработки "круглого сечения" позволяет выполнять твердую и мягкую обработку возвратно-поступательных поршней двигателей внутреннего сгорания из алюминия и стали, закаленных распределительных валов, многоугольных профилей или форм, автомобильных топливных насосов и других применений.
Автомобильные трансмиссии продолжают развиваться. Они также продолжают использовать шлицевые и термоусадочные соединения для внутренних компонентов вала. Тем не менее Райнер Йорг, главный инженер отдела исследований и разработок Weisser на юге Германии, говорит, что многогранные муфты или многогранные соединения вал-ступица являются хорошей альтернативой этим традиционным методам соединения компонентов трансмиссии.
«В многоугольных соединениях нет ничего нового, — говорит он. «Разработанная для устранения распространенных проблем с отказом, связанных со шлицами и шпоночными соединениями валов, общая многоугольная система представляет собой проверенный превосходный метод для создания сложных механических соединений, которые являются более прочными, точными и имеют значительно более длительный срок службы, поскольку эффективное распределение нагрузки практически исключает точечные соединения. контакта, сводя к минимуму усталость от напряжения и деформации. Многоугольник имеет большую способность к крутящему моменту, чем любое другое крепление вала. Передача усилия и грузоподъемность оптимизированы, часто можно использовать более короткое соединение вала и экономить ценное пространство. Меньшая ускоренная масса в меньшем пространстве, таком как коробки передач, способствует вышеупомянутой топливной экономичности».
Тем не менее, по его словам, производители автомобилей еще не внедрили полигональные муфты в свои трансмиссии. Одна из причин заключается в том, что детали трудно обрабатывать. Однако технология некруглой токарной обработки Weisser может изменить ситуацию, позволив производителям обтачивать готовые многоугольные формы за один установ на одном станке. Такая возможность может сделать некруглую токарную обработку более эффективной альтернативой процессам профильного фрезерования и шлифования, обычно используемым для изготовления традиционных автомобильных соединений вал-ступица.
С момента своего появления в 1993 году некруглое точение использовалось для твердой и мягкой обработки возвратно-поступательных поршней двигателей внутреннего сгорания из алюминия и стали, закаленных распределительных валов, многоугольных профилей или форм, а также автомобильных топливных насосов. В настоящее время Вайссер работает над несколькими проектами с производителями оригинального оборудования (OEM), чтобы продемонстрировать, как более широкое внедрение этого процесса может сделать возможным замену традиционных соединений вал-ступица многогранными муфтами.

Многоугольные валы предназначены для устранения распространенных проблем с отказом связаны со шлицами и шпоночными креплениями вала. Многоугольник имеет большую способность к крутящему моменту, чем любое другое крепление вала. Передача усилия и грузоподъемность оптимизированы, а для экономии места часто можно использовать более короткое соединение вала.
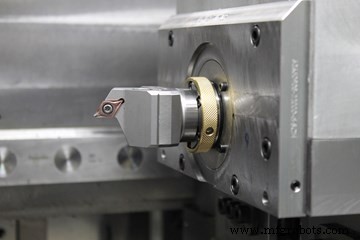
Например, система некруглой обработки Hyperspeed Oval Turning (HOT) компании представляет собой отдельный блок, который интегрируется с вертикальным токарным станком Vertor компании. Овальные или овальные формы получаются путем взаимодействия оси шпинделя заготовки с осью подачи инструмента, создающей диаметр.
Режущая кромка инструмента перемещается в том же направлении оси X и перпендикулярно оси шпинделя заготовки. Режущая кромка может располагаться по-разному в этой условной плоскости для получения радиальных и фронтальных контуров или полусферической овальности. Weisser использует линейные приводы, а не шарико-винтовые пары, для ускорения овальных токарных узлов.
Мощность динамического привода частично требуется для ускорения массы и частично как сила, действующая на режущую кромку инструмента при обработке. Режущий инструмент может быть ускорен в радиальном колебательном движении до 130 g. Этот уровень ускорения настолько велик, что даже для новейших ЧПУ Siemens и Bosch Rexroth, в большинстве приложений требуется ускорение всего от 30 до 90 g.
«Для заданной овальности максимально допустимая скорость вращения детали связана с максимальным ускорением резца, создаваемым колебательным приводом. Номинальное ускорение 30G обеспечивает высочайшую точность и первоклассную чистоту поверхности», — говорит Йорг.
Перемещение режущей кромки инструмента находится в направление оси X и, следовательно, перпендикулярно оси шпинделя заготовки. Режущая кромка может располагаться в этой условной плоскости по-разному, так что могут быть получены радиальные и фронтальные контуры или полусферическая овальность.
Говорят, что, несмотря на высокое номинальное ускорение, специальные амортизирующие свойства обеспечивают точность за счет ограничения силы, воздействующей на конструкцию основания станка. «Наша система компенсирует силы ускорения, превращая работу ускорения в кинетическую энергию, благодаря чему устраняются вибрации машины и достигается высокое качество поверхности», — объясняет Йорг. «Благодаря встроенной компенсации силы резания чистые силы резания (пассивные силы) могут быть почти полностью нейтрализованы».
Один из клиентов Weisser изготавливает полигональные кулачки менее чем за одну минуту за один установ и четыре токарных прохода, включая обработку торца и снятие фаски. При 1500 об/мин токарно-карусельный блок обеспечивает подачу 0,1 мм за один оборот и глубину резания от 0,8 до 2 мм. Детали обработаны с точностью ±10 микрон.
Другой клиент, который пошел на шаг дальше, чем многие международные конкуренты, уже интегрировал полигональную муфту в недавно разработанный редуктор с использованием технологии HOT Weisser. «Клиент заменил шлицевой вал на многогранный на седьмой передаче, что уменьшило длину вала с 20 до 12 мм, поскольку многогранник обладает большей способностью передавать крутящий момент, чем любое другое крепление вала», — говорит Йорг. «Таким образом, можно использовать более короткое соединение вала и сэкономить ценное пространство». Экономия места помогла оптимизировать передаточное отношение первой передачи, которая в оригинальной конструкции столкнулась с проблемами усталости.
Продвигая свою технологию HOT для соединения многогранного вала со ступицей, компания Weisser на сегодняшний день продала около 100 станков со встроенным токарным блоком для обработки некруглых деталей. Теперь компания предлагает свой вертикальный токарный станок Vertor C с автоматическим устройством смены инструмента, обеспечивающим еще более гибкую обработку. По словам Йорга, достижимая точность в настоящее время ограничена возможностями ЧПУ. «Если вы запускаете свой станок со скоростью 1800 об/мин и хотите обрабатывать свою деталь с разрешением в один градус с помощью нашего токарного узла, контроллер должен обрабатывать 9180 сигналов в секунду. Речь идет о разрешении в районе наносекунд. Это ограничивающий фактор. Но мы работаем над дальнейшим ограничением этих системных границ для обработки с точностью до микрона».
Промышленное оборудование
- Что такое трансмиссионная жидкость и для чего она нужна?
- Три способа расширения сервитизации производителями в этом году
- Получат ли производители в США выгоду от более строгой политики «покупайте американские»?
- Почему производители «возродиться в цифровом формате» будут опережать конкурентов
- Ведущие производители промышленных трансмиссий
- Облегчение токарной обработки с ЧПУ
- Универсальные токарные станки
- Центры точения с наклонной станиной
- Поворот необязателен
- Включение обрабатывающего центра