


Отколоть старый блок:как контролировать хаос, который представляет собой «формирование стружки»

С появлением передовой автоматизации производства и Индустрии 4.0 значение автономных производственных систем возрастает. Надлежащее удаление стружки является важным фактором, обеспечивающим действительно автономную обработку. Читайте дальше, чтобы узнать о факторах, влияющих на образование стружки, и методах их контроля.
В последние десятилетия станки постоянно совершенствовались, а автономные системы обработки зарекомендовали себя как незаменимые компоненты автоматизации производства. Проблемы процесса обработки, такие как удаление стружки, стоят на пути эффективных автономных систем обработки. Таким образом, эффективное управление стружкодроблением является важнейшей характеристикой всех современных систем обработки.
Характеристики формируемой стружки зависят от типа обрабатываемого материала, пластичного или хрупкого. С другой стороны, параметры процесса обработки также играют важную роль в образовании стружки, а именно скорость подачи, передний угол, скорость резания, глубина резания и силы трения (использование смазочных материалов и охлаждающих жидкостей).
Операторы станков обычно настраивают параметры процесса для получения высококачественных деталей и эффективной работы станка, полагаясь на стружколомы, чтобы помочь им в удалении стружки.
<ч />Формирование фишек
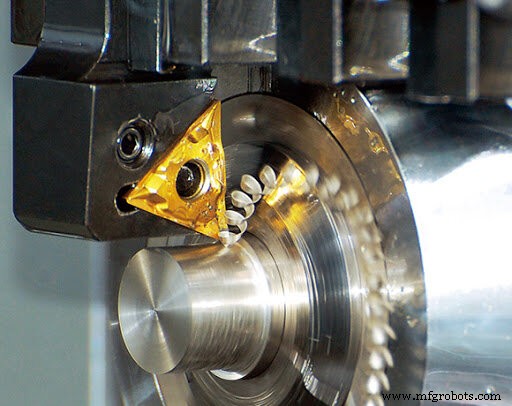
Во время обработки, когда инструмент продвигается в заготовку, металл перед ним сжимается. Когда сжатие превышает предел сжатия, металл отделяется от заготовки и пластически течет в виде стружки (деформация сдвига).
Течение металла происходит в плоскости сдвига за счет первичного сдвига. Плоскость сдвига проходит под углом вверх от необработанной поверхности перед инструментом. Значение угла сдвига зависит от типа материала и условий резания (угол инструмента, скорость резания и т. д.). Когда угол сдвига мал, путь сдвига будет длинным, стружка будет толстой, а сила резания будет высокой, и наоборот.
Когда стружка скользит по поверхности наконечника инструмента, происходит вторичный сдвиг из-за трения. Трение повышает температуру процесса обработки, вызывая чрезмерный нагрев стружки.
<ч />Типы фишек
Типы стружки, образующейся при механической обработке металлов:
-
Сегментированные чипсы
-
Непрерывная стружка
-
Сплошная стружка с наростом (BUE)
Сегментированные (прерывистые) чипсы

