


Электрохимическая обработка:определение, детали или конструкция, принцип работы, преимущества, недостатки, применение
В этой статье мы подробно изучим определение, детали или конструкцию, принцип работы, преимущества, недостатки, применение электрохимической обработки.
Начнем с определения,
Определение электрохимической обработки:
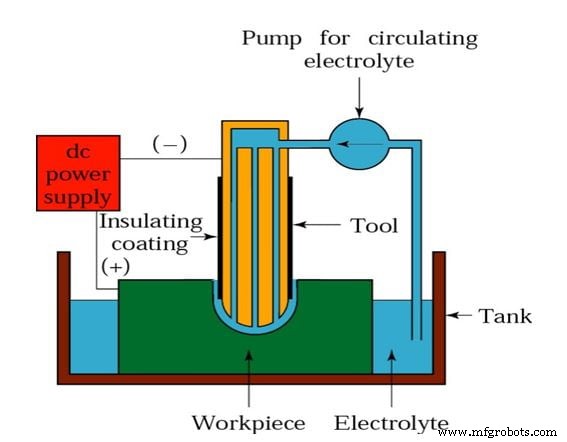
Электрохимическая обработка (ЭХО), характеризуемая как нетрадиционная обработка, представляет собой усовершенствованный процесс бесконтактной обратной гальванопокрытия (ЭХО удаляет материал, а не осаждает его). В ECM сильный электрический ток проходит между инструментом и заготовкой через проводящую жидкость. Сильный ток и токопроводящая жидкость используются для ионизации и удаления атомов металла с заготовки, в результате чего на поверхности не остается заусенцев.
В обычных или традиционных процессах обработки материал инструмента должен быть тверже материала заготовки. Но поразительная особенность электрохимической обработки, которая не зависит от прочности, твердости и ударной вязкости материала заготовки, делает ее пригодной для обработки любого проводящего материала, а также для обработки сложных полостей в высокопрочных материалах.
Процесс электролиза является наиболее фундаментальной деятельностью ECM, основанной на «законах электролиза (гальванизации). сформулировал Фарадей в 1833 году.
Электролиз — это химическое явление, происходящее между двумя проводниками, погруженными в подходящий раствор, при пропускании между ними электрического тока.
В твердых проводниках ток переносится электронами.
В электролитах ток переносится атомами или группой атомов. Атомы называются ионами, когда они приобретают положительный или отрицательный заряд при потере или присоединении электронов соответственно. Положительные ионы (катионы) притягиваются к катоду в направлении положительного тока через электролит, а отрицательные ионы (анионы) притягиваются к аноду.
Эта установка электродов и электролитов называется электролитической ячейкой.
Электрохимическая обработка деталей или конструкции:
Электрохимическая обработка состоит из следующих основных частей:
- Электропитание
- Электролит
- Заготовка
- Инструмент
- Блок фида
- Танк
- Стол для удержания заготовок
- Датчик давления
- Расходомер
- Клапан управления потоком
- Редукционный клапан
- Насос
- Резервуар
- Фильтры
- Контейнер для шлама
- Центрифуга
- Вытяжка дыма
- Корпус
Электропитание:
Напряжение должно поддерживаться на низком уровне, чтобы избежать короткого замыкания, поскольку зазор между инструментом и заготовкой невелик для обеспечения точности высоких частот
Скорость съема материала ∝ Плотность тока. Поэтому для процесса ECM используются высокие значения тока.
Ниже приведены параметры питания для процесса ECM:
<ол тип="а">Электролит:
Электролиты являются проводящими жидкостями и подбираются по аналогии с электродами. Некоторые комбинации электролит-электроды приведены ниже:
- Хлорид натрия (NaCl) в концентрации 20 % используется для сплавов черных металлов.
- Нитрат натрия (NaNO3) используется для сплавов черных металлов.
- Соляная кислота (HCl) используется для никелевых сплавов.
Смесь хлорида натрия (NaCl) и серной кислоты (H2SO4) используется для никелевых сплавов.
Смесь 10 % плавиковой кислоты (HF), 10 % соляной кислоты (HCl), 10 % азотной кислоты (HNO3), применяемая для титана.
Гидроксид натрия (NaOH) означает карбид вольфрама (WC).
Электролиты должны обладать следующими свойствами:
<ол тип="1">3 функции электролита:
<ол тип="а">Параметры электролита в ECM следующие:
- Температура:20–50 °C
- Расход:20 литров/мин на ток 100 А
- Давление:от 0,5 до 20 бар
- Разведение:от 100 г/л до 500 г/л.
