


Ультразвуковая обработка:определение, детали, принцип работы, преимущества, применение
Ультразвуковая обработка — это производственный процесс, при котором материал удаляется с поверхности за счет высокочастотных малоамплитудных вибраций инструмента относительно поверхности материала, наличия мелких абразивных частиц.
В этой статье мы подробно изучим определение, конструкцию или детали, принципы работы, преимущества, недостатки и применение ультразвуковой обработки.
Что такое процесс ультразвуковой обработки?
Ультразвуковая обработка — это нетрадиционный процесс обработки, при котором абразивы воздействуют на заготовку для удаления материала. Этот метод обработки заключается в ударе или ударе абразива по заготовке инструментом.
Итак, у нас есть инструмент, он не воздействует непосредственно на заготовку, но между заготовкой и инструментом находятся какие-то абразивные частицы.
Эти абразивные частицы твердые, и они могут сохранять свою форму, что означает, что они жесткие, поэтому они могут вызвать ударную эрозию материала заготовки при работе в этом конкретном режиме удара.
Итак, молоток производится телом, которое известно как инструмент. Материал инструмента был достаточно пластичным, чтобы сам по себе не подвергался хрупкому разрушению.
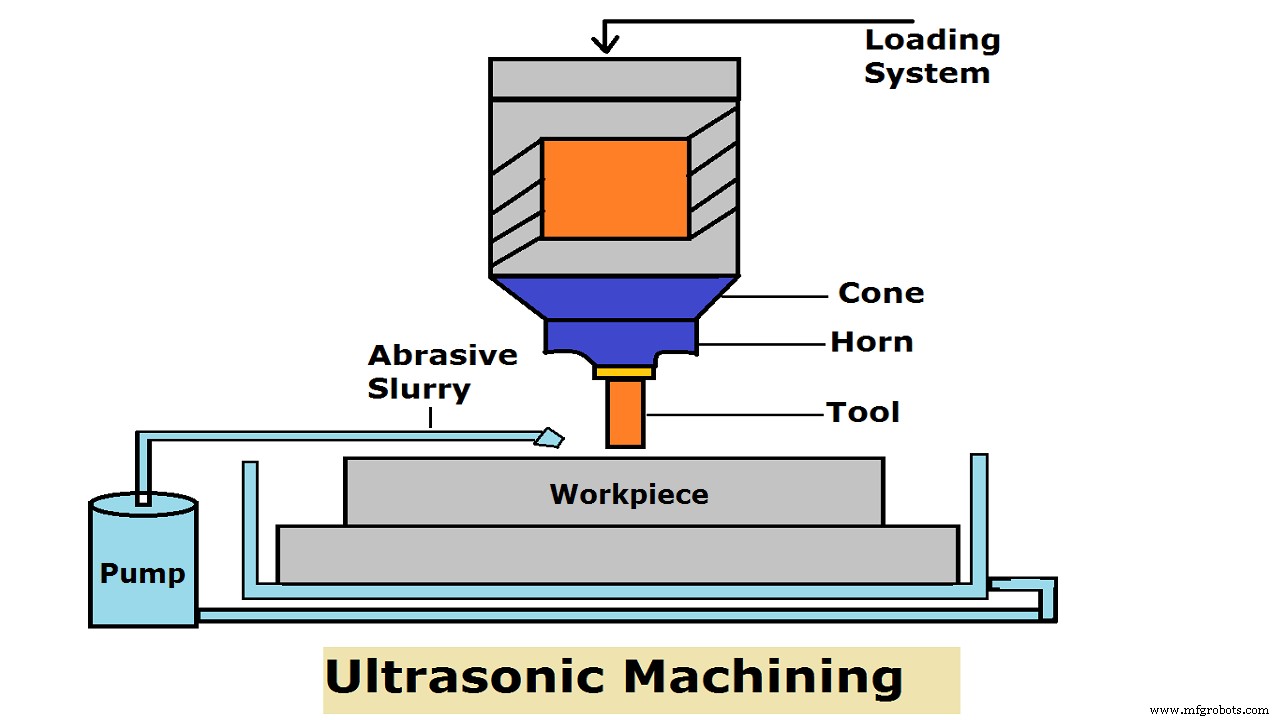
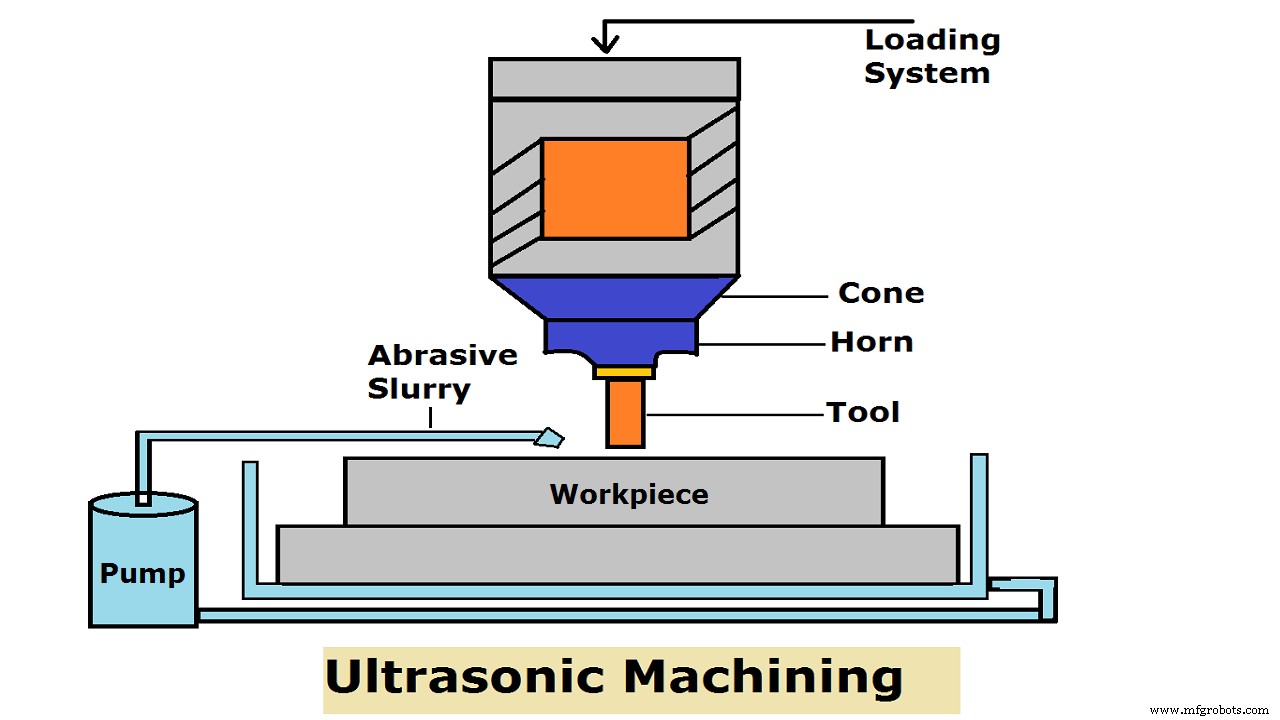
Конструкция или детали процесса ультразвуковой обработки:
Ультразвуковая обработка состоит из следующих основных частей:
- Источник питания
- Преобразователь скорости
- Инструмент
- Абразивная суспензия
- Электромеханический преобразователь
- Абразивный пистолет
- Заготовка
Электропитание:
Источник питания также называют высокочастотным генератором или электронным генератором. Основная функция заключается в преобразовании обычного источника питания с частотой 50-60 Гц в высокочастотный источник питания с частотой до 20-40 кГц, но амплитуда вибрации будет небольшой, вплоть до микрон
Преобразователь скорости:
Трансформатор скорости также называют конструкцией рупора. Функция звукового сигнала состоит в том, чтобы усиливать и фокусировать вибрацию преобразователя до интенсивности, достаточной для приведения инструмента в действие для выполнения операции резания.
