


Одноразовые подгузники
<час />
Фон
Одноразовый подгузник состоит из впитывающей прокладки, зажатой между двумя листами нетканого материала. Прокладка специально разработана для впитывания и удержания жидкостей организма, а нетканый материал придает подгузнику удобную форму и помогает предотвратить утечку. Эти подгузники изготавливаются с помощью многоступенчатого процесса, в котором впитывающую подушку сначала формуют в вакууме, а затем прикрепляют к проницаемому верхнему листу и непроницаемому нижнему листу. Компоненты герметично соединяются друг с другом за счет воздействия тепла или ультразвуковых колебаний. К простыням прикреплены эластичные волокна, чтобы собрать края подгузника в нужную форму, чтобы он плотно прилегал к ножкам и промежности ребенка. При правильной подгонке одноразовый подгузник будет удерживать жидкости организма, которые проходят через проницаемый верхний лист и впитываются подушечкой.
Одноразовые подгузники - относительно недавнее изобретение. Фактически, до начала 1970-х годов у матерей не было реальной альтернативы классическим тканевым подгузникам. Хлопковые подгузники обладают тем преимуществом, что они мягкие, удобные и изготовлены из натуральных материалов. К их недостаткам можно отнести относительно низкую впитывающую способность и необходимость стирки. Одноразовые подгузники были разработаны для решения этих проблем. Самые ранние одноразовые изделия использовали в качестве впитывающего материала пух из древесной массы, целлюлозную вату, пушистую целлюлозу или хлопковые волокна. Однако эти материалы не впитывали много влаги для своего веса. Следовательно, подгузники из этих материалов были чрезвычайно громоздкими. Для решения этой проблемы были разработаны более эффективные абсорбирующие полимеры.
С 1970-х годов технология одноразовых подгузников продолжала развиваться. Фактически, за последние 25 лет было выдано около 1000 патентов, связанных с дизайном и изготовлением подгузников. Сегодняшние подгузники не только очень функциональны, они включают в себя расширенные функции, такие как специальные размеры и расцветки для определенного пола и возраста, индикаторы изменения цвета, показывающие, когда ребенок мокрый, и съемные застежки на липучке. Эти инновации позволили одноразовым товарам занять значительную долю рынка подгузников. В 1996 году продажи одноразовых подгузников только в США превысили 4 миллиарда долларов. Proctor and Gamble и Kimberly Clark - два крупнейших производителя торговых марок, и на их продажи приходится почти 80% рынка. Производители под частными торговыми марками, которые производят фирменные подгузники и универсальные подгузники, составляют большую часть оставшихся 20%.
Сырье
Абсорбирующая прокладка
Самым важным свойством подгузника, ткани или одноразового изделия является его способность впитывать и удерживать влагу. Хлопковый материал, используемый в тканевых подгузниках, является достаточно абсорбирующим, но синтетические полимеры намного превосходят способность натуральных волокон. Современные одноразовые подгузники впитывают воду в 15 раз больше своего веса. Эта феноменальная впитывающая способность обусловлена впитывающей подушечкой, находящейся в основе подгузника. Эта подушка состоит из двух основных элементов:гидрофильного или водоотталкивающего полимера и волокнистого материала, такого как древесная масса. Полимер состоит из мелких частиц производного акриловой кислоты, такого как акрилат натрия, акрилат калия или алкилакрилат. Эти полимерные частицы действуют как крошечные губки, которые удерживают в воде во много раз больше своего веса. Микроскопически эти полимерные молекулы напоминают длинные цепи или веревки. Части этих химических «веревок» предназначены для взаимодействия с молекулами воды. Другие части полимера обладают способностью химически связываться с различными молекулами полимера в процессе, известном как сшивание. Когда большое количество этих полимерных цепей сшито, они образуют гелевую сетку, не растворимую в воде, но способную поглощать огромное количество воды. Полимеры с такой способностью называют гидрогелями, суперабсорбентами или гидроколлоидами. В зависимости от степени сшивки прочность гелевой сетки может варьироваться. Это важное свойство, поскольку прочность геля связана со склонностью полимера к деформации или течению под действием напряжения. Если прочность слишком высока, полимер не будет удерживать достаточно воды. Если он слишком низкий, полимер будет слишком легко деформироваться, а самые внешние частицы в подушке будут слишком быстро впитывать воду, образуя гель, который блокирует попадание воды на внутренние частицы подушки. Эту проблему, известную как блокирование геля, можно решить путем диспергирования волокон древесной пульпы по всей полимерной матрице. Эти древесные волокна действуют как тысячи крошечных соломинок, которые быстрее всасывают воду и более эффективно рассеивают ее через матрицу, чтобы избежать блокирования геля. Производители оптимизировали комбинации полимера и волокнистого материала, чтобы обеспечить максимально эффективную впитывающую способность.
