


Допуски на хвостовик, посадки на цангу и преимущества h6
Хвостовик режущего инструмента является одной из наиболее важных частей инструмента, так как он имеет решающее значение для соединения цангового инструмента. Существует несколько типов хвостовиков, каждый со своими допусками и подходящими методами держателя инструмента. Одним из самых популярных и эффективных стилей крепления инструмента является термоусадочная оправка, которая работает с хвостовиками h6, но что это означает и каковы ее преимущества? Чем этот тип хвостовика отличается от хвостовика со стандартными допусками хвостовика? Чтобы ответить на эти вопросы, мы должны сначала изучить принципы допусков.

Принципы допусков
Определение стандартных допусков
Есть две категории допусков хвостовика, с которыми должны быть знакомы машинисты и инженеры, работающие на станке с ЧПУ:основание отверстия и основание хвостовика (или вала). Базисная система отверстий — это то, где минимальный размер отверстия является отправной точкой допуска. Если допуск отверстия начинается с заглавной «H», то отверстие имеет положительный допуск без отрицательного допуска. Базовая система хвостовика - это исходная точка максимального размера хвостовика. Эта система представляет собой относительно ту же идею, что и система базиса отверстия, но вместо этого, если допуск начинается со строчной буквы «h», хвостовик имеет отрицательный допуск и не имеет положительного допуска.
Буквенные обозначения
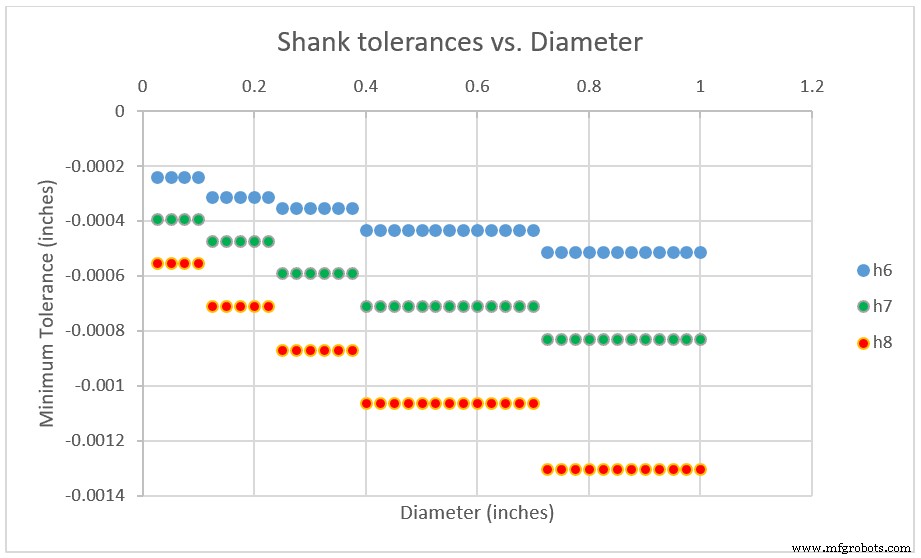
Пределы допуска на хвостовик или отверстие обозначают соответствующей буквой, обозначающей отклонение. Например, буква «k» имеет противоположные обозначения минимума и максимума, как «h». Допуски, начинающиеся с «k», исключительно положительные, а допуски, начинающиеся с «h», исключительно отрицательные. Число, следующее за данной буквой, обозначает степень международного допуска (IT). Например, допуск с номером 6 будет иметь меньший диапазон допуска, чем номер 7, но больший, чем номер 5. Этот диапазон основан на размере хвостовика. Отверстие диаметром 0,030 дюйма будет иметь допуск h6 (+0,0000, -0,0002), а отверстие диаметром 1,00 дюйма имеет диапазон допуска h6 (+0,0000, -0,0005).
Важно отметить, что в большинстве источников допуски ИТ указаны в миллиметрах, тогда как приведенный ниже график переведен в дюймы. Операции, требующие более точного изготовления, такие как развертывание, будут иметь более низкие категории IT. Операции, не требующие такой точности производства, будут иметь более высокие оценки ИТ.
Предпочтительные цанговые посадки
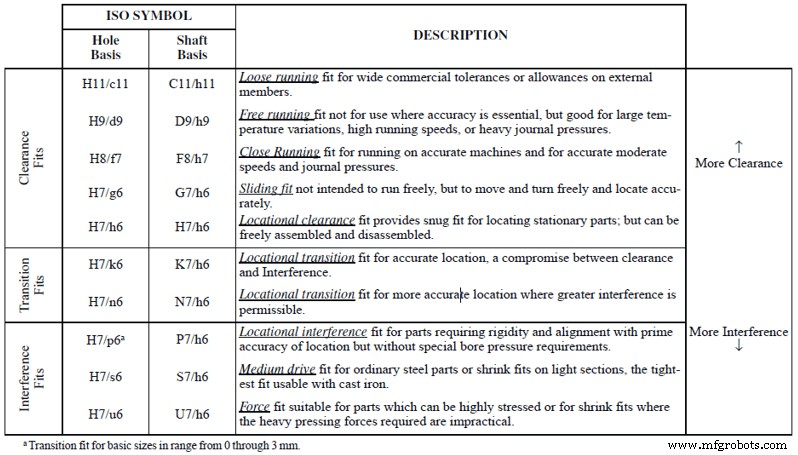
Различные типы комбинаций допусков основания отверстия и основания хвостовика приводят к различным типам посадок цанги. В следующей таблице представлены несколько различных типов предпочтительных посадок и допуски хвостовика, необходимые для каждой из них.
Держатели инструментов с термоусадкой
Держатель термоусадочной посадки является одним из наиболее популярных стилей держателей инструмента из-за его способности быть более настраиваемым, как видно из приведенной выше диаграммы. В этом методе цанга нагревается для расширения, а затем охлаждается для сжатия вокруг хвостовика инструмента. При комнатной температуре режущий инструмент не должен быть вставлен в термоусадочную державку — только когда державка подверглась тепловому расширению из-за введения значительного количества тепла, инструмент должен подойти. По мере остывания держателя инструмент удерживается на месте все крепче и крепче. Обычно держатель нагревается через кольцо катушек индукционным нагревателем. Важно равномерно нагревать держатель, стараясь не перегревать его. Это может привести к тому, что удерживаемый хвостовик расширится внутри держателя и останется застрявшим.

