


Стили захвата и соображения
У машинистов есть ряд переменных, которые следует учитывать при настройке устройств для операции обработки. Когда дело доходит до заготовок с ЧПУ, существуют некоторые существенные различия между удержанием дублирующей детали со слабыми допусками с 10-минутным временем цикла и удержанием специализированной детали с жесткими допусками с 10-часовым временем цикла. Определение того, какой метод лучше всего подходит для вашей работы по механической обработке, имеет важное значение для поддержания эффективной работы.
Зажимные устройства с ЧПУ
Идеальные удерживающие устройства имеют легко воспроизводимые настройки. По этой причине некоторые станки имеют стандартные зажимные приспособления. Тиски обычно используются на фрезерных станках, а патроны или цанги используются на токарных станках. Иногда для детали может потребоваться индивидуальная установка станка с ЧПУ, чтобы правильно закрепить деталь во время обработки. Крепления и приспособления являются примерами настраиваемых устройств.
Фиксаторы и приспособления
Кондуктор — это удерживающее устройство, которое удерживает, поддерживает и фиксирует заготовку, а также направляет режущий инструмент в определенную операцию (обычно с помощью одной или нескольких втулок). Приспособление, по сути, представляет собой устройство того же типа, но основное отличие состоит в том, что оно не направляет режущий инструмент в заданную операцию. Крепления обычно используются при фрезеровании, а приспособления обычно используются при сверлении, развертывании, нарезании резьбы и растачивании. Кондукторы и приспособления более точны по сравнению со стандартными зажимными приспособлениями с ЧПУ, что приводит к более жестким допускам. Они также могут быть индексируемыми, что позволяет им контролировать движение режущего инструмента, а также движение заготовки. И приспособления, и приспособления состоят из одних и тех же основных компонентов:корпусов приспособлений, локаторов, опор и зажимов.
4 корпуса приспособлений
Существует 4 основных типа корпусов приспособлений:лицевые панели, опорные пластины, угловые пластины и надгробные плиты.
Лицевые панели: Обычно используется на токарных станках, когда компоненты крепятся к лицевой панели, а затем устанавливаются на шпиндель.
Основные платы: Распространены во фрезерных и сверлильных операциях и крепятся к рабочему столу.
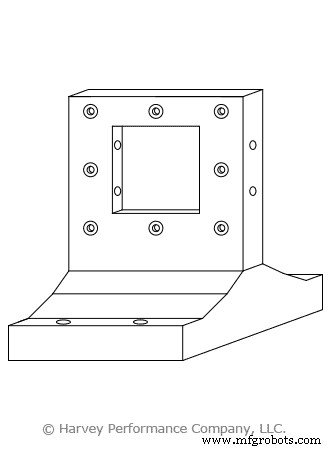
Угловые пластины: Две пластины перпендикулярны друг другу, но некоторые из них регулируются или настраиваются для изменения угла заготовки.
Надгробия :большие вертикально ориентированные прямоугольные приспособления, которые ориентируют заготовку перпендикулярно рабочему столу. Надгробия также имеют две стороны для размещения нескольких частей.
Локаторы
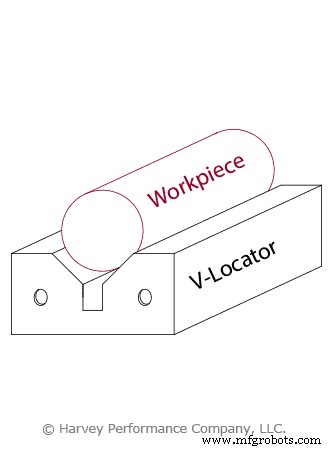
Локаторы характеризуются четырьмя критериями:сборные, интегральные, фиксированные и регулируемые. Собранные локаторы можно прикреплять и снимать с приспособления, в отличие от интегральных локаторов, встроенных в приспособление. Фиксированные локаторы не допускают перемещения компонентов, в то время как регулируемые локаторы допускают перемещение за счет использования резьбы и/или пружин и могут подстраиваться под размер заготовки. Их можно комбинировать, чтобы обеспечить соответствующее соотношение жесткости и удобства сборки. Например, приспособление V-образного локатора представляет собой комбинацию собранных и фиксированных локаторов. Его можно прикрепить к приспособлению, но он не имеет движущихся компонентов.
