


Секретная механика концевых фрез с большой подачей
Концевая фреза с высокой подачей — это инструмент для высокоэффективного фрезерования (HEM) со специальным конечным профилем, который позволяет инструменту использовать утончение стружки для значительного увеличения скорости подачи. Эти инструменты предназначены для работы с чрезвычайно малой осевой глубиной, так что резание происходит вдоль криволинейной кромки нижнего профиля. Это позволяет происходить нескольким различным явлениям:
- Низкий угол в плане приводит к тому, что большая часть силы резания передается в осевом направлении обратно на шпиндель. Это приводит к меньшему отклонению, так как радиальная сила, толкающая фрезу от ее центральной оси, намного меньше.
- Удлиненный изогнутый профиль нижней кромки вызывает эффект утончения стружки, что позволяет использовать агрессивные скорости подачи.
Низкий угол в плане концевой фрезы с большой подачей
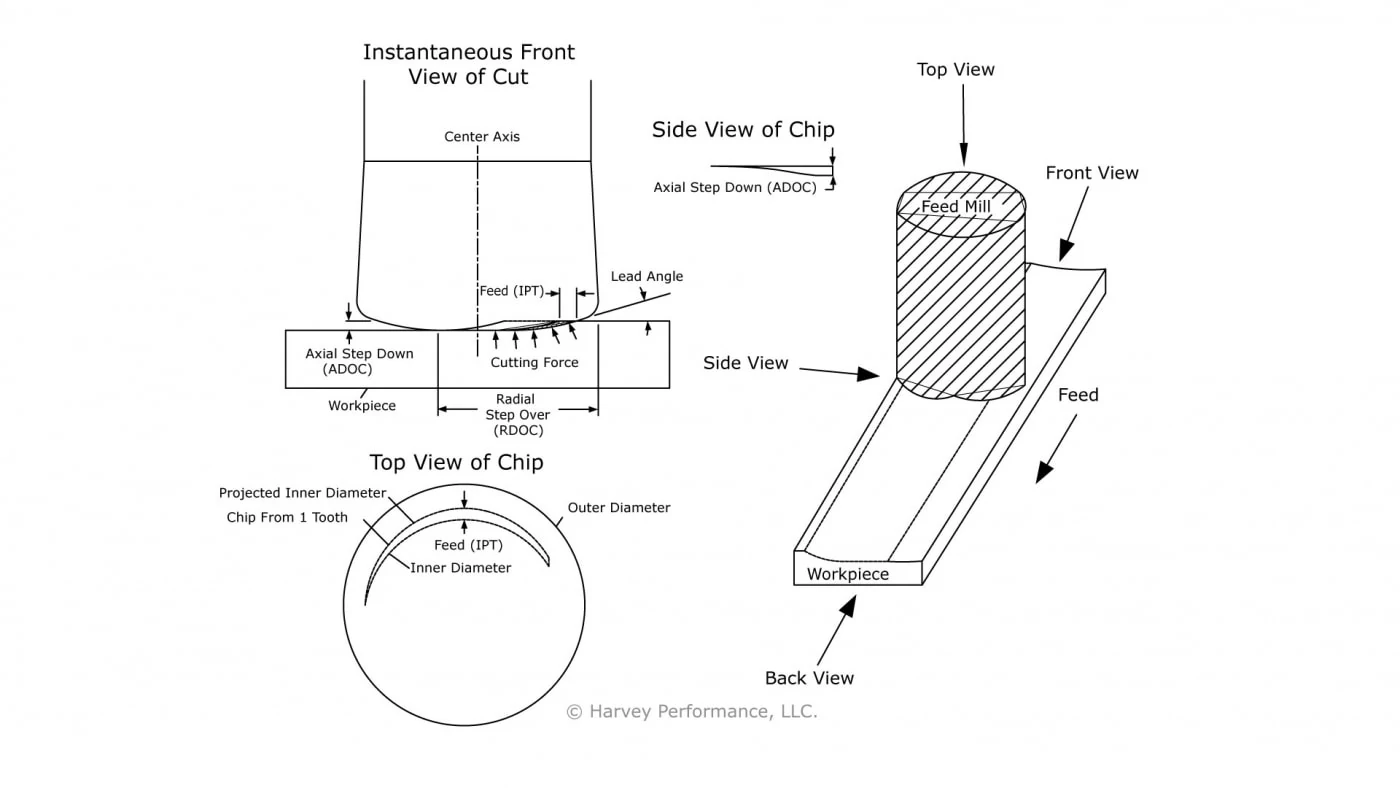
Как видно на рисунке 1 ниже, когда концевая фреза с большой подачей правильно входит в заготовку, малый угол в плане в сочетании с малой осевой глубиной резания передает большую часть силы резания вверх вдоль центральной оси инструмента. Небольшое радиальное усилие позволяет работать с большим радиусом действия без неблагоприятного воздействия вибрации, которая может привести к поломке инструмента. Это полезно для приложений, требующих небольшого количества радиальной силы, таких как обработка тонких стенок или оконтуривание глубоких карманов.
