


3D-печатные формы для литья под давлением:сравнение материалов
Введение
Использование процессов 3D-печати для создания инструментов для конечного использования становится все более распространенным явлением по мере расширения возможностей технологий.
В этой статье мы сосредоточимся на конкретном применении инструмента:литье под давлением с малым тиражом. Подробный обзор приложений 3D-печати в этой области можно найти здесь. В этой статье мы сравниваем два популярных материала, которые в настоящее время используются в промышленности для изготовления пресс-форм для литья под давлением.
Литье под давлением является очень требовательным приложением для 3D-печатного материала, поскольку формы должны выдерживать усилия обработки при повышенной температуре и сохранять точность своих размеров в течение нескольких циклов. 3D-печатные формы для литья под давлением лучше всего подходят для:
Быстрое выполнение работ (1-2 недели вместо 5-7 недель).
Приложения с небольшим объемом производства (50–100 деталей).
Конструкции пресс-форм, в которых возможны изменения или итерации.
Относительно небольшие детали (менее 150 мм).
Требования к материалам для изготовления пресс-форм
Материал для 3D-печати, пригодный для изготовления пресс-форм для литья под давлением, должен иметь:
- Высокая жесткость: Формы должны сохранять хорошую точность размеров в течение нескольких циклов и выдерживать высокое давление во время впрыска материала без деформации.
- Высокотемпературная стойкость: Высокая температура теплового изгиба (HDT) имеет решающее значение не только для гарантии того, что пресс-форма не выйдет из строя во время впрыска материала, но и для более точного управления процессом.
- Высокий уровень детализации: Формы для литья под давлением должны иметь высокую точность размеров и гладкую поверхность. Высокоточные пресс-формы позволяют производить высокоточные детали.
Два процесса 3D-печати, которые позволяют производить высокоточные и гладкие детали (без обширной постобработки), — это струйная обработка материалов и стереолитография (SLA). Хотя струйная обработка материалов является исключительно промышленным процессом, существуют как настольные, так и промышленные системы SLA. Доступные материалы и производственные возможности настольных 3D-принтеров SLA не подходят для высококачественного производства, поэтому здесь они обсуждаться не будут.
В этой статье мы сосредоточимся на двух материалах, которые доказали свою пригодность для изготовления мелкосерийных пресс-форм для литья под давлением в промышленных условиях:Digital ABS plus for Material Jetting от Stratasys и Somos PreFORM для SLA от DSM.
Отказ от ответственности: Перечисленные ниже свойства материалов предоставлены производителями и соответствуют деталям, прошедшим оптимальный процесс термического пост-отверждения.

Сравнение материалов
Механические свойства — Жесткость
Somos PerFORM обладает очень высокой прочностью на растяжение и изгиб не только по сравнению с цифровым АБС, но и среди всех других промышленных материалов для 3D-печати (например, нейлон SLS). Однако он более хрупок (низкое удлинение при разрыве) и имеет меньшую ударную вязкость. Для изготовления пресс-форм предпочтительны механические свойства Somos PerFORM, так как основными требованиями являются высокая жесткость и прочность.
| Цифровой ABS Plus | Сомос ПерФОРМ | |
|---|---|---|
| Прочность на растяжение | <тд>55 - 60 МПа80 МПа | |
| Модуль растяжения | <тд>2600 - 3000 МПа9800 МПа | |
| Удлинение при разрыве | <тд>25 - 40 % <тд>1,2 %||
| Прочность на изгиб | <тд>65 - 75 МПа146 МПа | |
| Модуль изгиба | <тд>1700 - 2200 МПа9030 МПа | |
| Удар по Изоду (зубчатый) | <тд>90 - 115 Дж/м20 Дж/м | |
| Твердость (по Шору D) | <тд>85 - 8793 |
Тепловые свойства - Термостойкость
Температура теплового изгиба (HDT) указывает температуру, при которой полимер деформируется под определенной нагрузкой. Температура стеклования (Tg) представляет собой диапазон температур, при котором термореактивный материал переходит из твердого «стекловидного» состояния в более податливое «резинообразное» состояние. Для литья под давлением предпочтительны высокие значения как HDT, так и Tg, поэтому Somos PerFORM снова превосходит Digital ABS.
