


Гольф-клуб
<час />
Фон
Клюшка для гольфа используется для нанесения ударов по мячу при игре в гольф. У него длинный стержень с захватом на одном конце и утяжеленная головка на другом конце. Головка прикреплена сбоку под острым углом к валу, а ударная поверхность головки наклонена, чтобы придать мячу определенную траекторию движения вверх. Правила гольфа позволяют игроку носить с собой до 14 различных клюшек, каждая из которых предназначена для конкретной ситуации во время игры.
История
Истоки гольфа окутаны историей и, вероятно, произошли от других игр, в которых клюшкой ударяли по небольшому объекту. У римлян была игра под названием Paganica, который включал удары палкой по камню. У французов была похожая игра под названием chole, в то время как у англичан была камбука, в которой использовался деревянный шар. Возможно, самые сильные претензии к гольфу исходят от голландцев, которые, как известно, играли в игру под названием kolfas . еще в 1296 году. В своем первоначальном виде kolfwas играть на любой доступной местности, включая кладбища, шоссе и замерзшие озера. Цель состояла в том, чтобы поразить последовательность мишеней, ударив по мячу деревянной дубинкой с длинной рукоятью. Чтобы обеспечить четкий бросок, мяч был слегка приподнят на куче песка, называемой tuitje, от которого мы получили современный термин тройник.
Утверждение голландцев о происхождении игры горячо оспаривается шотландцами, которые указывают, что они играли в гольф так же или дольше, чем голландцы. Независимо от происхождения, не подлежит сомнению, что именно шотландцы популяризировали игру. Он стал настолько популярным, что в 1467 году шотландский парламент принял закон, запрещающий гольф, потому что он отнимал время от стрельбы из лука, необходимой для национальной обороны. Запрет был широко проигнорирован. По иронии судьбы, первая изготовленная клюшка для гольфа была изготовлена шотландским мастером по изготовлению луков по имени Уильям Мейн, который был назначен изготовителем клюшек при дворе короля Джеймса в 1603 году.
Ранние клюшки для гольфа были полностью деревянными. Этот материал не только легко придавал форму, но и был достаточно мягким, чтобы не повредить набитые кожаные мячи для гольфа, которые использовались до середины 1800-х годов. С появлением мяча для гольфа из твердой резины из гуттаперчи в 1848 году игрокам в гольф больше не нужно было беспокоиться о повреждении мяча и они начали использовать клюшки с железными головками. Поскольку железные головы могли быть сформированы с резко наклоненными ударными гранями без потери их силы, дубинки с железными головками, называемые айронами, чаще всего использовались для нанесения более коротких выстрелов с высокой траекторией, в то время как дубинки с деревянными головками, называемые деревянными, использовались для изготовления более длинные выстрелы с низкой траекторией.
До начала 1900-х годов все клюшки для гольфа имели деревянные стержни, независимо от того, имели ли они железные или деревянные головки. Первые клюшки для гольфа со стальной рукоятью были произведены в США в 1920-х годах. Примерно в это же время некоторые создатели клубов начали использовать текущую систему нумерации для обозначения различных клубов, а не старые красочные названия. Леса были пронумерованы от одного до пяти, а утюги - со второго по девять. Чем выше число, тем более наклонная поверхность поражающей грани. Клюшка завершила набор треф и сохранила свое название вместо номера. Песчаный клин был разработан в 1931 году, чтобы помочь гольфистам выбраться из ловушек. Со временем к песчаному клину присоединились несколько других специализированных гольф-клубов.
В начале 1970-х производители представили клюшки для гольфа с рукоятью из армированных волокном композитных материалов, изначально разработанных для военных и аэрокосмических применений. Эти валы были намного легче стали, но были дорогими, и некоторые игроки в гольф чувствовали, что новые валы сильно прогибаются. Позже, когда были разработаны сверхпрочные волокна для контроля изгиба, композитные валы получили большее распространение.
Первые драйверы с металлической головкой были разработаны в 1979 году. В 1989 году за ними последовали первые крупногабаритные драйверы с металлической головкой. Головки увеличенного размера были отлиты с полым центром и заполнены пеной, что придавало им такой же вес, как и меньшие деревянные головки. В сочетании с более длинным и легким композитным валом, большие металлические деревянные доски достигли большей скорости головы при ударе и разогнали мяч дальше. Головки клюшек большого размера также имели большие поражающие поверхности, что делало их более простыми, если мяч попадал не по центру.