Комбикормовые заводы имеют агрессивные нормы кормления
На рис. 1 также показан мгновенный снимок стружки, формирующейся при прохождении надлежащей траектории инструмента для черновой обработки. Обратите внимание, как стружка (отмеченная диагональными линиями) утончается по мере приближения к центральной оси инструмента. Это связано с изогнутой геометрией нижней кромки. Из-за этого явления утончения стружки необходимо увеличить подачу инструмента, чтобы инструмент активно участвовал в резании и не терся о заготовку. Трение увеличивает трение, что, в свою очередь, повышает уровень тепла вокруг зоны резания и вызывает преждевременный износ инструмента. Поскольку этот инструмент требует повышенной нагрузки на стружку для поддержания жизнеспособной режущей кромки, инструмент получил название «Мельница с большой подачей».

Другие явления, связанные с изогнутой геометрией нижнего края
Изогнутая геометрия нижнего края также санкционирует выполнение следующих действий:
- К траектории инструмента CAM добавляется программируемый радиус
- Формирование фестонов при облицовке.
- Стружка разной формы, образующаяся при прорезании пазов, по сравнению с черновой обработкой HEM
Программируемый радиус
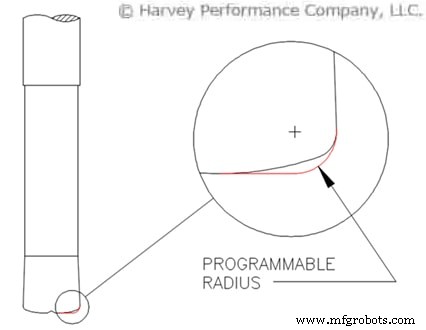
Концевые фрезы Helical Solutions для больших подач имеют конструкцию нижней кромки с двойным радиусом. Из-за этого точный профиль не может быть легко запрограммирован некоторыми программами CAM. Поэтому теоретический радиус используется для облегчения интегрирования. Просто запрограммируйте траекторию инструмента с закругленной вершиной и используйте теоретический радиус (см. ниже на рис. 2) из таблицы размеров в качестве углового радиуса.
