


Электроэрозионная обработка:принцип, работа, оборудование, преимущества и недостатки со схемой
Сегодня мы узнаем о принципе электроэрозионной обработки, работе, оборудовании, преимуществах и недостатках со схемой. В этом процессе обработки используется электрическая искра для удаления металлической заготовки. Эта обработка аналогична удалению металлического заусенца в присутствии электрической искры. Электрическая искра, используемая в качестве режущего инструмента для резки заготовки и придания желаемой формы. Этот процесс осуществляется путем подачи высокочастотного тока через электрод на заготовку. Искра удаляет металл в виде очень мелкой стружки. Этот процесс осуществляется в диэлектрической жидкости.
Электроразрядная обработка:
Принцип:
Процесс электроэрозионной обработки основан на основном принципе генерации искры и удаления металла с помощью искровой эрозии. Электроэрозионная искровая эрозия аналогична электрической искре, которая прожигает маленькое отверстие в металле через контакт с ним. Искра, образующаяся в этом процессе, производит тепло, которое удаляет металл путем эрозии и испарения. В этом процессе обработки как заготовка, так и инструмент должны быть изготовлены из проводящего материала.
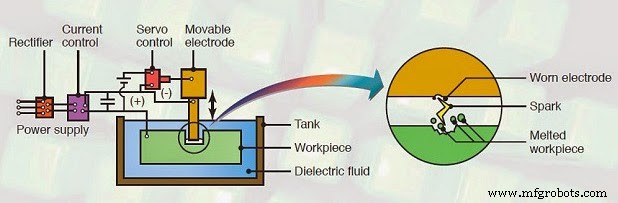 |
| Схема электроэрозионной обработки |
Оборудование:
Процесс EDM включает следующее оборудование.
Электропитание:
В процессе электроэрозионной обработки высокочастотный ток используется для создания искры между электродом и заготовкой. Эта искра выделяет тепло и удаляет заготовку из металлической формы.
Система подачи и промывки диэлектрической жидкости:
Диэлектрическая жидкость действует как транспортное средство, отталкивая стружку и тем самым предотвращая ее прилипание к поверхности. Эта жидкость действует как система промывки стружки. Это также помогает увеличить скорость съема металла, способствуя искрению между инструментом и изделием. Эта жидкость также работает как охлаждающая среда.
Инструмент и приспособления для крепления инструмента:
В процессе электроэрозионной обработки инструмент также разрушается из-за искры, поэтому выбор инструмента зависит от степени износа, простоты изготовления инструмента и стоимости материала. Наиболее часто используемым электродным материалом являются медь, вольфрамовый сплав, чугун, сталь, серебряный вольфрамовый сплав, графит.
Заготовка и удерживающие устройства:
В этом процессе можно обрабатывать только хорошие проводники электричества. Таким образом, заготовка должна иметь хорошую электропроводность. Этот процесс не зависит от твердости заготовки, поэтому критериев твердости нет.
Работает:
При этом заготовка должна быть хорошо электропроводной. Этим методом можно обрабатывать только электропроводящие материалы. Работа EDM выглядит следующим образом.
- Сначала и заготовка, и инструмент погружаются в диэлектрическую жидкость. Диэлектрическая жидкость помогает контролировать дуговой разряд. Это также удаляет взвешенные частицы материала заготовки и инструмента из рабочей полости.
- Используется сервомеханизм, который поддерживает очень маленький зазор между заготовкой и инструментом. Этот зазор желателен для правильного формирования дуги. Он равен толщине человеческого волоса.
- Инструмент выполнен по форме, противоположной заготовке.
- Высокочастотный ток, подаваемый на электрод, который вызывает искру между инструментом и заготовкой. Эта искра генерируется высоко в рабочей полости.
- Металл удаляется с заготовки из-за эрозии и испарения ионов.
- Стружка или взвешенные частицы между инструментом и заготовкой должны быть удалены, чтобы они не образовывали перемычки, вызывающие короткое замыкание. Это делается путем непрерывной подачи диэлектрической жидкости.
- Электроэрозионный станок создает полость немного больше размера электрода из-за перереза.
Преимущества и недостатки:
Преимущества:
- С помощью этого процесса можно разрезать любой проводящий материал.
- Не зависит от твердости заготовки, поэтому закаленная заготовка может быть легко обработана.
- Сложные сечения штампов и сложные формы могут быть изготовлены точно.
- В этом процессе нет заусенцев.
- Тонкий срез можно легко обрабатывать без деформации детали.
Недостатки:
- В этом процессе обработки происходит сильный износ инструмента.
- Износ инструмента ограничивает точность и чистоту поверхности металла.
- С помощью электроэрозионной обработки можно обрабатывать только хорошие проводники электричества.
Электрохимическая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
Электрошлаковая сварка:принцип работы, применение, преимущества и недостатки
Производственный процесс
- Гидроабразивная и водоструйная обработка:принцип, работа, оборудование, применение, преимущества и недостат…
- Электронно-лучевая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Обработка лазерным лучом:принцип, работа, оборудование, применение, преимущества и недостатки
- Абразивно-струйная обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая сварка:принцип, работа, оборудование, применение, преимущества и недостатки
- Электрохимическая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Электрошлаковая сварка:принцип работы, применение, преимущества и недостатки
- Плазменно-дуговая сварка:принцип, работа, оборудование, типы, применение, преимущества и недостатки
- Термитная сварка:принцип, работа, оборудование, применение, преимущества и недостатки