Нетканый материал
Впитывающая прокладка находится в основе подгузника. Он удерживается на месте листами нетканого материала, которые образуют основную часть подгузника. Нетканые материалы отличаются от традиционных материалов способом их изготовления. Традиционные ткани производятся путем переплетения волокон шелка, хлопка, полиэстера, шерсти и т. Д., Чтобы создать переплетенную сеть петель из волокон. Нетканые материалы обычно изготавливают из пластмассовых смол, таких как нейлон, полиэстер, полиэтилен или полипропилен, и собирают путем механического, химического или термического сцепления пластиковых волокон. Существует два основных метода сборки нетканых материалов:процесс мокрой укладки и процесс сухой укладки. Процесс сухой укладки, такой как метод «выдувания из расплава», обычно используется для изготовления нетканых материалов для подгузников. В этом методе пластиковая смола расплавляется и выдавливается или проталкивается через крошечные отверстия под давлением воздуха. Когда продуваемый воздухом поток волокон охлаждается, волокна конденсируются на листе. Затем используются нагретые валки для выравнивания волокон и их склеивания. Полипропилен обычно является материалом, используемым для проницаемого верхнего листа, в то время как полиэтилен является предпочтительной смолой для непроницаемого заднего листа.
Другие компоненты
Существует множество других вспомогательных компонентов, таких как эластичные нити, клеи-расплавы, полоски ленты или другие укупорочные средства, а также чернила, используемые для печати украшений.
Производственный
процесс
Формирование впитывающей подушки
-
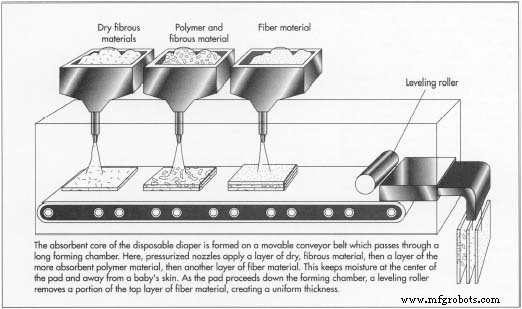
1 Впитывающая подушка формируется на подвижной конвейерной ленте, которая проходит через длинную «формовочную камеру». В различных точках камеры сопла под давлением распыляют частицы полимера или волокнистый материал на поверхность конвейера. Дно конвейера перфорировано, и по мере того, как материал подушечки распыляется на ленту, снизу создается вакуум, в результате чего волокна стягиваются вниз, образуя плоскую подушку.
Для включения абсорбирующих полимеров в подушку использовали по меньшей мере два метода. В одном методе полимер вводят в то же сырье, которое поставляет волокна. Этот метод позволяет получить подушку с абсорбирующим полимером, равномерно распределенным по всей длине, ширине и толщине. Проблемы, связанные с этим способом, состоят в том, что может произойти потеря абсорбента, поскольку мелкие частицы протягиваются через отверстия в конвейере под действием вакуума. Поэтому это дорого и беспорядочно. Этот метод также приводит к неравномерному впитыванию подушки, так как впитывающий материал теряется только с одной стороны, а не с другой.