Управление гребешками
Гребешок — это выступ материала, оставленный режущими инструментами с изогнутыми профилями. Три основных фактора, которые определяют высоту и ширину морских гребешков:
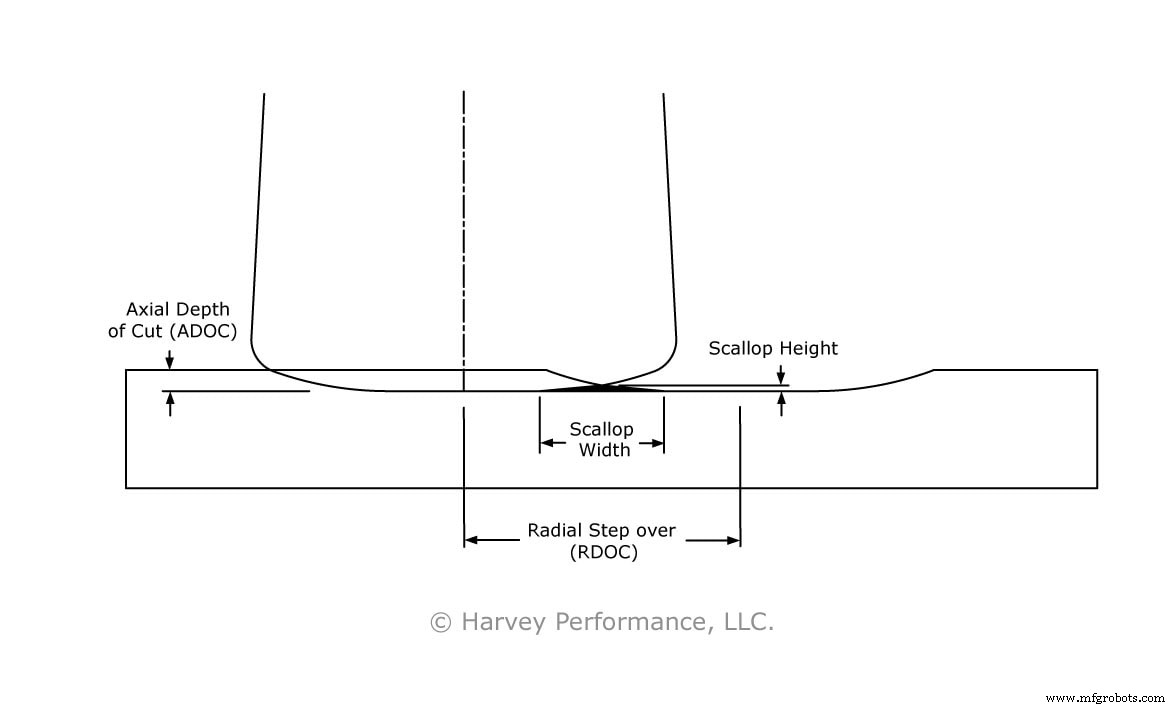
<ол тип="1">На Рисунке 3 ниже показан гребешковый профиль типичного чернового резания с радиальным шагом 65 % и осевой глубиной резания 4 %. Заштрихованная область представляет собой гребешок, оставшийся после двух черновых проходов и идущий параллельно траектории движения инструмента.
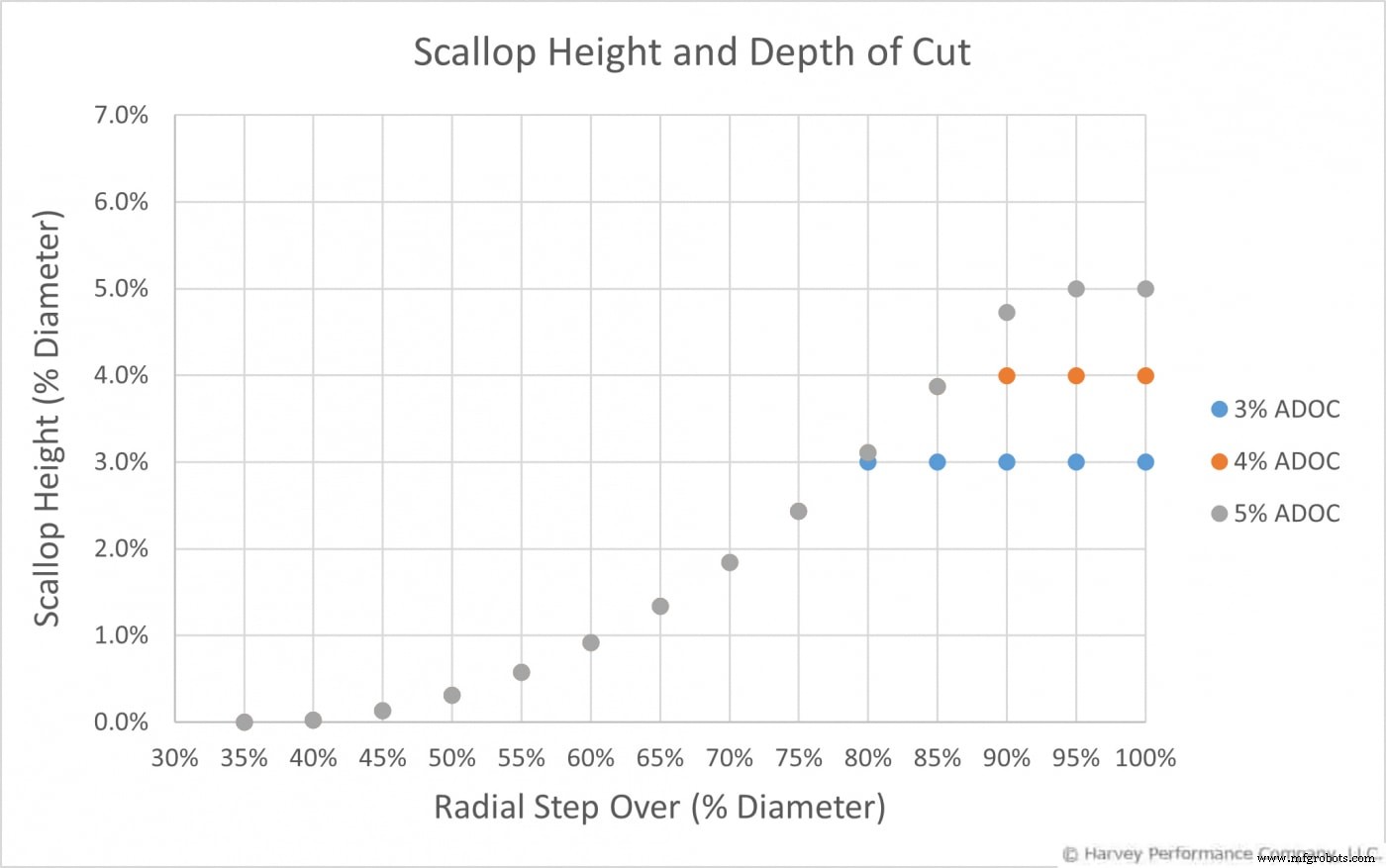
На рисунках 4 и 5 показано влияние радиальной и осевой глубины вырезов на высоту и ширину гребешков. Эти цифры следует рассматривать в контексте рисунка 3. Используются проценты по диаметру, а не стандартные единицы измерения, чтобы показать, что этот эффект можно предсказать при любом размере инструмента. На рисунке 4 показано, что гребешок начинает формироваться, когда инструмент запрограммирован на радиальный шаг между 35% и 40%. Высота увеличивается экспоненциально до тех пор, пока не будет максимальной на осевой глубине резания. На рис. 5 показано, что существует линейная зависимость между радиальным шагом и шириной гребешка. Никакой зависимости между шириной гребешка и осевой глубиной резания не наблюдается, пока ADOC и радиус кривизны нижней режущей кромки остаются постоянными.