Заготовка:
Заготовка – это объект, который необходимо обработать, из которого материал переходит в раствор. Заготовка изготавливается анодом в ЭХО. Скорость съема материала или механическая обработка зависят только от атомного веса и валентности обрабатываемого материала.
Заготовка может быть выполнена из любого электропроводящего материала и изолирована от системы, чтобы не было утечки или короткого замыкания тока.
Инструмент:
Инструмент используется для удаления материала с заготовки. Он выполнен катодным и подключен к минусовой клемме источника питания. Инструмент подбирается и изготавливается с учетом следующих свойств:
- Хороший проводник электричества.
- Достаточно жесткий, чтобы выдерживать нагрузку и давление жидкости.
- Химически инертен по отношению к электролиту.
- Легко формуется и обрабатывается до нужной формы.
- Должен быть изготовлен с большой точностью
Полость, полученная в заготовке, является копией формы инструмента. Таким образом, точность обработки заготовки напрямую зависит от точности формы инструмента.
Доступный материал для изготовления инструментов :Медь, латунь, титан, медь-вольфрам, нержавеющая сталь, алюминий, графит, бронза, платина, карбид вольфрама.
Материал осаждается в инструменте в процессе ECM. Однако для промышленных целей механической обработки осаждение материала не рекомендуется, и материал в растворе удаляется раствором электролита.
Инструмент изолирован от системы, чтобы не было утечки или короткого замыкания тока.
Единица фида:
Серводвигатель используется для обеспечения контролируемой подачи инструмента для удаления материала с заготовки. Скорость подачи от 0,5 мм/мин до 15 мм/мин.
- Танк :содержит электролит, в который погружены инструмент и заготовка.
- Стол для удержания заготовок :стол для удержания заготовки надежно удерживает заготовку.
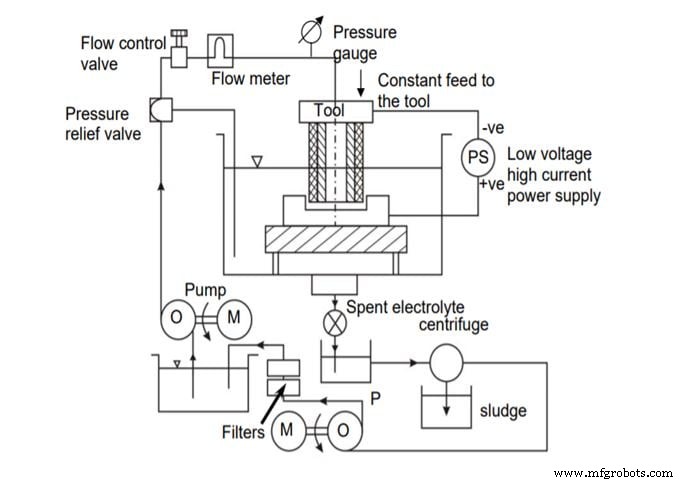
- Датчик давления :показывает давление, при котором электролит подается в инструмент.
- Расходомер :показывает скорость потока электролита в зону обработки.
- Клапан управления потоком :помогает контролировать скорость потока электролитов.
- Клапан сброса давления: Клапан сброса давления открывается и перепускает электролит в бак в случае повышения давления в линиях подачи.
Насос:
Насос помогает в циркуляции электролита. Скорость перекачки и давление, при котором будут перекачиваться электролиты, должны быть определены заранее в зависимости от применения или требований процесса.
Поэтому насос для перекачки электролитов следует выбирать соответственно.
Резервуар :Сохраняет электролит.
Фильтры:
Фильтр помогает фильтровать примеси, присутствующие в электролите, которые могут закупорить линии подачи.
Фильтры используются для реализации точного ECM с высокой экономической эффективностью за счет поддержания постоянного качества электролита и удаления остаточных токсичных ионов из электролита в целях охраны здоровья и окружающей среды.
Контейнер для шлама :Сохраняет шлам, образующийся во время обработки.
Центрифуга :центрифуга — это устройство, использующее центробежную силу для отделения шлама от электролита.
Вытяжка дыма :вытяжка дыма — это устройство, в котором используется вентилятор с отрицательной тягой для удаления дыма и пыли из корпуса.
Корпус :Вся система ECM помещена в корпус, чтобы любые токсичные пары, образующиеся в процессе обработки, не влияли на окружающую среду и оператора.