Поддерживает
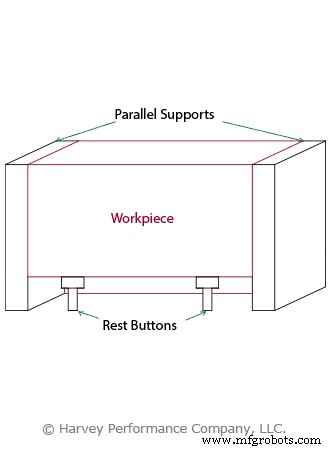
Опоры делают именно то, что следует из их названия, они поддерживают заготовку в процессе обработки, чтобы избежать деформации заготовки. Эти компоненты могут использоваться в качестве локаторов, а также быть фиксированными, регулируемыми, интегрированными или собранными. Как правило, во время изготовления под заготовку подкладывают опоры, но это также зависит от геометрии заготовки, используемого станка и места контакта режущего инструмента. Опоры могут быть разных форм и размеров. Например, стопорные кнопки представляют собой меньшие опорные компоненты, используемые последовательно либо снизу заготовки, либо сбоку. Параллельно с этим по обеим сторонам детали размещаются параллельные опоры для обеспечения общей поддержки.
Зажимы
Зажимы — это устройства, используемые для укрепления или удержания вещей вместе, они бывают разных форм, размеров и прочности. Тиски и патроны имеют подвижные губки и считаются стандартными зажимами. Одним из нетипичных примеров является рычажный зажим, который имеет шарнирный штифт, который действует как точка опоры для рычажной системы. Одним из наиболее удобных видов является система силового зажима. Существует два типа силового зажима:гидравлический и пневматический.
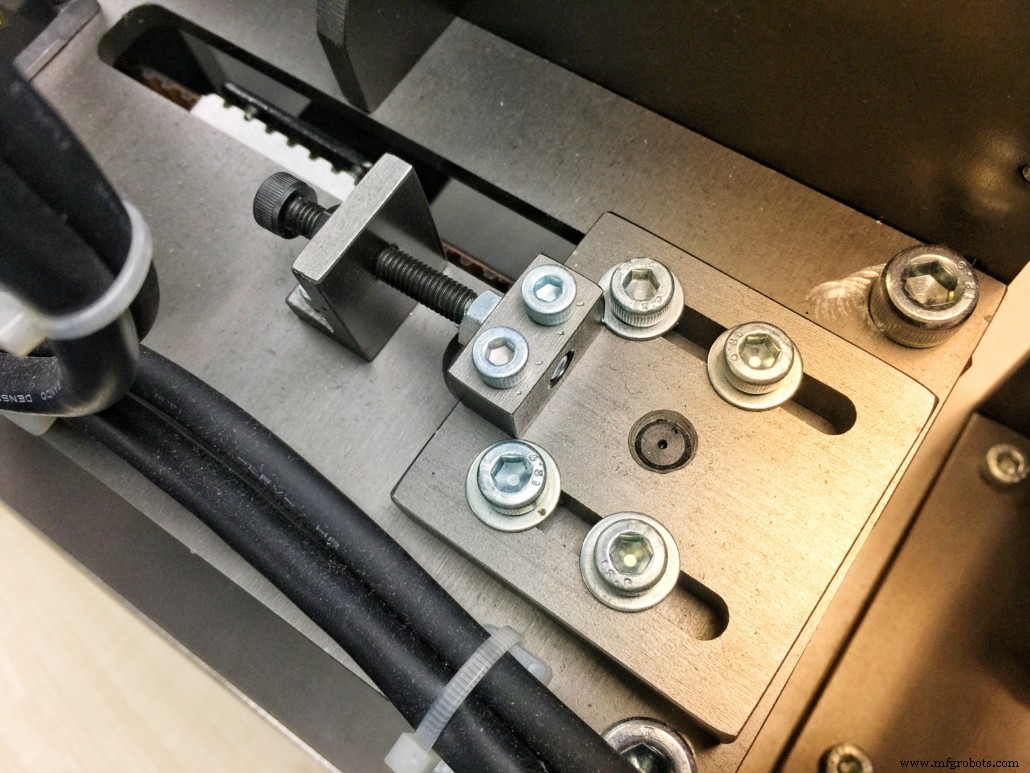
Пример стандартной настройки прибора.
