


Освоение производства Blisk с помощью 5-осевой токарно-фрезерной обработки составных частей
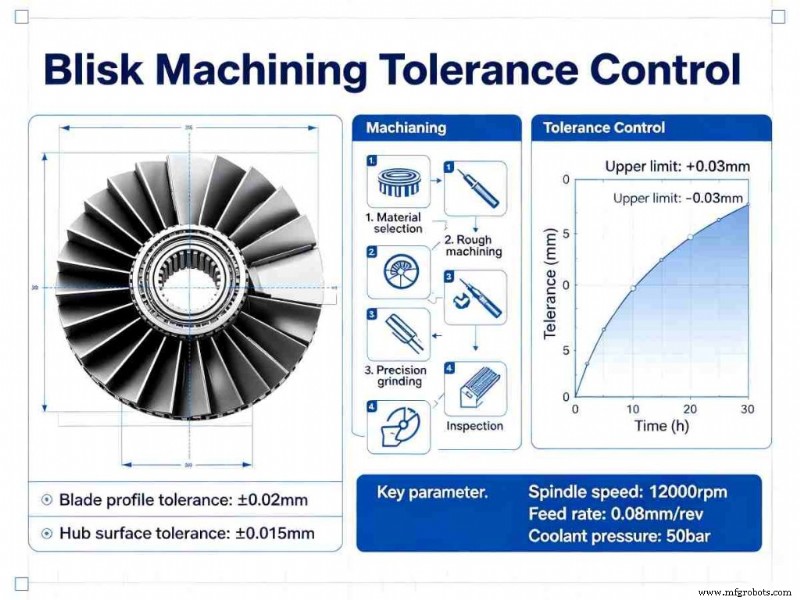
Блиск, состоящий из турбинных лопаток и диска, имеет решающее значение для современных газовых турбин и авиационных двигателей. Сложная геометрия и строгие допуски на размеры делают его одним из самых сложных компонентов для обработки традиционными методами, что приводит к высокому проценту брака, ускоренному износу инструмента и дорогостоящим задержкам производства.
5-осевая токарно-фрезерная комбинированная обработка сочетает в себе одновременную 5-осевую обработку со встроенными возможностями токарно-фрезерного станка, что позволяет производителям решать основные проблемы, связанные с деформацией тонкостенных стенок, твердостью материала, рисками помех и совокупными ошибками зажима.
В этой статье мы рассматриваем основные препятствия в прецизионном изготовлении бликов, иллюстрируем, как их преодолевает 5-осевая технология ЧПУ, и представляем практический пример компании JTR Machine. Независимо от того, являетесь ли вы аэрокосмическим инженером или руководителем производства, это руководство покажет вам, как эффективно производить сверхточные блиски в больших объемах.

Что такое блиск и почему он важен в аэрокосмической отрасли
Блиск (лопастной диск) объединяет лопатки турбины и диск в единую деталь, исключая традиционные соединения «ласточкин хвост» или болты. Такая интеграция снижает вес, повышает аэродинамическую эффективность и снижает риск механических отказов, что делает блиски незаменимыми как для гражданских, так и для военных двигателей, вертолетных силовых установок и газовых турбин для выработки электроэнергии.
По мере роста требований к производительности двигателя возрастает потребность в точных компонентах блиска. Однако те самые особенности, которые приносят преимущества — закрученные лезвия, узкие каналы и сверхтонкие стенки — также затрудняют обработку стандартными инструментами.