Второй способ нанесения полимера и волокна включает нанесение абсорбирующего материала на верхнюю поверхность прокладки после того, как она была сформирована. Этот метод позволяет получить подушечку с абсорбирующим материалом, сконцентрированным на ее верхней стороне, и которая не обладает большой абсорбционной способностью по всей подушке. Еще один недостаток - колодка, выполненная в
 таким образом можно потерять часть полимера, нанесенного на его поверхность. Кроме того, этот подход имеет тенденцию вызывать блокирование геля, поскольку весь абсорбент находится на внешней стороне прокладки. Влага задерживается в этом внешнем слое и не имеет возможности диффундировать к центру. Эта закупорка удерживает влагу на коже и может вызвать дискомфорт у пользователя.
таким образом можно потерять часть полимера, нанесенного на его поверхность. Кроме того, этот подход имеет тенденцию вызывать блокирование геля, поскольку весь абсорбент находится на внешней стороне прокладки. Влага задерживается в этом внешнем слое и не имеет возможности диффундировать к центру. Эта закупорка удерживает влагу на коже и может вызвать дискомфорт у пользователя. Эти проблемы решаются путем регулирования смеси полимера и волокнистого материала. Множественные распылители используются для нанесения нескольких слоев полимера и волокна. По мере того как волокно втягивается в камеру и формируется дно подушки, часть полимера добавляется к смеси для образования слоя комбинированного полимера и волокна. Затем сверху натягивают более чистую клетчатку, чтобы создать эффект сэндвича. Это образование создает подушку с абсорбирующим полимером, ограниченным ее центром, окруженную волокнистым материалом. Забивание геля не является проблемой, потому что полимер концентрируется в сердцевине прокладки. Это также решает проблему потери частиц, поскольку весь абсорбент окружен волокнистым материалом. Наконец, этот процесс более рентабелен, поскольку распределяет полимер именно там, где он необходим.
- 2 После того, как подушечка получила полную дозу волокна и полимера, она спускается по конвейеру к выравнивающему ролику рядом с выходом из формовочной камеры. Этот ролик удаляет часть волокна в верхней части подушки, чтобы сделать ее однородной по толщине. Затем прокладка перемещается конвейером через выпускное отверстие для последующих операций по формированию готового подгузника.
Подготовка нетканого материала
-
3 Листы нетканого материала сформированы из пластмассовой смолы с использованием процесса выдувания из расплава, как описано выше. Эти листы производятся в виде широкого рулона, известного как «полотно», которое затем нарезается до ширины, подходящей для использования в подгузниках. Есть полотно для верхнего листа и еще одно для нижнего листа. Следует отметить, что этот этап не обязательно происходит последовательно после формирования прокладки, поскольку нетканые материалы часто изготавливаются в отдельном месте. Когда производитель готов начать производство подгузников, эти большие болты ткани соединяются со специальным роликовым оборудованием, которое подает ткань на сборочную линию.
- 4 В какой-то момент процесса к основному листу с помощью клея прикрепляются растянутые резинки. После сборки подгузника эти эластичные ленты сжимаются и собирают подгузник вместе, чтобы обеспечить плотное прилегание и ограничить утечку.
Сборка компонентов
- 5 На этом этапе процесса все еще остаются три отдельных компонента:впитывающая прокладка, верхний лист и поддерживающий лист. Эти три компонента представляют собой длинные полосы, которые необходимо соединить вместе и разрезать на части размером с подгузник. Это достигается путем подачи абсорбирующей подушки на конвейер с полиэтиленовым нижним листом. Затем верхний полипропиленовый лист загружается на место, и скомпилированные листы соединяются путем склеивания, нагрева или ультразвуковой сварки. Собранный подгузник может иметь другие крепления, такие как полоски ленты или липучки ™ . , которые действуют как закрытие.
- 6 Затем длинный рулон разрезают на отдельные подгузники, складывают и упаковывают для отправки.