Принцип работы электрохимической обработки:
Возьмем пример обработки железной заготовки. Железная заготовка собирается на столе для удержания заготовок.
Инструмент приближают к заготовке. Два электрода погружены в электролитический раствор NaCl (раствор поваренной соли).
Катод (инструмент) и анод (железная заготовка) подключаются к отрицательной и положительной клемме источника питания (обычно около 10 В) соответственно.
Электролит из резервуара-накопителя непрерывно перекачивается, стекая через отверстие в инструменте, в зазор между инструментом и заготовкой с помощью циркуляционного насоса.
Система подачи инструмента продвигает инструмент к заготовке.
Реакции на аноде называются анодными реакциями. Реакции на катоде называются католическими реакциями.
Основные реакции для электролита хлорида натрия:
- Диссоциация хлорида натрия:NaCl ————→ Na + + Кл –
- Диссоциация воды:H2 О ————→ H + + ОН –
Катодные реакции:ионы водорода забирают электроны с катода (инструмента) с образованием H2 газ.
- 2H + + 2e – ————→ H2 ↑
Только H2 на катоде выделяется газ. Форма электрода остается неизменной во время процесса электролиза, что является наиболее важной особенностью процесса ЭХО.
Анодные реакции:
- Железо выходит из заготовки (анода) в виде ионов железа
- Fe ————→ Fe ++ + 2e –
- Реакция в электролите хлорида натрия
- На + + ОН – ————→ NaOH
- Fe ++ + 2ОН – ————→ Fe(OH)2 ↓
- Fe ++ + 2Cl – ————→ Fe(Cl)2 ↓
Fe(ОН)2 , Fe(Cl)2 осаждаются в виде шлама. Заготовка постепенно обрабатывается, чтобы получить превосходную чистоту поверхности и поверхность без напряжений благодаря этому управляемому процессу анодного растворения на атомарном уровне.
Ограничений по геометрии формы инструмента нет. Первоначально зазор между инструментом и заготовкой неравномерен. После обработки зазор является равномерным (от 0,1 мм до 2 мм) по всей длине заготовки и сохраняется таким за счет соответствующей скорости перемещения инструмента или заготовки.
Ширина зазора постепенно стремится к установившемуся значению, и в таких условиях полученная полость является копией формы инструмента.
Шлам из резервуара вынимается и отделяется от электролита с помощью центрифуги.
Электролит, пройдя процесс фильтрации в фильтрах, снова транспортируется в резервуар-накопитель для перекачки для процесса механической обработки.
Так работает электрохимическая обработка. Теперь изучим Преимущества.
Преимущества электрохимической обработки:
Следующие преимущества электрохимической обработки это:
- Детали сложной и вогнутой кривизны можно легко изготовить с помощью вогнутых и выпуклых инструментов.
- Более сложные геометрические формы можно производить с помощью одного подключенного станка с ЧПУ.
- Поскольку износ инструмента незначителен, один и тот же инструмент можно использовать для изготовления бесконечного числа компонентов.
- Поскольку нет прямого контакта между инструментом и обрабатываемым материалом, отсутствуют силы и остаточные напряжения.
- Отличная отделка поверхности достигается без термических повреждений из-за растворения на атомарном уровне.
- Выделяется меньше тепла.
Недостатки электрохимической обработки:
Следующие недостатки электрохимической обработки это:
- Солевой (кислотный) электролит может вызвать коррозию инструмента, заготовки и оборудования.
- Высокое удельное энергопотребление.
- ECM может обрабатывать только электропроводный рабочий материал.
- Его нельзя использовать для мягких материалов.
- Требуется большой производственный цех.
- ECM создает проблемы для здоровья и окружающей среды.
Применение для электрохимической обработки:
Следующее применение электрохимической обработки это:
<ол тип="1">Видео об электрохимической обработке:
Промышленные технологии
- Процесс хонингования:определение, детали или конструкция, принцип работы, преимущества, применение [Примечан…
- Гидроабразивная и водоструйная обработка:принцип, работа, оборудование, применение, преимущества и недостат…
- Электронно-лучевая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Обработка лазерным лучом:принцип, работа, оборудование, применение, преимущества и недостатки
- Абразивно-струйная обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая сварка:принцип, работа, оборудование, применение, преимущества и недостатки
- Электрохимическая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Электрошлаковая сварка:принцип работы, применение, преимущества и недостатки
- Кузнечная сварка:принцип, работа, применение, преимущества и недостатки