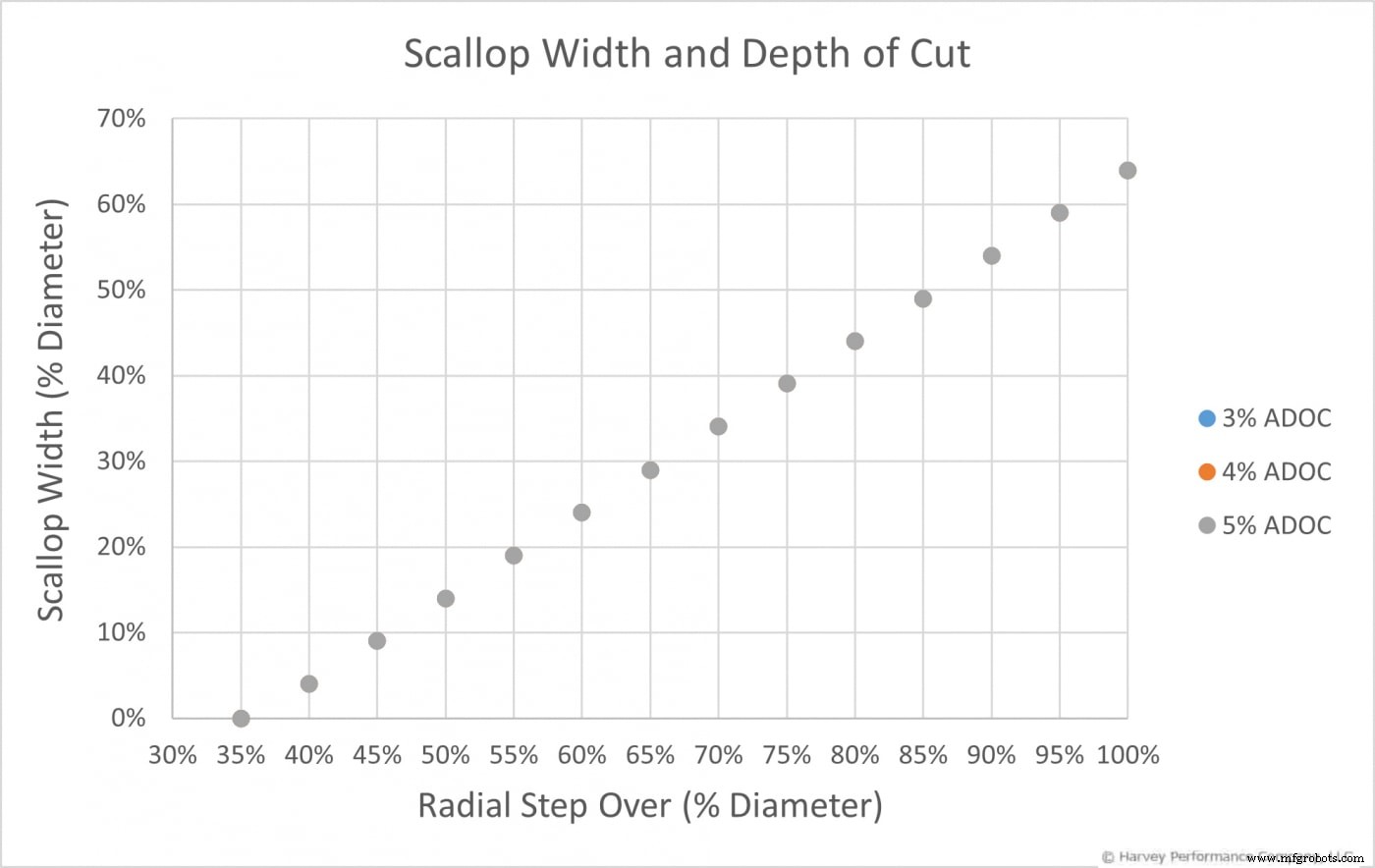
Из графиков на рисунках 4 и 5 мы получаем следующие уравнения для размеров гребешка.
Примечания относительно этих уравнений:
- Эти уравнения применимы только к спиральным концевым фрезам с большой подачей.
- Эти уравнения являются приблизительными.
- Уравнение высоты гребешка становится неточным после достижения осевой глубины резания
- RDOC выражается в процентах диаметра (0,55 x диаметр, 0,65 x диаметр и т. д.)