Сегодня дизайн и производство клюшек для гольфа - это одновременно искусство и наука. Некоторые производители клубов используют новейшие компьютерные технологии проектирования и автоматизированного производства для строительства сотен тысяч клубов в год, в то время как другие полагаются на опыт и навыки ручной работы, чтобы строить всего несколько десятков клубов на заказ в год.
Сырье
Клюшки для гольфа изготавливаются из самых разных материалов, включая металлы, пластмассы, керамику, композиты, дерево и другие. Для разных частей клюшки выбираются разные материалы в зависимости от их механических свойств, таких как прочность, эластичность, формуемость, ударопрочность, трение, демпфирование, плотность и другие.
Головки клюшек для драйверов и другие виды древесины могут быть изготовлены из нержавеющей стали, титана или эпоксидной смолы, армированной графитовым волокном. Лицевые вставки могут быть изготовлены из циркониевой керамики или керамического композитного материала с металлической титановой матрицей. Негабаритные металлические породы дерева обычно заполняются синтетической полимерной пеной. Традиционалисты могут даже купить древесину, сделанную из настоящего дерева. Используется хурма, ламинированный клен и множество экзотических пород дерева. Головки деревянных клюшек обычно пропитывают консервирующим маслом или покрывают синтетическим покрытием, например полиуретаном, для защиты от влаги.
Головки клюшек для утюгов и клиньев могут быть изготовлены из хромированной стали, нержавеющей стали, титана, вольфрама, бериллиево-никелевого сплава, бериллиево-медного сплава или комбинаций этих металлов. Головки для клюшек могут быть сделаны из тех же материалов, что и утюги, а также из более мягких материалов, таких как алюминий или бронза, потому что скорость удара при надевании намного ниже.
Валы клюшек могут быть изготовлены из хромированной стали, нержавеющей стали, алюминия, эпоксидной смолы, армированной углеродным или графитовым волокном, эпоксидной смолы, армированной борным волокном, или титана. Захваты обычно изготавливаются из формованного синтетического каучука или обернутой кожи.
Дизайн
Правила Ассоциации гольфа США (USGA) содержат лишь несколько кратких параграфов, касающихся конструкции клюшек для гольфа. Нет никаких ограничений по весу или материалам, есть только несколько ограничений по размерам. Валы должны быть не менее 18 дюймов (457 мм) в длину. Расстояние от пятки до носка головы должно быть больше расстояния от лица до затылка. Размер поперечного сечения ручки не должен превышать 1,75 дюйма (45 мм) в любом направлении. Однако из всех правил наиболее важное требует, чтобы клуб "" не отличался существенно от традиционных и традиционных по форме и изготовлению "
Именно это последнее правило иногда дает клубным дизайнерам форт. Это означает, например, что головки клюшек могут не иметь таких функций, как прицельные плавники или отверстия для уменьшения аэродинамического сопротивления. Валы могут не иметь гибких соединений и т. Д. Короче говоря, все, что не является «традиционным и привычным», не допускается. Все новые проекты клубов должны быть представлены в USGA для рассмотрения и утверждения, прежде чем они могут быть использованы в турнирах.
В соответствии с директивами USGA в гольф-клубы добавлено много новых функций. Используя программы автоматизированного проектирования и математические модели динамики клюшек и мячей, дизайнеры научились использовать новые материалы, перераспределять вес и 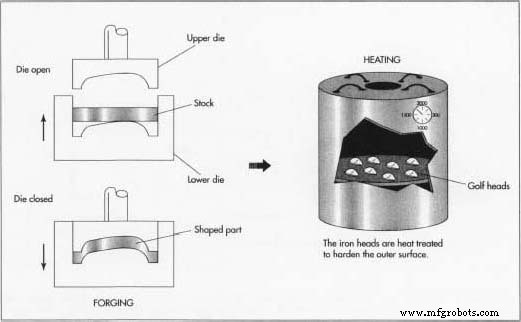 Головка клюшки отливается в процесс, называемый литьем по выплавляемым моделям. После литья голова подвергается термообработке для упрочнения железа. изменить общую форму клюшки, чтобы помочь как профессиональным игрокам в гольф, так и игрокам выходного дня улучшить свои игры.