Сегментированная стружка обычно возникает при обработке хрупких металлов, таких как латунь, бронза или чугун. Как правило, сегментированная стружка является результатом следующих условий обработки:
-
Низкая скорость подачи;
-
Низкий передний угол;
-
Высокая скорость резки;
-
Высокое трение инструмента о стружку;
-
Значительная глубина резания.
Сегментированная стружка обеспечивает чистоту поверхности при обработке хрупких металлов, простоту удаления стружки, увеличение срока службы инструмента и снижение энергопотребления. В случае пластичных металлов сегментированная стружка обычно приводит к ухудшению качества поверхности и снижению срока службы инструмента.
Непрерывные фишки
Сплошная стружка обычно возникает при обработке ковких металлов, таких как сталь, медь или алюминий, на высоких скоростях резания. Во время обработки температура между наконечником инструмента и пластичной заготовкой становится высокой. Каждый слой снятого металла приваривается к предыдущему слою, образуя длинный и непрерывный поток стружки. Как правило, непрерывная стружка возникает при следующих условиях обработки:
-
Малая глубина резания;
-
Большой передний угол;
-
Высокая скорость резки;
-
Низкое трение инструмента о стружку (использование смазочных материалов или охлаждающих жидкостей);
-
Острая режущая кромка.
Непрерывная стружка обеспечивает чистоту поверхности, более длительный срок службы инструмента и снижение энергопотребления. С другой стороны, утилизация этого типа чипов является сложной задачей. Для улучшения условий утилизации необходимо использовать стружколомы.
Непрерывные чипсы с наращенным краем (BUE)
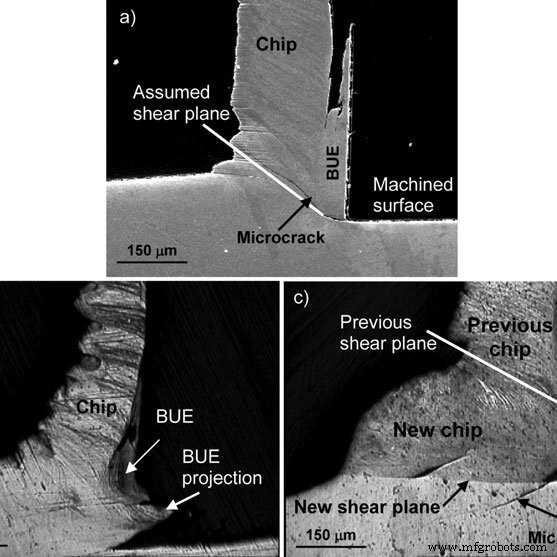
Образование сплошной стружки при использовании BUE вызвано высоким трением между инструментом и стружкой при обработке пластичных металлов. В этих условиях некоторые частицы стружки имеют тенденцию прилипать к кончику инструмента. Поскольку связанный материал образует новую режущую кромку, он продолжает нарастать, пока не оторвется от наконечника инструмента. Во время ломки нарост прилипает как к стружке, так и к поверхности заготовки, что приводит к ухудшению чистоты поверхности. Другое название формирования БУЭ – «сварка стружки». Как правило, непрерывная стружка с BUE возникает при следующих условиях:
-
Низкий передний угол;
-
Низкая скорость резания;
-
Высокие силы трения;
-
Высокая подача.
Поскольку непрерывная стружка с BUE плохо влияет на срок службы инструмента, увеличивает энергопотребление и вызывает плохое качество поверхности, ее предотвращение имеет решающее значение. Такие меры, как снижение трения за счет использования смазочных материалов, предотвращение контакта металла с металлом за счет покрытия инструментов и снижение температуры за счет использования охлаждающих жидкостей, положительно влияют на предотвращение приваривания стружки.
<ч />Управление микросхемами
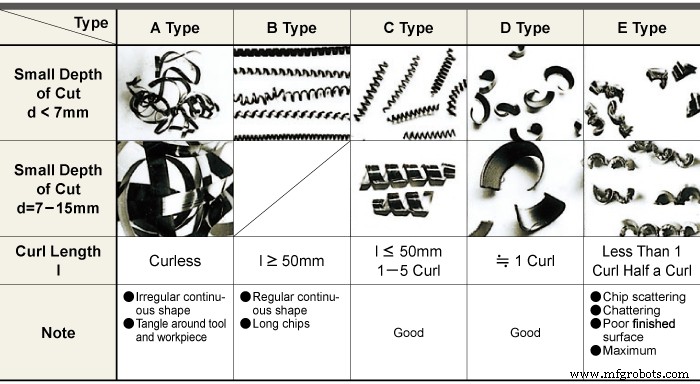
Обработка ковких металлов, таких как сталь, с высокой скоростью резания и большими передними углами приводит к образованию длинной и волокнистой стружки. Эта острая, горячая и непрерывная стружка, которая выходит с высокой скоростью, может угрожать безопасности операторов станков, повреждать продукт, запутываясь в инструменте, и затруднять их утилизацию. Крайне важно разбивать чипы на управляемую геометрию.
Стружка может отламываться либо саморазламыванием, либо принудительным разламыванием. При обработке пластичных материалов из-за разницы температуры и скорости потока стружка имеет тенденцию к скручиванию. Скрученные чипсы могут саморазрушаться тремя различными способами:
-
Путем естественной трещиноватости из-за деформации, вызванной охлаждением;
-
Ударяя по заготовке;
-
Ударяя по инструменту.
Наиболее распространенным методом принудительной ломки является использование стружколома.
Разбиватели стружек

