


Контроль деформации с ЧПУ для тонкостенного алюминия в аэрокосмическом производстве
Рынки аэрокосмической, коммерческой сферы и eVTOL требуют еще более тонких компонентов с большим соотношением сторон. Инженеры обычно работают с тонкостенными алюминиевыми деталями (часто толщиной <1,0 мм и глубиной>100 мм), изготовленными из сплавов 6061-T651 или 7075. Традиционная трехосная обработка с трудом обеспечивает точность размеров в пределах допуска 0,01 мм, необходимого для деталей аэрокосмической отрасли, а также позволяет справиться с неизбежной волнообразной деформацией, которая может возникнуть.

Механический анализ деформации алюминиевых сплавов
Деформацию тонкостенного алюминия вызывают три основные силы:
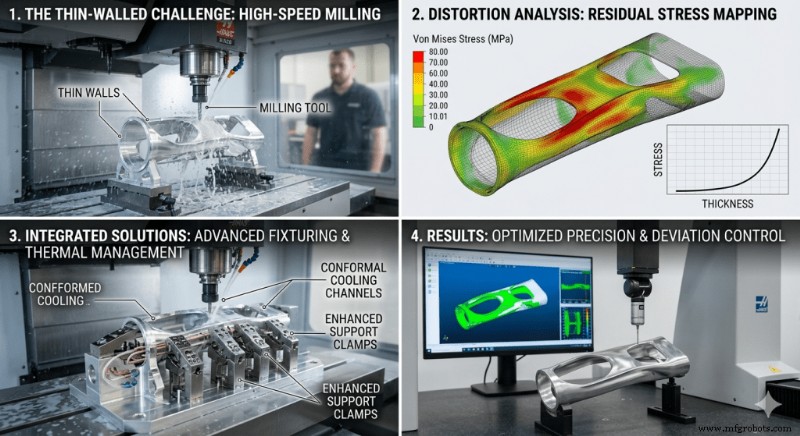
- Остаточные напряжения вводится при прокатке, закалке и растяжении. Удаление материала во время обработки на станке с ЧПУ нарушает равновесие, вызывая деформацию или скручивание, поскольку деталь ищет новое стабильное состояние.
- Силы резания становятся проблематичными при обработке стен с большим удлинением. Низкая жесткость тонких сечений может привести к прогибам, превышающим пределы допуска, а регенеративная вибрация – самовозбуждающаяся вибрация – приводит к неровностям поверхности и недостаточной толщине стенок.
- Тепловое расширение имеет большое значение для алюминия. Высокоскоростное фрезерование в зоне сдвига приводит к выделению тепла; если повышение температуры не рассеивается, деталь сжимается после охлаждения, что еще больше ухудшает точность размеров.
Техническое сравнение:стандартные и продвинутые методологии
Переход от 3-осевого к систематическому высокоточному 5-осному рабочему процессу имеет важное значение. В таблице ниже традиционные практики сравниваются со стандартом аэрокосмического производства 2026 года:
Технические параметры | Стандартный 3-осевой процесс | Высокоточная 5-осевая обработка (стандарт 2026 г.)
Настройка заготовки | Обычные тиски/зажим | Зажим с нулевой точкой и вакуумное крепление
Стратегия обработки | Последовательное боковое фрезерование | Одновременное симметричное фрезерование
Управление напряжением материала | Нет (Сырье) | Криогенная стабилизация/многоступенчатое старение
Скорость резания (Vc) | 180 м/мин | 350 м/мин (высокодинамичный Siemens 840D SL)
Скорость подачи (Fz) | 0,05 мм/зуб | 0,12 мм/зуб (оптимизированная AI загрузка)
Инструментальный интерфейс | Стандартные цанги ER | Гидравлическое демпфирование/термоусадочная посадка
Отклонение размеров | 0,15–0,30 мм | <0,008 мм
Чистота поверхности (Ra) | 1,6–3,2 мкм | <0,4 мкм (прямая обработка)
Основные технологические направления для обработки с высоким соотношением сторон
Достижение точности менее 0,01 мм зависит от трех взаимосвязанных стратегий:передовых методов резки, инновационных режущих инструментов и управления процессом на основе искусственного интеллекта.
1. Одновременное симметричное фрезерование
Традиционная механическая обработка удаляет материал с одной стороны стены раньше другой, концентрируя нагрузку на одной поверхности и вызывая пружинение. Симметричное фрезерование обрабатывает обе стороны последовательно (или попеременно), уравновешивая силы и сохраняя устойчивость стенки на протяжении всего цикла.
2. Технология демпфирования и геометрия оснастки
Подавление вибрации начинается с выбора правильного инструмента. Концевые фрезы с изменяемым шагом спирали и изменяемым шагом прерывают периодическую частоту вибрации, которая вызывает регенеративную вибрацию в алюминии 6061. В сочетании с жесткими гидравлическими демпферами — амортизаторами, встроенными в держатель инструмента — эти системы позволяют осуществлять более глубокие резы без ущерба для качества поверхности.
3. Прогнозируемое вознаграждение на основе искусственного интеллекта
В современные системы управления FANUC или Siemens встроены алгоритмы искусственного интеллекта, которые постоянно контролируют температуру шпинделя и основания. Контроллер оперативно рассчитывает тепловое расширение и регулирует смещение инструмента, гарантируя, что режущая кромка останется на цели, независимо от перегрева.

Контрольный список внедрения для оптимизации процессов
- Предварительная обработка материала: Криогенно охладите сплав до –196°C, чтобы стабилизировать микроструктуру и перераспределить остаточные напряжения.
- Стратегическая черновая обработка: Выполняйте черновые проходы на высокой скорости и на небольшую глубину, чтобы удалить сыпучий материал, сохраняя при этом целостность стены. Оставьте припуск 0,3–0,5 мм для финального прохода.
- Циклы снятия стресса: Для критически важных деталей вставьте цикл отжига между черновой и чистовой обработкой, чтобы зафиксировать стабильное напряженное состояние.
- Завершить обработку: Проведите заключительные проходы в климатической камере ± 1 ° C. Отдавайте предпочтение смазке минимального количества (MQL), а не охлаждающей жидкости, чтобы избежать термического удара по хрупким стенкам.
- Внутренняя проверка: Установите на машину высокоточные сенсорные датчики. Измеряйте критические размеры сразу после последнего разреза и автоматически корректируйте смещения инструмента перед разжимом.
Перейдя от реактивного к упреждающему управлению процессом (балансируя силы резания, гася вибрацию и компенсируя тепловые эффекты), инженеры могут надежно изготавливать тонкостенные алюминиевые детали, которые соответствуют или превышают допуск 0,01 мм, требуемый аэрокосмической промышленностью.
Руководства по теме
Промышленные технологии
- Что такое управление промышленной безопасностью?
- Калькулятор правила Крамера - система 2 и 3 уравнений
- Что такое ЧМИ?
- Разрушат ли роботы гиг-экономику?
- Процессы, связанные с производством 4-слойных печатных плат — часть 1
- Как усилители измерения тока отслеживают состояние спутников
- Отслеживаемые стандарты NIST в действии
- 24 Модуль 7:Mastercam
- Типичное время выполнения литья в песчаные формы
- 555 светодиодных индикаторов:все, что вам нужно знать