Головка клюшки отливается в процесс, называемый литьем по выплавляемым моделям. После литья голова подвергается термообработке для упрочнения железа. изменить общую форму клюшки, чтобы помочь как профессиональным игрокам в гольф, так и игрокам выходного дня улучшить свои игры.
Одной из общих черт современных утюгов является утяжеление по периметру, при котором большая часть веса головки клюшки приходится на края, оставляя в центре меньше материала. Эта добавленная масса снижает степень скручивания клюшки, когда мяч ударяется по краю клюшки, а не по центру. Эффект заключается в увеличении размера эффективной зоны поражения, или «зоны наилучшего восприятия», как ее называют игроки в гольф. Полые металлические головки увеличенного размера на некоторых драйверах имеют такой же эффект.
Еще одна конструктивная особенность некоторых современных клюшек - это смещенная головка, ударная поверхность которой расположена позади средней линии вала. Это помещает руки игрока в гольф немного впереди мяча при ударе, что имеет тенденцию к прямоугольной форме лица клюшки и дает лучший контроль направления.
Другие конструктивные особенности помогают игрокам в гольф делать более четкие удары на неровной местности, поднимать мяч в воздух из лужайки и корректировать их склонность к ударам в ту или иную сторону. Как и в любом другом продукте, некоторые функции предлагают больше психологической помощи, чем физической. Несмотря на три десятилетия усовершенствования конструкции клюшек для гольфа, с 1968 по 1995 год дистанция управления лучшими профессиональными гольфистами увеличилась всего на 12 ярдов (11 м), а средний результат упал на один удар каждые 21 год.
Производственный
процесс
Каждый производитель клюшек использует немного другой производственный процесс. Крупнейшие компании используют высокоавтоматизированное оборудование, а самые маленькие компании используют ручной инструмент. Некоторые части производственного процесса могут быть уникальными для одной компании и считаться коммерческой тайной.
Вот типичная последовательность операций, используемых для производства утюга для гольфа с утяжелением по периметру.
Формирование головы
- 1 Головка формируется методом литья по выплавляемым моделям. Мастер умереть от
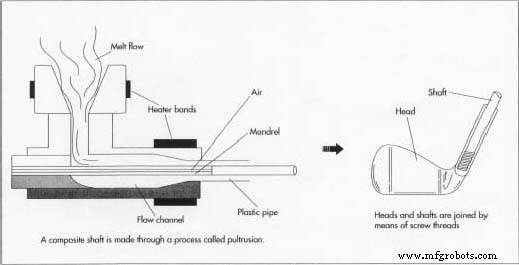 Если вал сделан из стали или нержавеющей стали, он формируется с помощью процесса, называемого вытяжкой трубы. Вал соединен с головкой клюшки с помощью винтовой резьбы. Головка клюшки сделана из металла. Матрица состоит из двух половин с полой полостью, которая имеет точную форму и размер желаемой головки клюшки. Расплавленный воск заливается в полость штампа и дает ему затвердеть.
Если вал сделан из стали или нержавеющей стали, он формируется с помощью процесса, называемого вытяжкой трубы. Вал соединен с головкой клюшки с помощью винтовой резьбы. Головка клюшки сделана из металла. Матрица состоит из двух половин с полой полостью, которая имеет точную форму и размер желаемой головки клюшки. Расплавленный воск заливается в полость штампа и дает ему затвердеть. - 2 Когда воск затвердеет, штамп открывается и восковой узор удаляется. Этот процесс повторяется несколько раз. Несколько восковых моделей прикреплены к центральной восковой колонне, называемой литником, чтобы сформировать дерево.
- 3 Дерево погружают в жидкую смесь порошкообразного керамического материала, различных химикатов и гелеобразующего вещества. Отставляют до высыхания покрытия. Затем дерево помещается в контейнер, и контейнер заполняется жидкой суспензией для формования, которой дают затвердеть.