Кривизна нижней кромки концевых фрез с большой подачей
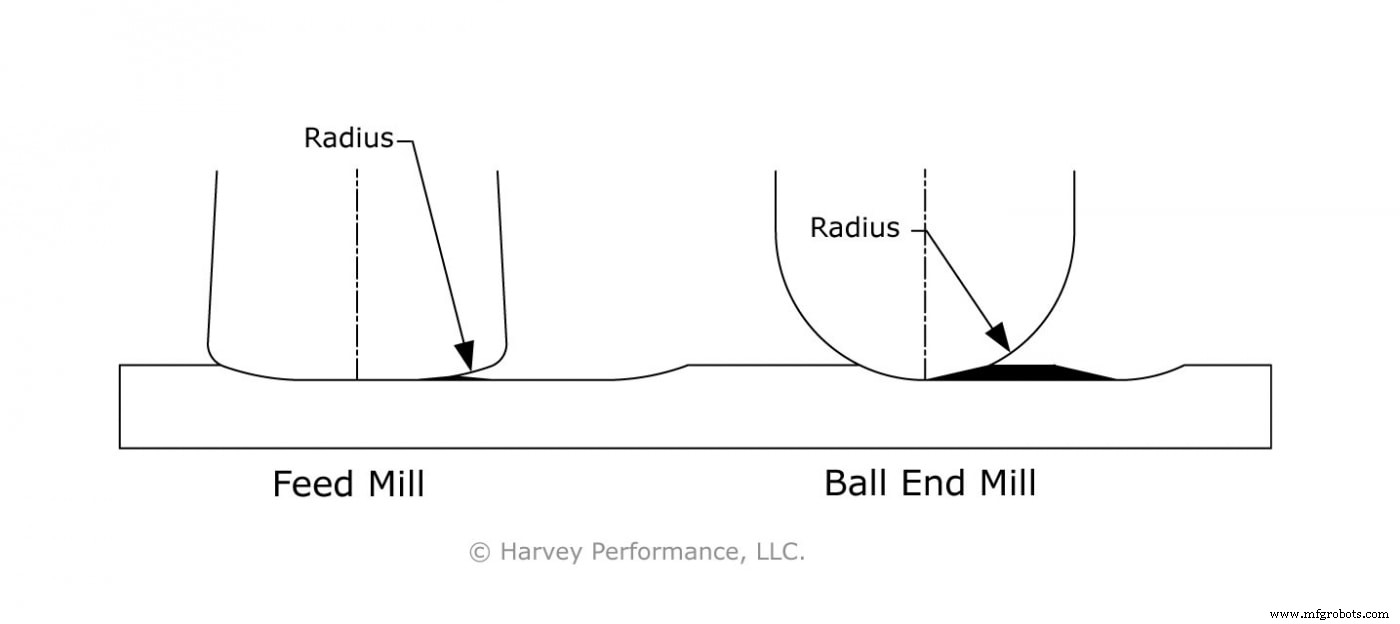
Чем меньше радиус кривизны, тем больше высота гребешка. Например, большой частичный радиус нижней режущей кромки концевой фрезы с высокой подачей Helical Solutions будет иметь меньший гребешок по сравнению с концевой фрезой со сферической головкой, запрограммированной на ту же траекторию движения инструмента. На рис. 6 показано сравнение концевой фрезы со сферической головкой и фрезы с большой подачей с одинаковой радиальной и осевой глубиной резания. Ширина и высота гребешка заметно больше у шаровой концевой фрезы, поскольку она имеет меньший радиус кривизны.
Полное размещение
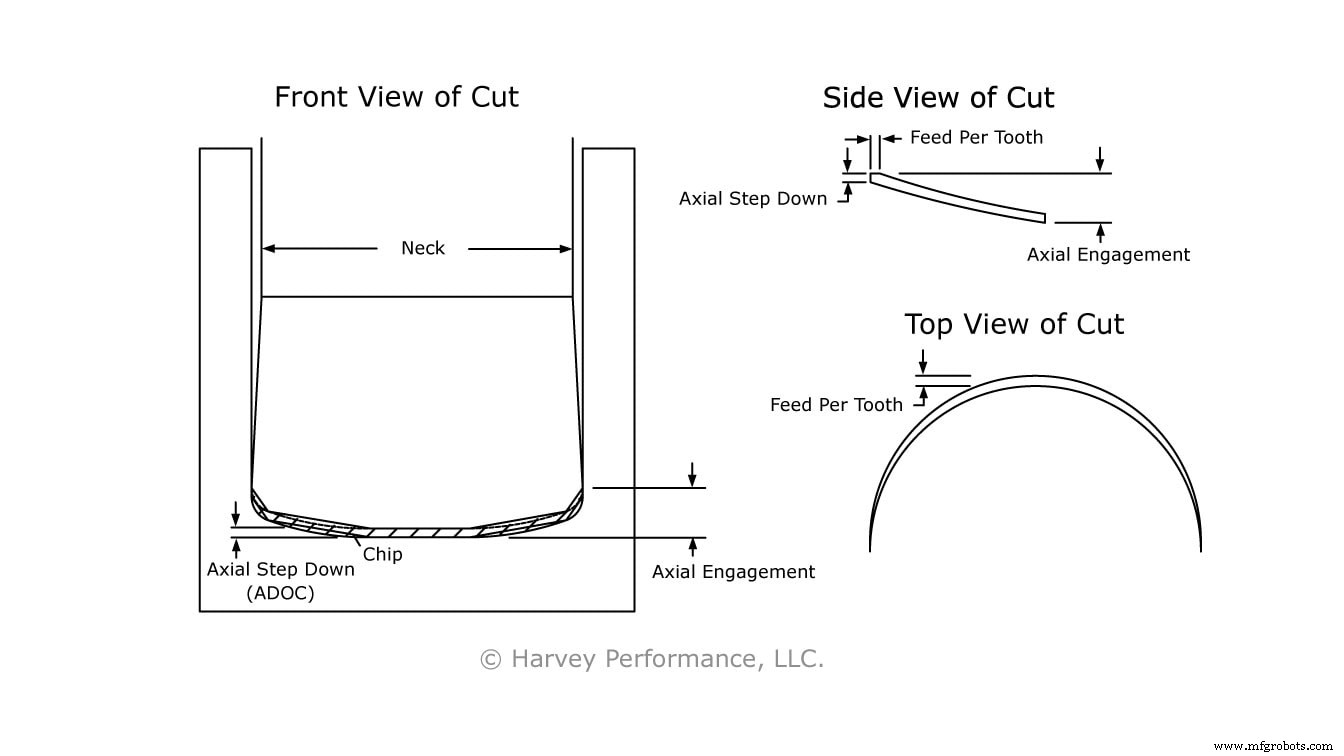
При прорезании пазов скорость подачи должна быть значительно снижена по сравнению с черновой обработкой, так как задействуется большая часть нижней режущей кромки. Как показано на рисунке 7, осевой шаг вниз не соответствует осевому зацеплению. Заняв полный слот, микросхема приобретает сложную форму. При просмотре стружки сбоку видно, что инструмент не выполняет полное осевое зацепление в какой-то момент времени. Стружка повторяет контур на шлице, вырезанном по форме нижней кромки инструмента. Из-за этого явления стружка опускается до самой нижней точки паза, а затем возвращается к самой высокой точке осевого зацепления вдоль стороны. Это создает длинную тонкую стружку, которая может