


3D-принтер не подает нить:как решить эту проблему!
Наиболее вероятной причиной, которая привела вас к этой статье, является наличие 3D-принтера, который в настоящее время не может правильно подавать нить. Итак, давайте сделаем это вступление кратким и перейдем сразу к ответу на следующий вопрос:как починить 3D-принтер, который в настоящее время не подает нить?
Основными причинами, из-за которых 3D-принтер не подает нить, являются засор на пути экструзии, поврежденная тефлоновая трубка, неправильные настройки отвода, нежелательное натяжение нити, слишком высокая (или слишком низкая) температура экструзии, забитое сопло или изношенное водительское снаряжение.
Я знаю, что этот список проблем не очень полезен, если мы не будем рассматривать каждую причину по отдельности, и именно это я и сделаю в этой статье! Как и в случае с большинством статей по устранению неполадок, чтение носит реактивный, а не профилактический характер. Очевидно, так и должно быть, но я также дам советы и рекомендации, чтобы избежать этих проблем в будущем. Не то чтобы я не хотел, чтобы вы возвращались в наш блог, но я действительно думаю, что у нас есть много более интересных и радостных статей для вас!
Распространенные причины того, что 3D-принтер не подает нить
Путь экструзии забит
Чтобы правильно подавать нить, ваш 3D-принтер должен иметь четкий путь экструзии. Любые препятствия здесь будут мешать скорости потока нити. Чтобы решить эту проблему, убедитесь, что путь нити гладкий и чистый, это означает проверку на всем пути от катушки нити до сопла экструдера. В идеале катушка с нитью должна располагаться близко к соплу экструдера, а нить должна выходить под изогнутым углом.
Трубка из ПТФЭ может быть повреждена
Если ваш радиатор не работает должным образом, это может привести к выходу тепла за пределы зоны плавления. Это тепло может повредить тефлоновую трубку, защемив нить накала. Проверьте концы трубок из ПТФЭ на наличие признаков деформации. При необходимости замените тефлоновую трубку на более качественную для лучшей изоляции и более высоких температур.
Трубка, которую я только что связал, — это синяя трубка Capricorn, которая поставляется с труборезом, а также с парой сопел, и эта трубка намного лучше, чем стандартная белая/прозрачная трубка из ПТФЭ, которая поставляется с большинством принтеров, таких как Ender 3.
Неверные настройки отзыва
Настройки втягивания позволяют контролировать длину и скорость, с которой нить будет втягиваться в сопло экструдера при изменении места экструдирования. Это делается для того, чтобы избежать протечек, пока сопло перемещается в другое место.
Если вы втягиваете слишком много нити или скорость втягивания слишком высока, движение вперед и назад может стереть нить, что затруднит ее перемещение ведущими шестернями. Начните со скорости 40 мм/с и длины ретракции 5 мм. Если вы видите признаки напряжения в нити, уменьшите эти настройки.
Натяжение нити
Если натяжение нити между ведущими шестернями и катушкой слишком велико, ведущим шестерням придется работать больше, чтобы перемещать нить, в результате чего шестерни проедают нить до такой степени, что она мешает нормальному потоку подачи.
Температура экструдера
Если температура экструзии слишком низкая, нити будет труднее проходить через сопло. Попробуйте увеличить температуру на 5-10 градусов, так как это упростит поток нити. Всегда проверяйте рекомендуемую температуру плавления катушки с нитью. Слишком высокие температуры также могут быть проблемой, поскольку нить плавится раньше времени, что приводит к заклиниванию системы.
Износ ведущей шестерни
В некоторых случаях после большой работы зубья ведущей шестерни могут износиться и перестать правильно подавать нить. Проверьте их, чтобы увидеть, нужно ли их заменить, и, если необходимо, получите новый горячий конец экструдера. За годы хорошей 3D-печати получите качественный хотэнд.
Засорилось сопло
Если вы заметили, что нить не проходит через сопло или выходит волокнистой, это может быть связано с частичным или полным засорением сопла. В течение всего срока службы 3D-принтера вам необходимо следить за чистотой сопла, чтобы обеспечить качество 3D-печати. Когда ваш 3D-принтер плавит нить и проталкивает ее через крошечное сопло, некоторые остатки могут застрять там и в конечном итоге заклинить систему.
Поскольку это распространенная проблема и, скорее всего, причина того, что ваш принтер не подает нить, мы углубимся в подробности и объясним некоторые приемы, позволяющие избежать этой проблемы в будущем. Кроме того, я также пошагово объясню, как ее решить.