Преимущества термоусадочных держателей
- Захватывающая сила. Хвостовик удерживается на одном уровне с держателем, что обеспечивает более плотное соединение.
- Низкое биение. Более надежное соединение продлит срок службы инструмента и повысит качество обработки поверхности.
- Улучшенный баланс для высоких оборотов. Благодаря более плотному соединению инструмента с держателем существует возможность более агрессивных рабочих параметров.
Узнайте больше о держателях инструментов с помощью нашего веб-семинара с объяснением режущих инструментов
Обобщенные допуски хвостовика
Понимание допусков хвостовика является сложной частью процесса обработки, так как от этого зависит, какой держатель инструмента подходит для вашей работы. Надежное соединение держателя имеет жизненно важное значение для производительности инструмента в вашем приложении. Благодаря термоусадочному держателю h6 достигается надежное соединение с более сильным захватом. Однако с этим типом державки можно использовать только определенные хвостовики. От буквенного обозначения, присвоенного хвостовику, до того, является ли эта буква прописной или строчной, каждая деталь имеет жизненно важное значение для обеспечения надлежащей посадки между хвостовиком вашего инструмента и соответствующей термоусадочной оправкой.
Станок с ЧПУ
- Существенные преимущества волоконных лазерных резаков
- 15 преимуществ аппарата лазерной сварки
- 10 удивительных преимуществ цифровой режущей машины
- Вознаграждение сотрудников:мощный стратегический инструмент для вашего набора инструментов
- Преимущества и недостатки больших и малых углов спирали
- Почему важен счет флейт
- Наиболее распространенные методы ввода инструмента
- Введение в трохоидальное фрезерование
- Как сделать жесткие допуски деталей с ЧПУ
- Основные преимущества использования пуансонов и матриц из инструментальной стали