закупоривать небольшие канавки инструмента, что приводит к преждевременному выходу инструмента из строя. Эту проблему можно решить, уменьшив скорость подачи и увеличив количество охлаждающей жидкости, используемой в операции.
Таким образом, изогнутый профиль нижней кромки инструмента обеспечивает более высокие скорости подачи при фрезеровании с высокой подачей из-за эффекта утончения стружки, который он создает с его малым углом в плане. Этот малый угол в плане также распределяет силы резания в осевом, а не в радиальном направлении, уменьшая вибрацию, с которой может столкнуться обычная концевая фреза в тех же условиях. Операторы должны быть осторожны, так как изогнутая нижняя кромка также позволяет формировать фестоны, требует программируемого радиуса при использовании некоторых пакетов CAM и делает прорезание пазов менее производительным, чем черновые операции.
Станок с ЧПУ
- для предотвращения поломки концевых фрез
- Какой инструмент лучше всего подходит для резки листового металла?
- История расточных станков
- Vespel®:аэрокосмический материал
- Руководство по поиску и устранению неисправностей концевых фрез и фрезерных станков
- Введение в высокоэффективное фрезерование
- Как оптимизировать результаты при обработке миниатюрными концевыми фрезами
- Как продлить срок службы вашей концевой фрезы
- Как максимизировать высокую балансировку концевых фрез
- Что нужно знать о концевой фрезе с пластиной