Прежде чем предлагать решения, важно понять четыре основные проблемы в производстве лопаточных дисков:структура, материал, точность и неэффективность процесса.
1. Узкие каналы и высокий риск помех
Блиски имеют узкие проходы между закрученными лопастями. Столкновения инструментов являются обычным явлением, требующим расширенного планирования траектории и возможности станка RTCP (отслеживание подсказок инструмента). Без 5-осевого управления держатели инструментов могут удариться о поверхность лезвия, что приведет к образованию отходов или повреждению.
Помехи во время обработки являются основной причиной отклонения программы ЧПУ. Поэтому точное моделирование и стратегии предотвращения столкновений являются обязательными.
2. Деформация тонких стенок
Стенки лезвия обычно варьируются от 0,5 мм до 2 мм. Под действием сил резания они отклоняются, дребезжат и отскакивают, что ухудшает качество обработки и контроль допуска. Деформация тонких стенок особенно серьезна при работе с титановыми сплавами или суперсплавами на основе никеля, где силы резания высоки.
Вибрация не только ухудшает качество поверхности, но и ускоряет износ инструмента.
3. Труднообрабатываемые материалы
Распространенные материалы бликов — суперсплавы на основе никеля (Inconel718, Waspaloy) и титановые сплавы (TC4, Ti6Al4V) — исключительно прочны, имеют низкую теплопроводность и создают высокие температуры резания. Это приводит к быстрому износу инструмента, прожогу и прихвату.
Требуются специальные параметры резки, покрытия инструментов и управление температурным режимом. В традиционных процессах износ инструмента становится основным фактором затрат.
4. Требования сверхвысокой точности
Типичные допуски профиля лезвия составляют ±0,003 мм, а шероховатость поверхности должна оставаться ниже Ra≤0,8 мкм. Достижение этих требований требует непрерывного и плавного взаимодействия инструмента, что невозможно на 3-осевых станках или при использовании нескольких установок.
Высокоточная обработка проверяет динамическую устойчивость и управляемость машины.
5. Совокупные ошибки из-за многократного ограничения
Традиционные рабочие процессы включают пять или более зажимов:обточку заготовки, фрезерование лезвия, сверление, шлифовку и полировку. Каждое изменение положения приводит к ошибкам позиционирования, что ухудшает конечный геометрический допуск.
Даже при использовании прецизионных приспособлений совокупные ошибки делают контроль допусков ненадежным, когда детали перемещаются между станками.
6. Дополнительные проблемы
- Вибрация и вибрация инструмента с длинной шейкой при обработке глубоких полостей.
- Трудно очищать углы и переходные зоны.
- Большая термическая деформация при длительной обработке.
Эти проблемы объясняют, почему традиционные методы не отвечают современным потребностям аэрокосмической отрасли. Отрасль требует фундаментального изменения — 5-осевая токарно-фрезерная обработка соединений обеспечивает этот сдвиг.
Как 5-осевая токарно-фрезерная комбинированная обработка решает проблемы Blisk
5-осевая токарно-фрезерная комбинированная обработка сочетает в себе одновременную 5-осевую обработку с токарно-фрезерной технологией, решая каждую проблемную точку с явными преимуществами.
1. Одноразовое ограничение исключает накопительные ошибки
Благодаря объединению токарных, фрезерных, сверлильных и других операций на одном станке вся обработка выполняется за один зажим. Это устраняет ошибки позиционирования, присущие нескольким установкам, обеспечивая постоянную точность.
2. 5-осевая связь преодолевает помехи и сложную геометрию
Двойные оси вращения A/B в сочетании с RTCP позволяют инструменту свободно наклоняться и вращаться, обеспечивая доступ к узким каналам и сложным изогнутым поверхностям без столкновений. Правильное программирование CAM автоматизирует предотвращение помех.
3. Прецизионное управление соответствует сверхвысоким допускам
Современные центры оснащены решетчатыми линейками с полностью замкнутым контуром и термокомпенсацией на основе искусственного интеллекта. Регулировка температурного дрейфа и износа инструмента в режиме реального времени гарантирует допуск профиля ±0,003 мм и шероховатость поверхности Ra≤0,8 мкм даже в цехах без контроля температуры.
4. Оптимизированная резка снижает износ и деформацию инструмента
Настраиваемые параметры резания и стратегии траектории движения инструмента, такие как трохоидальная черновая обработка и чистовая обработка с постоянной стружковой нагрузкой, сводят к минимуму силы резания и температуру. Сухая смазка или микросмазка дополнительно защищают инструмент и уменьшают деформацию тонких стенок.
5. Повышение эффективности и снижение затрат
По сравнению с традиционными методами время цикла сокращается на 60% и более. Меньшее количество машин, меньшие затраты на обработку и более высокий выход продукции при первом проходе приводят к снижению себестоимости детали и обеспечивают экономически выгодное массовое производство.

