


Исправление разделения слоев при 3D-печати (плохая адгезия слоев)!
При печати ваши модели не трескаются и слои не расходятся? Это обычно называют расслоением или расслаиванием слоев, и в основном это происходит из-за плохой адгезии слоев.
В этой статье я расскажу, что такое расслоение слоев, почему оно происходит и как с этим бороться.
Итак, без лишних слов, приступим!
Отслоение или разделение слоев, что это такое?
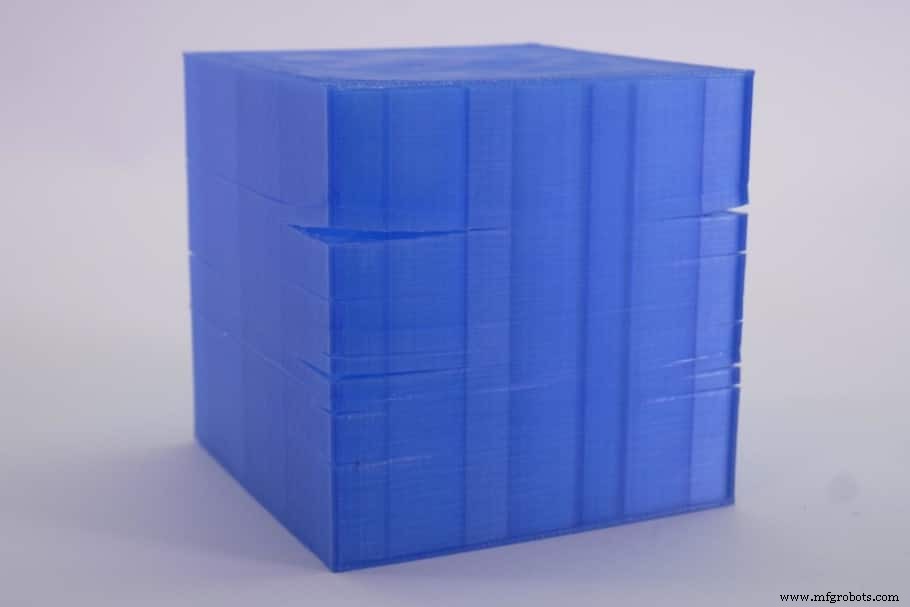
3D-печать FDM работает путем создания объекта слой за слоем, где последний слой печатается поверх предыдущего. Если адгезия слоев недостаточно сильна, деталь может расколоться или отделиться в разных местах, что может быть видно как порезы или трещины на внешней стороне отпечатка.
Это часто происходит с АБС-пластиком, потому что он сжимается при охлаждении, и иногда это может привести к разделению слоев, если он не печатается с корпусом или должным образом нагретым столом.
Давайте подробнее рассмотрим, почему происходит разделение слоев;
Почему происходит разделение слоев?
Разделение слоев происходит, когда трехмерный объект трескается из-за сил, прилагаемых пластиком, когда слои охлаждаются с разной скоростью, и это создает силу, обычно называемую «деформацией», в середине отпечатка, которая превышает адгезию слоев и разделяет слои.
Хотя исправить уже поврежденный отпечаток невозможно, довольно легко убедиться, что это не повторится, выполнив несколько простых действий, поэтому давайте кратко рассмотрим их сейчас.
Как устранить разделение слоев
В большинстве случаев речь идет о печати в корпусе, так как это предотвратит неравномерное охлаждение детали и позволит правильно установить температуру стола. Это должно решить проблему в большинстве ситуаций.
Тем не менее, вот список всех возможных решений, позволяющих справиться с разделением слоев и улучшить их адгезию.
Использовать вложение

Корпус поможет стабилизировать температуру внутри 3D-принтера, что предотвратит слишком быстрое охлаждение деталей, что, в свою очередь, уменьшит вероятность деформации и разделения слоев.
Не все принтеры поставляются с корпусами, но вам не обязательно покупать принтер, который поставляется с одним корпусом, или даже покупать корпус, поскольку вы можете сделать его самостоятельно. Просто убедитесь, что материалы, используемые для корпуса, не воспламеняются. Вы также можете приобрести корпус стандартных размеров для большинства принтеров!
Если вы хотите построить корпус самостоятельно, следуйте этому очень подробному руководству.