Самая основная функция стружколомов — заставить стружку скручиваться более туго, чем обычно. Принудительное закручивание приводит к тому, что стружка отрывается от удара по заготовке или инструменту. Стружколомы повышают эффективность обработки за счет улучшения контроля над стружкодроблением и снижения сил резания.
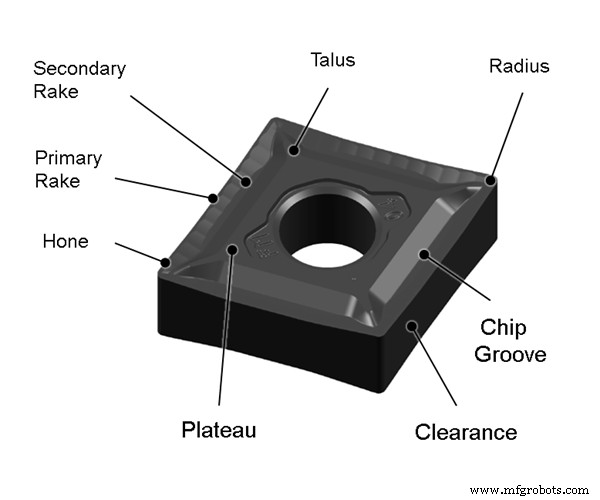
Большинство современных стружколомов имеют форму канавок или препятствий на режущем инструменте. Конструкция стружколома заключается в поиске наилучшей геометрии для заданного сценария обработки, которая создаст напряжение в стружке и заставит ее легко сломаться.
Стружколомы канавочного типа имеют небольшую канавку позади передней режущей кромки. Геометрия кривой определяет радиус кривизны стружки.
Стружколом преградного типа имеет характерную геометрию, напоминающую ступеньку. Преграда может быть цельной или прикрепленной к режущему инструменту. В случае с «приставным» типом их можно настроить для различных условий обработки.
<ч />Заключение
Процесс обработки представляет собой тонкое взаимодействие физики, материаловедения и мехатроники. Во время обработки удаление материала является результатом сил взаимодействия между заготовкой и обрабатывающим инструментом. Природа этих сил взаимодействия определяет цвет и размер фишек. Стружка представляет собой ценную исследовательскую и диагностическую информацию для инженеров по резке. Тем не менее, при неправильном обращении стружка снижает производительность машин.

Во время обработки могут образовываться три различных типа стружки:сегментированная, непрерывная и непрерывная с BUE. Образование стружки зависит от выбора материала и параметров процесса обработки.
Утилизация стружки является жизненно важным фактором, который следует учитывать при повышении общей эффективности обработки и планировании автономной работы станков. Даже несмотря на то, что сегментированная и непрерывная стружка саморазрушается при определенных условиях обработки, рекомендуется использовать стружколомы в установках обработки.
Разделение стружки на подходящие длины с помощью стружколома предотвращает запутывание стружки инструментом, уменьшает вибрацию и предотвращает повреждение инструмента. Стружколом также снижает сопротивление резанию, что, в свою очередь, предотвращает выкрашивание и растрескивание режущей кромки.
При использовании стружколома необходимо выбрать правильный для работы. Для токарных операций, таких как чистовая, получистовая и черновая, мы должны выбрать правильный стружколом для каждой из них. Крайне важно использовать подходящий стружколом в зависимости от желаемой глубины резания, скорости подачи, скорости вращения шпинделя и желаемого качества поверхности.
Производственный процесс
- Картофельные чипсы
- Чем эвакуация стружки при обработке похожа на стрижку газона
- Управление микросхемами ЧПУ. А как насчет чипсов?
- Знайте, как максимизировать эффективность обработки с ЧПУ
- Как обработка с ЧПУ используется в электронной промышленности
- Как правильно выбрать услуги по обработке с ЧПУ?
- История обрабатывающего центра с ЧПУ:почему и как он возник?
- Как автомат по продаже чипсов может обеспечить вас горячими и свежими чипсами?
- Введение в конвейеры для стружки
- Как вы управляете скоростью гидравлического двигателя?