Пример использования:5-осевое токарно-фрезерное решение JTR Machine для производства блисков из титановых сплавов
5-осевой токарно-фрезерный центр JTR Machine демонстрирует практические преимущества этой технологии.
История проекта
Отечественному производителю авиационных двигателей требовалось наладить массовое производство блисков из титанового сплава (диаметр 320 мм, 12 лопастей). Требования включали допуск профиля ≤±0,003 мм, шероховатость поверхности Ra≤0,6 мкм и партию из 120 штук в год. Традиционный рабочий процесс «3 оси плюс токарная обработка» включал пять зажимов, что приводило к низкой эффективности, кумулятивным ошибкам и срывам сроков поставки.
Обзор решения
Компания JTR Machine развернула свой 5-осевой токарно-фрезерный центр, оснащенный двойными осями вращения A/B, решетчатыми линейками с обратной связью и термокомпенсацией AI. Гидравлическое приспособление обеспечивало одноразовый зажим с позиционированием внутри отверстия.
Ход процесса:
- Черновая обработка: Токарная обработка наружного круга и торца с последующим черновым фрезерованием каналов лопаток высокопроизводительным твердосплавным инструментом.
- Завершение: 5-осевое фрезерование всего профиля лезвия, включая зачистку углов скругления корня специальными леденцовыми фрезами.
- Вспомогательная обработка: Индексация оси C для фрезерования радиальных отверстий охлаждения и второстепенных элементов.
Оптимизация траектории инструмента и параметров ориентирована на титановый сплав, используя трохоидальную черновую обработку и чистовую обработку с постоянной стружковой нагрузкой для устранения вибраций. Весь процесс длился непрерывно 24 часа без присмотра.
Результаты
- Точность: Допуск профиля лезвия ±0,0025 мм, шероховатость поверхности Ra≤0,6 мкм, допуск положения отверстия ±0,003 мм — все это превышает спецификации клиента.
- Эффективность: Время цикла сократилось с 72 часов на изделие до 22 часов — улучшение на 227 %.
- Цена и качество: Стоимость одной детали снизилась на 35%; Уровень квалификации партий достиг 99,5%, что соответствует годовому показателю поставок.
Отзывы клиентов
«5-осевая токарно-фрезерная обработка компаундов компании JTR решила наши проблемы, связанные с блиском, обеспечив точность и скорость и став нашим надежным долгосрочным партнером».

Почему стоит выбрать станок JTR для 5-осевой токарно-фрезерной обработки Blisk?
1. Подтвержденная техническая экспертиза
Имея более 70 прецизионных станков с ЧПУ, включая парк современных 5-осевых токарно-фрезерных центров, компания JTR Machine привносит десятилетия институциональных знаний в работу со сложной геометрией бликов.
2. Строгий контроль качества
Соответствие стандартам ISO9001:2008, TS16949 и IATF лежит в основе каждого процесса. В инспекции используются КИМ Hexagon, оптические проекторы и тестеры шероховатости поверхности, чтобы гарантировать, что детали соответствуют требованиям печати или превосходят их.
3. Индивидуальные решения
Нет двух одинаковых блисков. JTR предлагает индивидуальные 5-осевые токарно-фрезерные решения, адаптированные к требованиям к материалу, точности и объему каждого клиента.
4. Быстрая доставка и круглосуточная поддержка
Быстрые расценки, доставка в тот же день и круглосуточное консультирование сокращают время простоя и ускоряют выход на рынок.
Часто задаваемые вопросы
Вопрос 1. Какие материалы может обрабатывать машина JTR Machine с помощью 5-осевой токарно-фрезерной технологии?
О:Поддерживаются титановые сплавы (TC4, Ti6Al4V), суперсплавы на основе никеля (Inconel718, Waspaloy), нержавеющая сталь и алюминиевые сплавы.
Вопрос 2. Какова типичная продолжительность цикла изготовления одного блиска?
О:Это зависит от размера и сложности. Для блиска из титанового сплава диаметром 320 мм в нашем примере цикл составил 22 часа, что на 60 % быстрее, чем при использовании традиционных методов. Свяжитесь с нами и предоставьте CAD для индивидуальной оценки.
Вопрос 3. Соответствует ли JTR стандартам сверхвысокой точности в аэрокосмической отрасли?
А:Да. Наши центры обеспечивают допуск профиля ±0,003 мм и шероховатость поверхности Ra≤0,8 мкм, что полностью соответствует аэрокосмическим спецификациям.
Вопрос 4:Каков уровень квалификации партий JTR для производства блисков?
Ответ:Стабильно 99,5 % или выше благодаря строгому контролю процесса и внутрипроизводственному контролю.
Руководства по теме
Промышленные технологии
- Мастер восстановления данных EaseUS — комплексное решение
- Как определить сложные порты GDS и подключить их к порту GDS в коде IEC
- Гибкие полиамидные сердечники на основе клея и без клея
- Преимущества использования ТПУ в конструкциях эластомерных деталей
- Плата кислотной ловушки через Полное руководство по всем вещам, которые вам нужно знать
- Что такое ключ безопасности сети? Как его найти?
- Радиосхемы
- 5 широко распространенных мифов о недостатках программного обеспечения CMMS
- Диаграмма американского калибра проводов «AWG» - Таблица размеров проводов и нагрузки
- Промышленный пульт дистанционного управления:ключевой элемент, необходимый вашей компании