Примечание :Большинство корпусов не нагреваются активно, а удерживают тепло, выделяемое кроватью и соплом внутри нее, и этого обычно достаточно, чтобы решить любую проблему, связанную с подогревом кровати.
Я написал целую статью о том, почему вы можете захотеть рассмотреть возможность печати с вложением, которую вы можете найти здесь.
Уменьшить высоту слоя
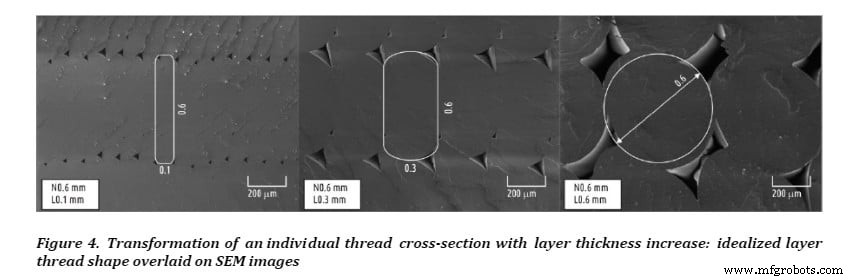
При печати с меньшей высотой слоя площадь контакта с поверхностью шире, а это означает, что связь между каждым слоем будет намного прочнее, чем если бы вы печатали на большей высоте. Если слои вашего отпечатка плохо прилегают друг к другу, уменьшение высоты слоя укрепит эту связь.
Как вы можете видеть на изображении, на которое я ссылался выше, уменьшение толщины слоя значительно улучшает площадь поверхности контакта между каждым слоем, и это напрямую приводит к повышению прочности ваших отпечатков.
Самая высокая высота слоя :от 0,1 мм до 0,15 мм.
Я написал целую статью, в которой подробно рассказывается о том, какая высота слоя лучше всего подходит для 3D-печати, как с точки зрения прочности, так и с точки зрения детализации, поэтому обязательно ознакомьтесь с ней.
Увеличить температуру печати
Пластик сцепляется намного лучше, чем горячее он становится, и если слои вашего отпечатка не склеиваются должным образом и распадаются, увеличьте температуру печати. Например; ABS обычно печатает при температуре около 220-235°C, что создает хорошую связь между слоями, печать ниже этой температуры, скажем, 200°C, скорее всего, даст слабые отпечатки.
Всегда сверяйтесь с инструкцией к купленному вами филаменту, чтобы убедиться, при какой температуре его следует печатать для достижения наилучших результатов, но если вы чувствуете, что адгезия слоя могла бы быть лучше, попробуйте постепенно увеличить ее на 5°C и сделайте пару тестовых отпечатков, чтобы увидеть результат. результаты.
Вот таблица с идеальными температурами печати для большинства нитей, а также температура их нагретого слоя, температура стеклования и многое другое.
| Нить | Температура сопла | Температура стеклования Tg (C) | Температура плавления Tm (C) | Кровать с подогревом Температура | Риск деформации | Простота использования |
| ПЛА | 180°C – 230°C | 60-65°C | 155°C | 60°C, но не обязательно) | Низкий | Легко |
| АБС | 230°C – 250°C | 105°C | 210°C | Прибл. 100°C | Умеренный | Средний |
| ПЭТГ | 230°C – 250°C | 80-82°C | 200°C | Прибл. 100°C | Низкий | Легко |
| Нейлон | 230°C – 260°C | 70-80°C | 217°C | 80°C – 100°C | Умеренный | Средний |
| АСА | 220°C – 250°C | 100°C | 250-260°C | Прибл. 100°C | Низкий | Средний |
| Поликарбонат | 270°C – 310°C | 147°C | 260°C | 90°C – 110°C | Высокий | Сложно |
| БЕДРА | 230°C – 250°C | 88-92°C | 180 – 270°C | Прибл. 100°C | Низкий | Средний |
| ТПЭ | 210°C – 230°C | 60-130°C | 150–210°C | Не требуется | Низкий | Легко |
Отрегулируйте вентилятор охлаждения
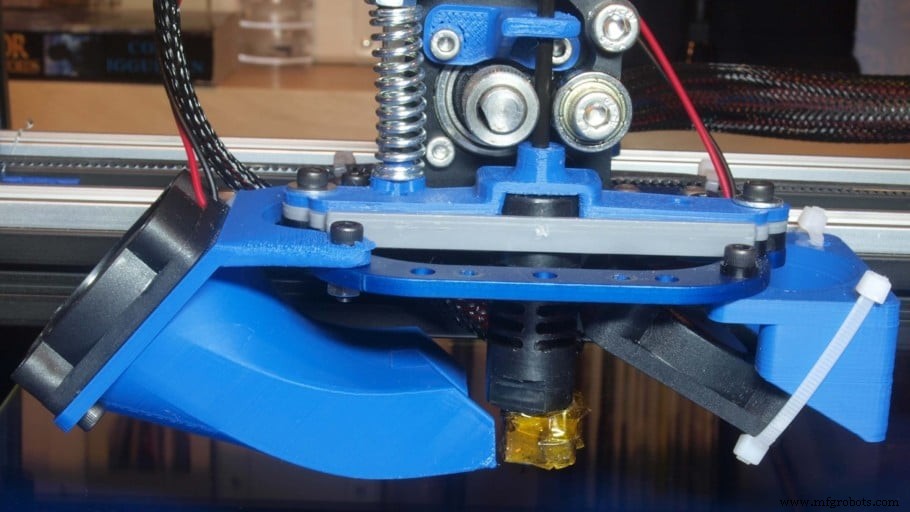