- 4 Закаленную форму нагревают примерно до 1000–2000 ° F (550–1100 ° C) в печи, чтобы расплавить восковые модели. Расплавленный воск стекает со дна, а остатки парафина испаряются. Затем форму переворачивают.
- 5 Расплавленный металл для головки клюшки выливают в горячую форму и дают ему затвердеть. Когда металл остынет, материал формы отрывается от дерева, и отдельные литые головки отрезаются от литника. Процесс литья по выплавляемым моделям позволяет получать детали с превосходной обработкой поверхности без заусенцев или линий разъема, которые необходимо удалить. Детали могут быть изготовлены из самых разных металлов, и их вес одинаков для каждой детали.
- 6 Большинство металлических головок нагреваются до упрочнения внешней поверхности. Головка нагревается пламенем или индукционной катушкой, а затем быстро охлаждается. Это приводит к тому, что сталь у поверхности формирует другую зернистую структуру, которая намного тверже, чем остальная часть головки.
Формирование вала
- 7 Если вал изготовлен из стали или нержавеющей стали, он формируется с помощью процесса, называемого волочением трубы. Трубка желаемой длины частично протягивается через отверстие в матрице, немного меньшее, чем диаметр трубки, в результате чего вытянутый участок трубки сужается по диаметру. Этот процесс повторяется несколько раз. Каждый раз диаметр матрицы становится немного меньше, а длина трубки, протягиваемой через матрицу, становится на несколько дюймов меньше. В результате получается труба, диаметр которой уменьшается с примерно 0,50 дюйма (13 мм) до примерно 0,37 дюйма (9,5 мм) за семь или восемь небольших шагов, разнесенных по длине вала. Если вал изготовлен из стали, после формования он хромируется.
- 8 Если вал изготовлен из композитного материала, армированного графитовым волокном, он образуется в процессе, называемом пултрузией. Пучок графитовых волокон протягивается через круглое отверстие в одной или нескольких нагретых фильерах, в то время как эпоксидная смола проталкивается через отверстие одновременно. Графитовые волокна погружаются в эпоксидную смолу, и под воздействием тепла эпоксидная смола затвердевает, образуя вал. Затем вал охлаждают воздухом или водой и отрезают до нужной длины. Валы, армированные графитовым волокном, имеют одинаковый диаметр по всей длине.
Сборка клуба
- 9 Есть несколько способов прикрепить головку к валу. В некоторых металлических валах вал вставляется в гнездо на головке, а небольшое отверстие просверливается поперек как гнезда, так и вала. Затем в отверстие вдавливается небольшой металлический стержень, который фиксируется эпоксидным клеем. У графитовых валов головка приклеивается к валу с помощью клея. Этот второй процесс становится все более распространенным для валов из всех материалов, включая металлические валы.
- 10 Другой конец вала помещен в полую матрицу, а вокруг его верхней части отформована резиновая рукоятка. Затем на вал может быть нанесена наклейка с указанием производителя, торговой марки, степени изгиба или другой информации.
- 11 Выступающие металлические части отполированы, чтобы придать клюшке законченный вид. В качестве последнего шага любые утопленные буквы или логотипы на головке клюшки могут быть заполнены краской или другим цветом. Клейкие наклейки или металлические пластины с клейкой основой также могут быть прикреплены к головке клюшки для идентификации или украшения.
Контроль качества
К техническим характеристикам клюшек для гольфа относятся почти так же внимательно, как и к компонентам самолетов. Фактически, большинство производителей клюшек для гольфа делают акцент на своих характеристиках как на средстве дифференциации своих клюшек от конкурентов. Вес поворота, угол наклона, крутящий момент вала и множество других характеристик важны не только для разработчиков клуба, но также важны для клиентов компании. Помимо размерных проверок и контроля процессов, клубы случайным образом тестируются на предмет различных спецификаций, влияющих на производительность.
Будущее
Ожидается, что популярность гольфа будет продолжать расти. По мере увеличения числа рекреационных игроков упор будет делаться на создание клубов, которые сделают игру более увлекательной для среднего игрока в гольф. Несмотря на возражения пуристов, по-прежнему будут предлагаться большие клюшки и другие функции, улучшающие игру.
Производственный процесс