| Цифровой ABS Plus | Сомос ПерФОРМ | |
|---|---|---|
| HDT (при 0,46 МПа) * | 92–95°C | 268°C |
| Температура стеклования (Tg) | 47–53°C | 81°C |
| Цифровой ABS Plus | Сомос ПерФОРМ | |
|---|---|---|
| Процесс | Материальная струйная обработка | Промышленное соглашение об уровне обслуживания |
| Типичная размерная точность | ± 0,1% (нижний предел ± 0,05 мм) | ± 0,15% (нижний предел ± 0,05 мм) |
| Минимальный размер объекта | <тд>0,05 мм <тд>0,10 мм||
| Минимальная толщина стенки | 0,6 мм | <тд>0,8 мм|
| Минимальная высота слоя | 14–16 микрон | 25–50 микрон |
Производственные возможности
Как Digital ABS, так и Somos PerFORM использовались в промышленных условиях для производства пресс-форм для литья под давлением с малым тиражом. В приведенной ниже таблице указано количество деталей, которые можно изготовить с помощью одной формы из материалов, которые считаются «легкими» и «трудными» для формования (полипропилен и полиамид с наполнителем из стекловолокна соответственно).
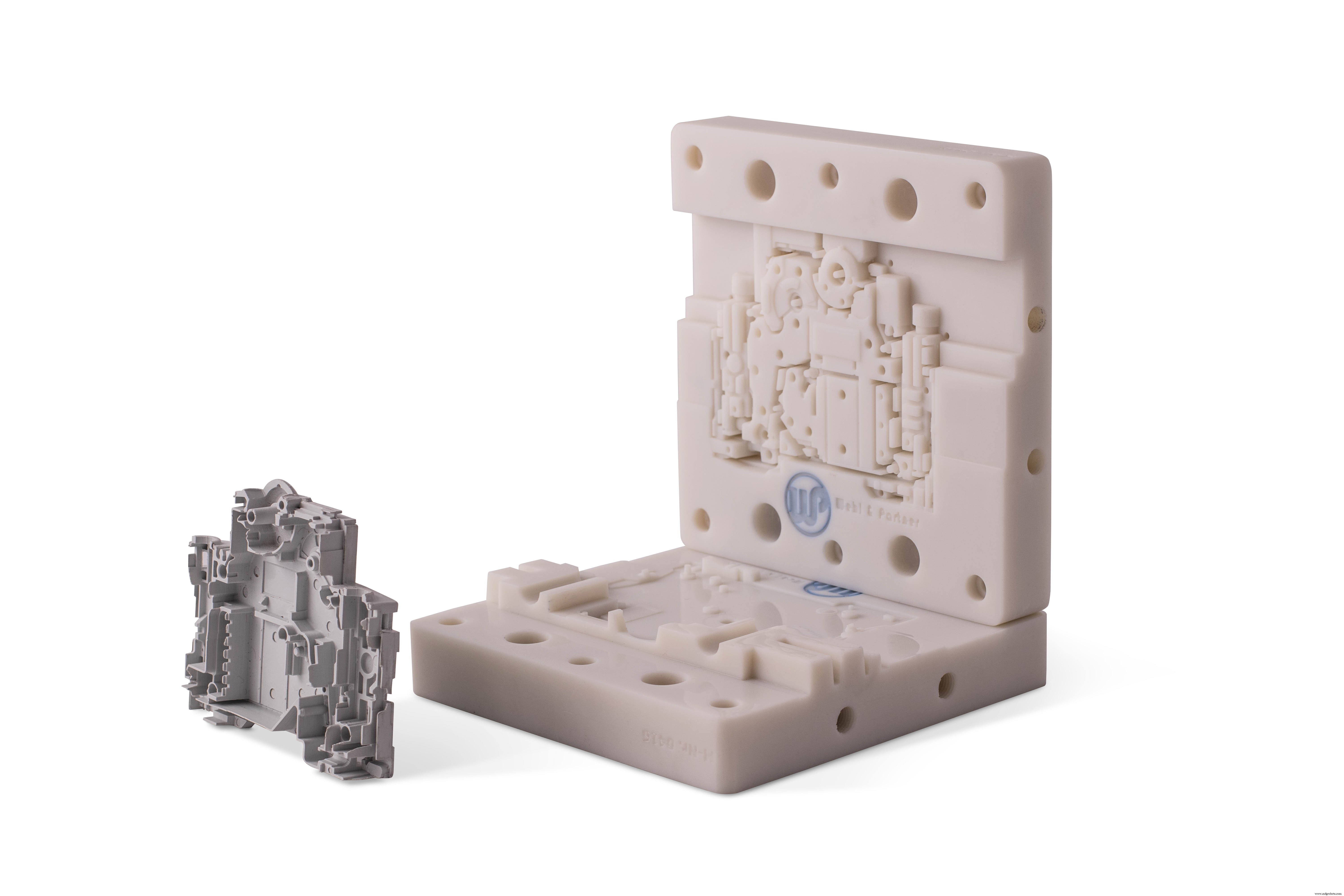
Различия в механических и термических свойствах двух материалов влияют на общее количество деталей, которые может изготовить пресс-форма. В нормальных условиях эксплуатации (после первых 3-4 запусков) 3D-печатная форма достигает температуры примерно 120 o . C, так как нагревается от расплавленного материала. Хорошая термическая стабильность имеет решающее значение для сведения к минимуму износа пресс-формы. Тестовые образцы PA GF на изображении ниже были изготовлены с использованием идентичных конструкций пресс-форм, напечатанных на 3D-принтере из двух материалов (оба показывают деталь, изготовленную после 10-го запуска). Качество детали, изготовленной с помощью пресс-формы Digtal ABS, намного ниже, так как пресс-форма начала перегреваться и портиться, в то время как пресс-форма Somos PerFORM оставалась стабильной.
| Цифровой ABS Plus † | Somos PerFORM ‡ | |
|---|---|---|
| Детали из "легкого" материала * | <тд>50 - 100 <тд>100 - 200||
| Детали из "сложного" материала ** | <тд>5 - 30 <тд>30 - 50
* Полипропилен (ПП)
** Полиамид, наполненный стекловолокном (PA GF)
† Источник:Promolding