Вентилятор на 3D-принтере охлаждает только что нанесенный слой пластика, однако, если он охлаждается слишком быстро, вновь добавленный пластик не сможет так сильно прилипнуть к предыдущему слою, поэтому скорость вращения вентилятора снижается. потенциально может увеличить адгезию слоев и, следовательно, прочность отпечатка. Если нет
Это соответствует той же концепции, что и предыдущий пункт, поскольку повышение температуры печати приведет к лучшему склеиванию слоев, а слишком быстрое их охлаждение также может привести к такому же нежелательному результату.
Примечание :сделайте пару тестовых отпечатков, каждый раз уменьшая скорость вращения вентилятора на 10 %, пока не добьетесь оптимального результата.
Увеличить скорость потока (множитель экструзии)
Даже если ваш принтер не страдает от недостаточной экструзии, может помочь немного увеличить скорость потока, если слои не прилипают должным образом, поскольку при этом будет выдавливаться больше расплавленного пластика, а чем больше материала, тем лучше адгезия.
Недостаточная экструзия может проявляться в виде зазоров между слоями пластика, недостаточных маленьких слоев, отсутствующих слоев или даже небольших точек, которые присутствуют на отпечатке, и недостаточная экструзия, безусловно, также играет важную роль в прочности вашей детали.
Как и все в 3D-печати, при настройке скорости потока (множителя экструзии) не делайте это радикально, а делайте это небольшими шагами и проверяйте результаты.
По умолчанию скорость потока составляет 100% (или 1,0), но, поскольку не все нити и принтеры созданы одинаковыми, вам может потребоваться отрегулировать это значение либо в сторону уменьшения, либо в сторону увеличения.
Рекомендация :увеличивайте скорость потока с шагом 5 % и проверяйте результаты, пока не достигнете оптимального значения.
Уменьшить скорость печати
Точно так же, как повышение температуры печати позволит новому экструдированному пластику лучше сцепиться с предыдущим слоем, снижение скорости печати будет иметь аналогичный эффект. Если печатающая головка движется слишком быстро, экструдированный пластик может не успеть должным образом приклеиться к предыдущему слою.
Кроме того, печать на более высокой скорости также может создать целый ряд других проблем, таких как недостаточное выдавливание (что также ослабляет деталь), звон, некоторые видимые артефакты и просто плохая адгезия слоев в целом.
Рекомендация :уменьшайте скорость печати с шагом 5 мм/с или 10 мм/с и проверяйте результаты, пока не достигнете наилучшего результата.
Используйте более широкое сопло

Диаметр сопла влияет на ширину экструдируемого пластика. По сути, при использовании насадки 0,8 мм полоска пластика будет в два раза шире, чем при использовании насадки 0,4 мм, и увеличится площадь контактной поверхности, что значительно укрепит сцепление между слоями.
Я уже упоминал, что использование меньшей высоты слоя приводит к более сильной адгезии слоев, потому что это увеличивает площадь контакта с поверхностью. Что ж, если вы увеличите размер сопла и по-прежнему будете использовать ту же малую высоту слоя, все слои будут иметь гораздо большую площадь контактной поверхности, что создаст более прочную связь.