Побочные продукты / отходы
Производство подгузников не дает значительных побочных продуктов; на самом деле промышленность по производству подгузников использует побочные продукты других отраслей. Абсорбирующие полимеры, используемые в производстве подгузников, часто остаются с производственных линий других химических производств. Частицы полимера слишком малы для других применений, но они хорошо подходят для использования в подгузниках. Однако при производстве подгузников значительные количества как нетканого материала, так и полимерных частиц тратятся впустую. Чтобы свести к минимуму эти отходы, промышленность пытается оптимизировать количество подгузников, получаемых с каждого квадратного ярда (метра) материала. Кроме того, предпринимаются все усилия для извлечения излишков волокна и полимерного материала, используемых в формовочной камере. Однако это не всегда возможно из-за засорения фильтров и других потерь.
Контроль качества
Есть несколько методов, используемых для контроля качества одноразовых подгузников, и большинство из них связаны с впитывающей способностью продукта. Один из ключей - убедиться, что соотношение полимер / волокно во впитывающей подушке правильное. Слишком большое изменение повлияет на способность подгузника впитывать влагу. Промышленные методы проб и ошибок показали, что для оптимальной производительности и стоимости соотношение волокна к частицам должно составлять от 75:25 до 90:10. Еще более важными, чем это соотношение, являются размер и распределение этих частиц. Было установлено, что частицы со средним массовым размером частиц больше или равным примерно 400 микрон очень хорошо работают с волокнами, увеличивая скорость, с которой жидкость отводится от тела. Если размеры частиц сильно выходят за пределы этого диапазона, может произойти блокирование геля.
В промышленности существует несколько стандартных тестов для определения впитываемости подгузников. Один из них называется смачиваемостью по требованию или гравиметрической абсорбцией. Эти тесты оценивают то, что обычно называют абсорбцией под нагрузкой (AUL). AUL определяется как количество 0,9% солевого раствора, абсорбированного полимерами при воздействии давления, эквивалентного 21000 дин, или примерно 0,30 фунта / кв. Дюйм (0,021 кг / кв. См). Этот тест имитирует эффект сидения ребенка на мокром подгузнике. Если через час впитывающая способность подгузника составляет не менее 24 мл / г, качество считается приемлемым.
Другие факторы контроля качества, помимо впитываемости, связаны с посадкой и комфортом подгузника. Особое внимание следует уделять характеристикам плавления нетканых материалов, используемых для формирования оболочки подгузника. Если используются материалы с разными точками плавления, то материал, который плавится быстрее всего, может стать слишком мягким и прилипнуть к сборочному устройству. Когда ткань стягивается, на ней может остаться шероховатая поверхность, неудобная для пользователя. Наконец, необходимо тщательно проверить выравнивание компонентов, иначе может возникнуть утечка.
Будущее
Производство одноразовых подгузников - это высокотехнологичная область, в которой на протяжении последних нескольких десятилетий постоянно демонстрируются инновации. Тем не менее, есть еще ряд областей, которые требуют дополнительных улучшений. Одна из таких областей - уменьшение утечки. Вполне вероятно, что производители разработают улучшенные резинки, которые будут более плотно удерживать талию, не вызывая натирания или дискомфорта. Также вероятно, что текущая озабоченность относительно роли одноразовых подгузников на свалках повлияет на производство и рецептуру. Эта проблема может привести к разработке подгузников, которые будут менее громоздкими и более биоразлагаемыми.
Производственный процесс
- Рекомендации по высокопроизводительной швейцарской обработке
- Исследователи Массачусетского технологического института создают умные подгузники, определяющие влажность
- Руководство по проблемам подъема площадок на печатной плате
- Черная прокладка ENIG
- Облегчение ухода за пациентами:датчики подгузников с автономным питанием, которые контролируют уровень саха…
- Замена тормозных колодок:как часто это нужно делать
- Как выбрать правильный материал тормозных колодок для вашего оборудования
- Stromag Strong:5 вещей, которые нужно знать о тормозных колодках Stromag
- Какой материал тормозных колодок лучше?
- Преимущества использования VIA в пэдах