Причины, приводящие к засорению сопла
Плохая температура печати
Если температура печати слишком низкая, нить не расплавится должным образом, что затруднит приводным шестерням поддержание нити в рабочем состоянии. В какой-то момент давление в экструдере станет настолько высоким, что ведущие шестерни начнут сдирать нить, а нить, оставшаяся в сопле, затвердеет и превратится в пробку.
С другой стороны, если температура печати слишком высока, тепло может распространиться из зоны плавления и начать плавить нить раньше, чем это должно было произойти. Этот эффект называется «Тепловая ползучесть». ”, и когда это произойдет, ведущим шестерням будет трудно толкать размягченную нить. В конце концов, приводные шестерни не успевают, и форсунка забивается. Во избежание этого всегда проверяйте рекомендуемую температуру для используемого материала.
Пыль и грязь в нити
Если на вашей нити есть частицы пыли или грязи, они сгорят, когда нить пройдет через зону плавления. Эти сгоревшие частицы могут прилипнуть к внутренней части сопла, изменить правильный поток нити и в конечном итоге полностью засорить сопло. Эту проблему трудно решить, вы должны изо всех сил стараться содержать нить накала в чистоте. Храните его в полиэтиленовом пакете после вскрытия упаковки.
Сопло слишком близко к платформе
Когда сопло находится слишком близко к печатной платформе, нить не будет выдавливаться должным образом из-за нехватки места. Это приведет к тому, что нить будет размазываться по всей печатной платформе по мере движения сопла. Недостаток пространства между соплом и печатной платформой приведет к ретроградной экструзии. Это означает, что нить вернется в сопло, а создаваемое при этом дополнительное давление, вероятно, вызовет засорение сопла.
Как правило, высота никогда не должна превышать диаметр сопла. Хорошей отправной точкой является использование четверти диаметра сопла в качестве высоты. Если вы используете сопло диаметром 0,4 мм, вы можете откалибровать принтер с помощью листа бумаги. Расстояние между печатной платформой и соплом должно быть достаточным для того, чтобы бумага помещалась между ними, хотя и относительно плотно. Это наиболее распространенный «инструмент калибровки». ”, так как обычно он имеет толщину 1/10 миллиметра.
Низкое качество нити
Низкокачественные нити могут быть проблематичными, поскольку эти нити не проходят тщательную проверку перед тем, как поступить на рынок. Они могут иметь разный диаметр в разных точках, ведущей шестерне будет трудно захватить более тонкие детали, а плавление более толстых деталей займет больше времени.
Эти изменения температуры плавления создают неравномерный и нечистый поток нити, что может привести к засорению. Вы можете использовать штангенциркуль и проверить различные точки на нити на наличие изменений диаметра, если эти значения показывают большие различия, вам следует заменить нить.
Я написал множество постов о различных нитях, о том, для чего обычно используется каждая из них, и о многом другом.
Тем не менее, вот краткий список нитей/брендов, которые я бы рекомендовал:
- Сунлу PLA
- Полимер АБС
- Сунлу PETG
- Полимерный нейлон
- Полимейкер ASA
- Polymaker Поликарбонат
Как прочистить сопло
Есть несколько различных методов, которые можно использовать для прочистки сопла. Они различаются в зависимости от того, насколько засорено сопло. Попробуйте следующие методы.
Разблокировать частично засорившуюся форсунку
- Латунная проволочная щетка :первый способ, который вы должны попробовать, – это использовать латунную проволочную щетку для очистки сопла снаружи.
- Чистящая нить :чистящие нити специально предназначены для очистки сопла. Печатайте с ними, используя рекомендуемые настройки на упаковке. Когда он проходит через сопло, он должен уносить с собой все остатки, которые засоряли сопло. Вы должны делать это каждый раз, когда меняете нити, так как это поможет предотвратить засорение.
- Протолкните нить вручную :Нагрейте сопло до температуры, подходящей для вашей нити, затем вручную протолкните нить через сопло, пока часть ее не выдавится. В некоторых случаях прилагаемой дополнительной силы достаточно для устранения препятствия.
Разблокировать полностью засорившуюся форсунку
- Гитарная струна/игла: Вы можете использовать иглу для акупунктуры или металлическую гитарную струну с высоким аккордом E или B для очистки сопла. Игла/нитка должны иметь меньший диаметр, чем сопло, чтобы не повредить его. Нагрейте сопло до температуры, соответствующей используемой нити, а затем осторожно протолкните иглу/нитку через сопло, чтобы устранить засорение. В следующий раз, когда вы будете выдавливать нить, она должна выйти вместе с частицами, которые засоряли сопло.