Однако стоит отметить, что увеличение размера сопла приведет к значительно менее детализированным отпечаткам в горизонтальной плоскости (если смотреть на них сверху или снизу), поскольку слои намного шире.
Рекомендация :Увеличьте размер сопла на 0,2 мм и сохраните ту же высоту слоя, что и раньше, и проверьте результаты. Вы всегда можете заменить сопло на более широкое, если вам нужно, чтобы отпечаток был более четким. Вы также можете приобрести эту дешевую коллекцию насадок всех размеров (с некоторыми дополнительными инструментами).
Важное примечание :увеличение размера сопла может потребовать увеличения температуры печати. Пример; С соплом 1,2 мм вам может потребоваться печатать обычным PLA при температуре 240 C, а не при 200–220 C.
Проверьте, не засорилось ли сопло
Засорение сопла означает, что маленькое отверстие на его конце заблокировано из-за скопления пыли или любых других странных частиц, загрязнений нити, теплового ползучести или использования менее распространенных нитей, таких как углеродное волокно. , древесные пластмассы и т. д., и это засорение приведет к недостаточной экструзии (из сопла вытекает меньше пластика), что приводит к более слабым отпечаткам.
Хорошая новость заключается в том, что починить забитое сопло довольно легко, и в большинстве случаев, поскольку большинство из нас в любом случае печатают из PLA, PETG или ABS, засорение происходит не так уж часто.
Но если у отпечатка плохая адгезия слоев, это может быть связано с засорением сопла.
Как прочистить засорившуюся форсунку
Есть несколько способов решить эту проблему, но вот два довольно простых, которые не должны занимать слишком много времени и в большинстве случаев устраняют проблему:
Нагрейте сопло, а затем с помощью иглы:
Это довольно просто и должно решить проблему в большинстве случаев.
<ол тип="1">Здесь вы не пытаетесь удалить частицы, которые забивают сопло, а пытаетесь втолкнуть их обратно и разбить.
Еще один способ – выполнить "холодную тягу", которая выглядит следующим образом.
- Шаг 1. Нагрейте сопло до 220 °C (если вы только что печатали из PLA).
- Шаг 2. Вставьте кусок белого или светлого абс, нейлона или любой другой прочной нити с хорошей термостойкостью.
- Шаг 3. Нажмите вручную как можно сильнее.
- Шаг 4. Посмотрите, проходит ли нить через сопло (если закупорка полная, она может ничего не выдавливать).
- Шаг 5. Дайте принтеру остыть примерно до 90 °C для PLA и до 160 °C для ABS. Поддерживайте давление во время охлаждения.
- Шаг 6. Когда принтер достигнет минимальной температуры, указанной в шаге 5, быстро и с усилием извлеките нить из хотэнда и осмотрите полурасплавленную часть нити. На нем должно быть немного грязи (черные точки). Эти черные точки были причиной блокировки.
- Шаг 7. Обрежьте грязную часть нити и повторяйте действия, начиная с шага 2, пока нить не выйдет чистой.

Заключение
В настоящее время расслоение слоев не так уж важно, поскольку производители 3D-принтеров нашли способы довольно успешно решить эту проблему.
Однако, если это произойдет с вами (чаще с ABS), попробуйте выполнить шаги, которые я изложил в этом руководстве. Лучшим решением было бы использовать корпус или даже накрыть весь принтер мешком для мусора, но это может быть реальной опасностью пожара.
Если это не работает, попробуйте все варианты, которые я перечислил, один за другим, чтобы правильно определить, какой из параметров обеспечивает наилучшие результаты.
Ознакомьтесь с разделом рекомендуемых продуктов

Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиски того, какой принтер, нить накала или обновления приобрести, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к путанице. .
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для продвинутых пользователей и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно отобраны. , чтобы вы знали, что любой из них будет работать так, как задумано.
3D печать
- Что вызывает смещение слоев в 3D-печати?
- Наиболее распространенные узкие места в рабочем процессе 3D-печати - и как их исправить
- Изучение 3D-печати Polyjet
- Что такое биопечать?
- 5 распространенных проблем, с которыми сталкивается 3D-печать металлом - и как их исправить
- Что такое 4D-печать?
- Разоблачение 3D-печати:3 заблуждения о 3D-печати
- Что такое 3D-печать FDM (моделирование методом наплавления)? Объяснено Хабами
- Просто ли 3D-печать?
- Моделирование методом наплавления (FDM) Советы по проектированию 3D-печати