Они изготовлены из твердой, немагнитной и легко обрабатываемой стали с хорошей усталостной прочностью, такой как K-Monel, металлическая бронза и мягкая сталь.
Рупоры с линейной и экспоненциальной лентой имеют длину, равную половине длины волны звука в металле, из которого они сделаны.
Инструмент:
Удары молотком выполняются телом, известным как инструмент, и материал инструмента достаточно пластичен, чтобы сам по себе не подвергался хрупкому разрушению.
Однако мы не можем избежать съема материала с инструмента параллельно с заготовкой, поэтому износ инструмента достаточной степени, а также он должен быть устойчивым к усталости, потому что для увеличения скорости съема материала мы увеличиваем скорость удара до ультразвуковых частот. .
Так что если это так, то будет динамическая нагрузка на инструментальный материал. Поэтому он должен быть устойчивым к усталости. И скорость обработки пропорциональна этому долблению
Абразивная суспензия:
Абразивы необходимо наносить на место обработки и удалять вместе с обрабатываемым материалом из заготовки и материала инструмента, чтобы они переносились в виде суспензии к месту обработки и обратно.
Инструмент прижимают к заготовке, создавая небольшое давление, достаточно низкое, чтобы не раздавить абразивы, и достаточно высокое, чтобы обеспечить разрушение рабочего места.
Абразивы обладают более высокой прочностью на излом, чем заготовка. в первую очередь должны быть предоставлены абразивы.
Таким образом, они применяются на месте обработки путем переноса в водной среде, как правило, и это называется суспензией.
Электромеханический преобразователь:
Преобразователь преобразует электрическую энергию в механическую вибрацию. Высокочастотный электрический сигнал передается на преобразователь, который преобразует его в высокочастотный и имеет низкую амплитуду вибрации.
Используются два типа преобразователя:
- Пьезоэлектрический преобразователь
- Магнитоограничительный преобразователь.
Пьезоэлектрический преобразователь:
Когда этот преобразователь сжимается, он генерирует небольшой электрический ток. и когда через него проходит электрический ток, он расширяется. При снятии тока кристалл приобретает свой первоначальный размер и форму. эти преобразователи доступны до 900 Вт.