- Атомная/холодная вытяжка: Для этого метода мы рекомендуем использовать нейлон или АБС, так как PLA более хрупкий. Нагрейте сопло до 250 градусов по Цельсию в течение не менее 5 минут, а затем протолкните выбранную нить через сопло, пока она не начнет немного вытекать. Дайте ему остыть до комнатной температуры, чтобы нить затвердела, а затем нагрейте ее до 120 градусов по Цельсию. Вытяните нить резким и уверенным рывком, вы должны увидеть частицы грязи в нити. Повторяйте процесс до тех пор, пока нить не будет выходить чистой, а кончик нити не сохранит форму сопла.

- Ацетон: Вы можете попробовать использовать ацетон, чтобы освободить сопло от препятствий. Снимите сопло с принтера и поместите его в емкость, затем залейте ацетоном, пока сопло не будет полностью погружено в воду. Оставьте его там на 24 часа, встряхивайте получателя каждые несколько часов, чтобы растворить препятствия. Вы даже можете использовать иглу, пока это происходит, чтобы увидеть, поможет ли это преодолеть закупорку. Через 24 часа выньте его и обязательно высушите полотенцем, чтобы не осталось остатков ацетона.
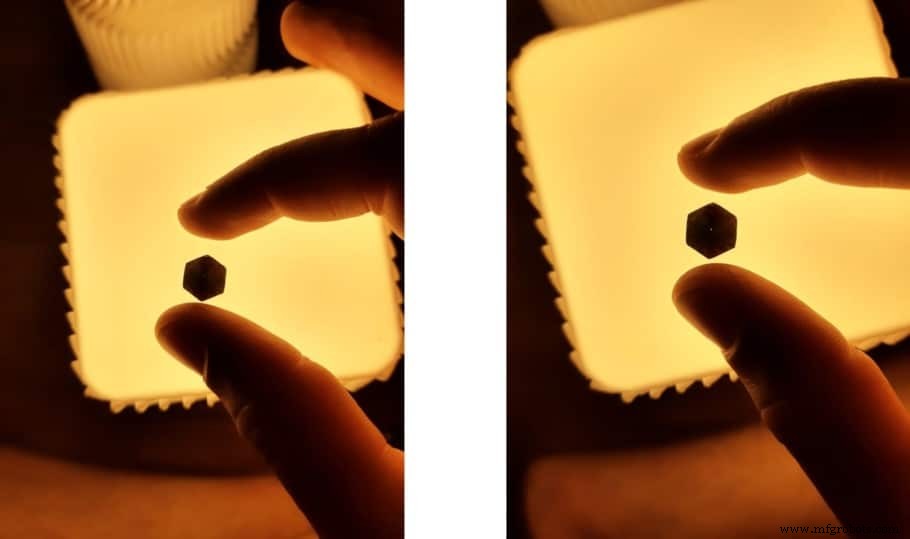
- Тепловая пушка: И последнее, но не менее важное:вы можете попытаться расплавить препятствия с помощью тепловой пушки или паяльной лампы. Снимите сопло с принтера и прижмите плоскогубцами к фену. Избегайте прямого нагрева, если вы используете паяльную лампу, так как она может расплавить сопло. Сверьтесь с источником света, чтобы убедиться, что сопло не загорожено. Используйте иглу, если она все еще засорена.
Заключение
К настоящему времени, я надеюсь, вы смогли решить свою проблему. Я думаю, что я прошел через большинство проблем, с которыми вы можете столкнуться, которые приводят к возникновению этой раздражающей проблемы. Если ваша проблема все еще не устранена, нет ничего постыдного в том, чтобы обратиться к местному специалисту по 3D-принтерам, который зарабатывает на жизнь обслуживанием 3D-принтеров. Он наверняка сможет починить ваш принтер и сообщит вам, что вызвало проблему. Если вы похожи на меня, то наверняка зададите ему кучу вопросов, чтобы узнать, как он решил проблему!
Ознакомьтесь с разделом рекомендуемых продуктов

Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиски того, какой принтер, нить накала или обновления приобрести, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к путанице. .
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для продвинутых пользователей, и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно отобраны. , чтобы вы знали, что любой из них будет работать так, как задумано.
3D печать
- Эндер 3:Как очистить сопло (прочистить его)!
- 3D-печать дергается или появляется двоение:как решить
- 3D-принтер перестает выдавливать в середине печати:как решить эту проблему
- На сколько хватит 1 кг нити для 3D-принтера?
- Протекает сопло 3D-принтера:как это исправить!
- Вентилятор охлаждения (слоя) 3D-принтера не работает! Давайте решим это!
- Стены и заполнение не соприкасаются:как быстро решить!
- Как предотвратить и устранить прилипание нити 3D к соплу
- Как распутать катушку нити 3D-принтера
- Ретракция:как это работает в 3D-печати