


Наиболее распространенные методы ввода инструмента
Ввод инструмента имеет решающее значение для успеха обработки, так как это одна из самых тяжелых операций для фрезы. Ввод детали способом, не подходящим для инструмента или операции, может привести к повреждению детали или исчерпанию ресурсов цеха. Ниже мы рассмотрим наиболее распространенные методы ввода деталей, а также советы по их успешному выполнению.
<час>Предварительно просверленное отверстие
Предварительное сверление отверстия на всю глубину кармана (и на 5-10% больше, чем диаметр концевой фрезы) является наиболее безопасным способом опускания концевой фрезы в карман. Этот метод обеспечивает наименьшую степень неправильного обращения с концевой работой и преждевременного износа инструмента.
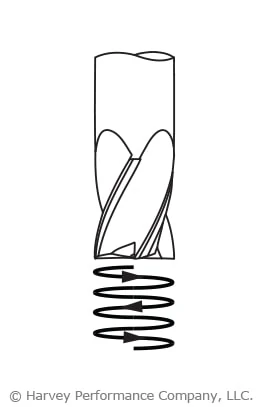
Спиральная интерполяция
Спиральная интерполяция является очень распространенной и безопасной практикой ввода инструмента в железосодержащие материалы. Использование концевых фрез с угловым радиусом во время этой операции уменьшит износ инструмента и уменьшит поломку угла. В этом методе используйте запрограммированный диаметр спирали, превышающий 110–120 % диаметра фрезы.
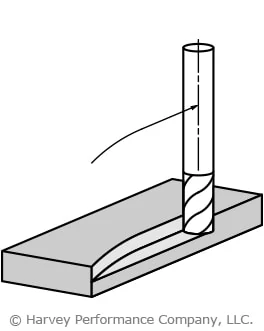
Наращивание
Этот тип операции может быть очень успешным, но фреза должна выдерживать множество различных скручивающих усилий. Ключевым фактором для этого метода является прочная сердцевина, а также место для надлежащей эвакуации стружки. Поможет использование инструментов с угловым радиусом, которые усиливают его режущую часть.
Предлагаемые начальные углы наклона:
Твердые/черные материалы:1°-3°
Мягкие/цветные металлы:3°-10°
Дополнительную информацию об этом популярном методе ввода инструментов см. в разделе «Работа до успеха».
<час>Дуга
Этот метод ввода инструмента подобен линейному врезанию как по методу, так и по преимуществам. Однако в то время как врезание входит в деталь сверху, дугообразование происходит сбоку. Концевая фреза движется по изогнутой траектории инструмента или дуге при фрезеровании, что постепенно увеличивает нагрузку на инструмент по мере его входа в деталь. Кроме того, нагрузка на инструмент уменьшается по мере его выхода из детали, что помогает избежать ударной нагрузки и поломки инструмента.
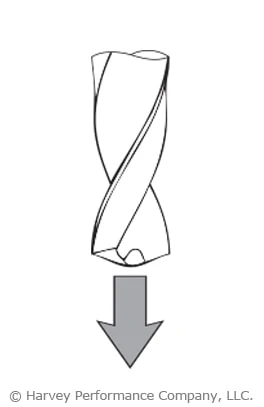
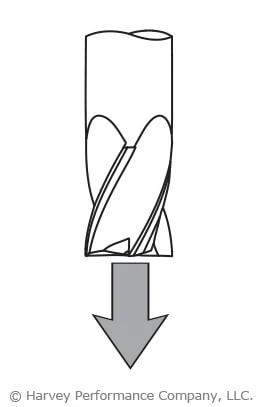
Прямой прыжок
Это распространенный, но часто проблематичный метод ввода детали. Прямое погружение в деталь может легко привести к поломке инструмента. Однако при выборе этого метода обработки должны быть соблюдены определенные критерии для достижения наилучших шансов на успешную обработку. Инструмент должен быть режущим по центру, так как концевое фрезерование имеет плоскую точку входа, что чрезвычайно затрудняет эвакуацию стружки. Однако сверла предназначены для прямого погружения и должны использоваться для этого типа операций.
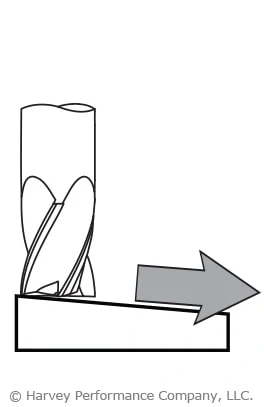
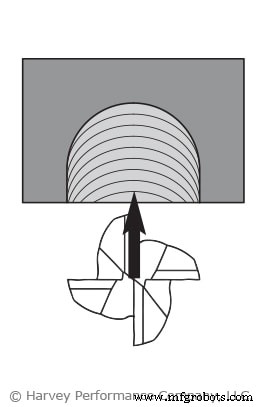
Прямой ввод инструмента
Прямой вход в деталь оказывает негативное воздействие на фрезу, как и прямой врез. До тех пор, пока фреза полностью не войдет в зацепление, во время этой операции скорость подачи при входе рекомендуется уменьшить не менее чем на 50%.
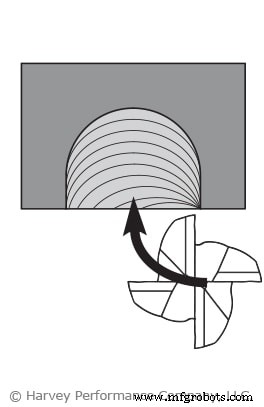
Ввод свернутого инструмента
Вкатывание в пропил гарантирует, что фреза пройдет свой путь до полного зацепления и, естественно, приобретет нужную толщину стружки. Скорость подачи в этом сценарии должна быть уменьшена на 50%.
Станок с ЧПУ
- 12 самых распространенных приложений для обработки данных в 2021 году
- Наиболее распространенные проблемы с файлами Gerber и решения
- Наиболее распространенные причины отказа гидравлической системы
- Методы станков для приобретения станков Коха
- Наиболее распространенные приложения a286
- Наиболее распространенные области применения нержавеющей стали
- Общие свойства инструментальных сталей и суть их обработки
- Каковы наиболее распространенные типы станков с ЧПУ?
- Наиболее распространенные обычные токарные операции, которые вы должны знать
- Наиболее распространенные причины поломки пуансона