Магнитострикционный преобразователь:
При воздействии магнитного поля преобразователи такого типа также изменяют свою форму. Эти преобразователи изготовлены из никеля и никелевого сплава. КПД около 20-30%. Такие преобразователи доступны до 2000 Вт, максимальное изменение длины составляет около 25 микрон.
Абразивный пистолет:
Абразивы наносятся на место обработки, как правило, в водной среде, которая называется суспензией.
Положим объем/объем, скажем, 20 частей абразива на 100 частей воды и нанесем его с помощью насадки или абразивного пистолета, то есть струей на месте обработки, чтобы все время на место обработки поступали свежие абразивы. под определенным давлением и осколки механической обработки:значит, удалить материал сломанными абразивами, все это удаляется той струей воды и только абразивами.
Заготовка:
Хрупкие непроводящие материалы, такие как инженерная керамика, обрабатываются с помощью процесса ультразвуковой обработки.
Он не термически повреждает заготовку и не создает остаточного напряжения в заготовке. В результате этого процесса на заготовке можно получить сложные трехмерные формы.
Принцип работы ультразвуковой обработки:
Работа ультразвуковой обработки:зазор между инструментом и заготовкой около 0,25 мм. Инструмент изготовлен из пластичного материала. Между инструментом и заготовкой имеется взвесь абразива.
Абразив внедряется в инструмент, и во время движения инструмента вниз абразивы ударяют по заготовке, удаляя материал.
Этот материал будет вымываться из зоны обработки за счет того, что поток шламового инструмента слегка сужается для получения прямых отверстий.
При увеличении вязкости жидкости-носителя скорость съема материала уменьшается из-за затруднения промывки. При увеличении частоты MRR будет увеличиваться, потому что количество ударов в единицу времени будет увеличиваться.
При увеличении амплитуды MRR будет увеличиваться за счет увеличения импульса абразивов.
Амплитуда вибрации может варьироваться от 5 до 75 мкм, а частота может варьироваться от 19 до 25 кГц.
При увеличении концентрации абразивов воздействие будет происходить в большем количестве мест, что увеличивает MRR (скорость удаления материала).
Но когда концентрация превышает определенное значение, из-за столкновения между абразивами импульс теряется, что приводит к снижению MRR.
При увеличении размера абразива удар будет проявляться на большей площади. Но когда размер увеличивается за пределы определенного значения, импульс абразивов будет уменьшаться.
Следует отметить, что:MRR:ECM> EDM> USM
Рабочее видео ультразвуковой обработки:
Преимущества ультразвуковой обработки:
Ультразвук обладает следующими преимуществами:
- Ультразвуковая обработка может использоваться для обработки хрупких, непроводящих материалов, твердых и хрупких материалов.
- В этом процессе обработки не выделяется тепло, поэтому физические изменения в заготовке очень незначительны или незначительны.
- Неметалл, который не может быть обработан с помощью электроэрозионной и электронной обработки из-за плохой электропроводности, но очень хорошо поддается обработке с помощью ультразвуковой обработки.
- Это меньше заусенцев и меньше искажений.
- Его можно использовать в сочетании с другими новыми технологиями, такими как EDM, ЭКГ, ECM.
- Операция бесшумная.
- Оборудование, используемое здесь для обработки, может использоваться как опытными, так и неквалифицированными операторами.
- Может быть достигнуто хорошее качество поверхности и высокая точность.
- Каждый материал можно обрабатывать независимо от его проводимости.
Недостатки ультразвуковой обработки:
Следующие недостатки ультразвуковой обработки:
- Скорость удаления материала низкая.
- Потребность в энергии для резки высока.
- Более мягкий материал трудно обрабатывать.
- При ультразвуковой обработке сложно сверлить глубокие отверстия, так как движение шлама ограничено.
- Высокая скорость износа инструмента из-за движения абразивных частиц.
Применение ультразвуковой обработки:
Следующие приложения для ультразвуковой обработки:
- Ультразвуковая обработка используется для обработки непроводящей керамики.
- Материал с высоким процентом брака означает, что этот процесс позволяет очень эффективно обрабатывать хрупкий материал.
- Обработка штампов для волочения проволоки, штамповки и вырубки.
- Он позволяет стоматологу безболезненно просверливать в зубах отверстия любой формы.
- Используется для шлифовки кварца, стекла, керамики.
- Используется для огранки технических алмазов.
- Также используется для изготовления штампов.
Промышленные технологии
- Процесс хонингования:определение, детали или конструкция, принцип работы, преимущества, применение [Примечан…
- Процесс притирки:определение, принцип работы, типы, материал, преимущества, применение [Примечания в формате …
- Гидроабразивная и водоструйная обработка:принцип, работа, оборудование, применение, преимущества и недостат…
- Электронно-лучевая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Обработка лазерным лучом:принцип, работа, оборудование, применение, преимущества и недостатки
- Абразивно-струйная обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая сварка:принцип, работа, оборудование, применение, преимущества и недостатки
- Процесс ультразвуковой обработки, принципы работы и преимущества
- Ультразвуковая обработка:детали, работа, использование, преимущества с PDF