


Электрошлаковая сварка:принцип работы, применение, преимущества и недостатки
Сегодня мы узнаем о принципе электрошлаковой сварки, работе, применении, преимуществах и недостатках со схемой. Электрошлаковая сварка – это нетрадиционный сварочный процесс, при котором создается ванна расплавленного металла. Этот метод представляет собой комбинацию как дуговой сварки, так и сварки сопротивлением, поскольку при запуске тепло генерируется за счет образования дуги между электродом и основным металлом (как при дуговой сварке). Это тепло приводит к флюсу расплава и созданию ванны расплавленного металла между электродом и основным металлом. Теперь через эту ванну расплавленного металла протекает ток, и за счет электрического сопротивления выделяется тепло (как при контактной сварке). По этой причине это называется комбинацией дуговой сварки и контактной сварки.
Электрошлаковая сварка:
Электрошовная сварка представляет собой восходящий процесс сварки. Сварка в гору — это процесс, при котором сварные швы выполняются в вертикальном направлении, а свариваемые листы удерживаются вертикально. Эта сварка выполняется как в один проход, так и в несколько проходов. Прежде чем обсуждать его работу, мы должны узнать о принципе работы аппарата электрошлаковой сварки.
Принцип:
Работает по общему принципу выделения тепла за счет дуги и электрического сопротивления. В начале между сварочным электродом и основным металлом возникает дуга, которая стремится расплавить присадочный металл. Этот присадочный металл в некоторой степени заполнит полость. Теперь через эту протяженную поверхность проходит ток, и за счет электрического сопротивления выделяется тепло. Это тепло также способствует расплавлению присадочного металла, который непрерывно подается с ролика. Присадочная проволока непрерывно подается через ролик. Эта проволока, пропущенная через трубку, направляет ее поток. Эта присадочная проволока плавится и заполняет сварной шов, образуя прочное соединение.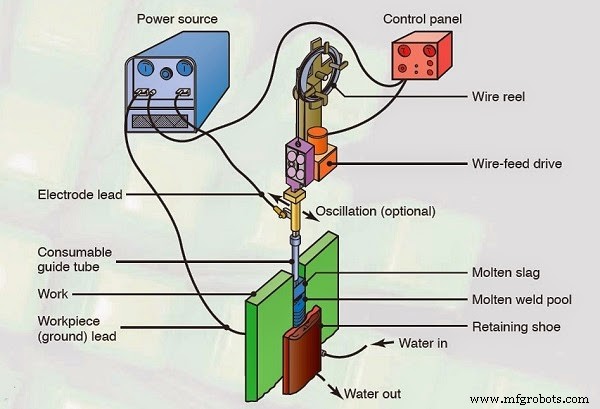
Работа аппарата электрошлаковой сварки:
Как известно, электрошлаковая сварка – это процесс сварки в гору, поэтому свариваемые листы удерживаются вертикально на некотором расстоянии. Металл сварного шва или присадочный металл между полостями, образованными между пластинами при плавлении электродов с использованием тепла, образуется при протекании тока. Этот присадочный металл образует металлическую ванну, которая затвердевает в полости сварного шва, поэтому между пластинами создается прочное соединение. Электрошлаковая сварка работает следующим образом.
- Первый ток течет между сварочным электродом и опорной пластиной. Это создает дугу между электродом и опорной пластиной, которая нагревает флюс или присадочную проволоку. Это тепло приводит к расплавлению присадочного металла и его отложению в полости сварного шва.
- Теперь охлаждаемый медный башмак вступает в действие и начинает затвердевать этот присадочный металл в полости сварного шва. Это делается для того, чтобы избежать вытекания металла шва.
- По мере того как присадочный металл затвердевает в полости сварного шва, через него протекает ток. Он будет выделять тепло из-за электрического сопротивления. Это тепло в дальнейшем используется для непрерывного плавления присадочного металла в полость сварного шва.
- Присадочный металл непрерывно обеспечивает сквозное расположение роликов, как показано на рисунке.
- Во время сварки как медного башмака, так и механизма подачи, движущегося вверх без освещения, образуется целая полость.
- Это позволит создать прочное соединение за один проход. Одно- или многопроходная сварка используется в зависимости от толщины листа.
Применение:
Применяется в тяжелой промышленности, где требуется соединение листов толщиной до 80 мм. Этот процесс используется для соединения крупной отливки и поковки для получения очень большой и сложной конструкции. Сварка толстостенных труб большого диаметра, сосудов под давлением, резервуаров, судов и т.д.
Преимущества и недостатки:
Преимущества:
- Скорость охлаждения очень низкая, поэтому проблема холодного растрескивания отсутствует.
- При электрошлаковой сварке не возникает проблем с включениями шлака или пористостью.
- Этот процесс полуавтоматический и более быстрый.
- Более тяжелые сечения можно сваривать за один проход.
- Может быть достигнута высокая производительность.
- Низкая стоимость совместной подготовки.
Недостатки:
- Слишком высокая тепловая нагрузка на основание.
- Высокая температура сварки требует устройства охлаждения.
- Медленная скорость охлаждения приводит к столбчатой зернистости в сварном шве.
Это все о принципе электрошлаковой сварки, работе, применении, преимуществах и недостатках с его схемой. Если у вас есть какие-либо вопросы относительно этой статьи, задайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Спасибо, что прочитали это.
Производственный процесс
- Гидроабразивная и водоструйная обработка:принцип, работа, оборудование, применение, преимущества и недостат…
- Электронно-лучевая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Обработка лазерным лучом:принцип, работа, оборудование, применение, преимущества и недостатки
- Абразивно-струйная обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая сварка:принцип, работа, оборудование, применение, преимущества и недостатки
- Плазменно-дуговая сварка:принцип, работа, оборудование, типы, применение, преимущества и недостатки
- Процесс сварки твердого тела:принцип, виды, применение, преимущества и недостатки
- Принципы работы, преимущества и недостатки сварки MIG
- Области применения, преимущества и недостатки электрошлаковой сварки (ЭШС)