Гидравлические системы фиксации
Гидравлические системы создают силу захвата за счет сжатия жидкости. Этот тип силового зажима обычно используется с более крупными заготовками, поскольку обычно занимает меньше места по сравнению с пневматическими зажимами.
Пневматические зажимы
Пневматические зажимы достигают своей силы захвата за счет мощности, создаваемой сжатым газом (обычно воздухом). Эти системы, как правило, более громоздкие и используются для небольших заготовок, которым требуется меньше места на рабочем столе. Силовой зажим имеет несколько преимуществ по сравнению с обычным зажимом. Во-первых, эти системы можно быстро активировать и деактивировать, чтобы сэкономить время на перенастройку. Во-вторых, они оказывают равномерное давление на деталь, что помогает предотвратить ошибки и деформацию. Их существенным недостатком является стоимость системы, но ее можно быстро компенсировать за счет экономии производственного времени.
Ключевые правила
Наконец, есть несколько рекомендаций, которым следует следовать при выборе подходящего зажимного приспособления с ЧПУ или установки шаблона.
Обеспечение надлежащего допуска
Допуски используемого зажимного устройства должны быть на 20-50 % жестче, чем допуски заготовки.
Используйте приемлемые установочные и вспомогательные элементы
Фиксирующие и поддерживающие детали должны быть изготовлены из закаленного материала, чтобы предотвратить износ и обеспечить возможность многократного использования без выпадения поддерживаемых ими заготовок за пределы допуска. Опоры и фиксаторы также должны быть стандартизированы, чтобы их можно было легко заменить.
Разместите зажимы в правильных местах
Зажимы должны располагаться над опорами, чтобы усилие зажима передавалось на опору, не деформируя заготовку. Зажимы, локаторы и опоры также должны быть размещены так, чтобы силы резания распределялись как можно более равномерно по всей детали. Настройка должна позволять легко зажимать и не требовать больших изменений с течением времени
Максимальная гибкость обработки
Конструкция приспособления или зажимных приспособлений должна максимально увеличивать количество операций, которые можно выполнить в одной ориентации. Во время операции обработки установка должна быть жесткой и устойчивой.
Итог
Удержание заготовки может быть выполнено несколькими различными способами и решить одну и ту же задачу успешного захвата детали во время операции обработки с конечным результатом в допуске. Качество этого закрепления может сильно различаться, так как некоторые настройки будут более эффективными, чем другие. Например, нет смысла создавать сложное приспособление для создания небольшой щели по центру прямоугольного алюминиевого кирпича; тиски вполне подойдут. Максимальное повышение эффективности и действенности установки станка с ЧПУ оператора повысит производительность за счет экономии на переналадке, времени, а также затрат на бракованные детали, не соответствующие допускам.
Станок с ЧПУ
- Что такое суперфинишная обработка в металлообработке?
- Практические соображения - индукторы
- Как установить нулевую точку фрезерного станка с ЧПУ на заготовке
- 6 самых важных соображений перед тем, как нанять механический цех
- Рекомендации по компоновке печатной платы
- Методы зажима заготовки с ЧПУ — найдите лучший способ загрузить заготовку для обработки с ЧПУ.
- Соображения по проектированию антенны при разработке IoT
- Вопросы теплового дизайна печатной платы
- Типы шлифовальных станков
- Понимание процесса токарной обработки на станках с ЧПУ