‡ Источник:Wehl &Partner


Обзор и выводы
Литье под давлением — очень требовательное к инструментам приложение:материал должен иметь как высокую жесткость, так и способность работать при повышенных температурах.
Струйная обработка материалов и SLA — это единственный процесс 3D-печати, позволяющий производить детали с точностью размеров и качеством поверхности, необходимыми для промышленного применения. Мы сравнили два материала (по одному для каждого процесса), которые используются для изготовления мелкосерийных литьевых форм с помощью 3D-печати.
Несмотря на то, что Digital ABS plus является отличным материалом для большинства функциональных применений, более высокая жесткость и превосходные тепловые свойства Somos PerFORM делают его более подходящим для изготовления пресс-форм. Это видно по количеству деталей, которые может изготовить каждая форма, изготовленная из двух материалов.
Хотите сравнить цены и сроки изготовления пресс-форм для 3D-печати в вашем регионе?
Посмотреть цены на Digital ABSПосмотреть цены на Somos Perform
Полезные правила
- Если требуется очень высокая точность и гладкая поверхность, струйная обработка материалов и SLA являются наиболее подходящими процессами 3D-печати для изготовления пресс-форм.
- Чтобы сохранить свою точность в течение нескольких циклов, материалы для 3D-печати для изготовления пресс-форм для литья под давлением должны иметь высокую жесткость.
- Высокое значение HDT позволяет использовать более высокие температуры пресс-формы во время обработки.
3D печать
- Литье под давлением с использованием 3D-печатных форм:загрузите наше новое техническое исследование
- Список 14 различных механических свойств материалов
- Что такое материаловедение? | Материаловедение
- Прототипы литьевых форм против серийных литьевых форм
- Лучшие материалы для литья пластмасс под давлением
- Формы для литья пластмасс под давлением из алюминия и стали
- Основы безопасности при обращении с материалами
- Как это работает:фрикционный материал
- Типы промышленных материалов
- Обычные материалы для литья пластмасс под давлением