


Экструзия или обработка алюминия на станке с ЧПУ:что более рентабельно?
Когда инженеры приобретают алюминиевые детали, первым выбором часто является:выдавливать профиль или обрабатывать его из цельной заготовки. Оба метода дают высококачественные результаты, но их стоимость и идеальное применение заметно различаются. Неправильный выбор процесса может незаметно увеличить затраты на каждую деталь еще до того, как первая единица будет отгружена.
В этом руководстве описаны основные различия между экструзией. и обработка на станке с ЧПУ , объясняет, куда на самом деле идут деньги в каждом процессе, и показывает, как гибридная экструзионная обработка стратегия может снизить затраты на станки с ЧПУ без ущерба для точности. Эта информация вам нужна независимо от того, разрабатываете ли вы новый профиль или просматриваете существующий рабочий процесс.

Понимание основной разницы между экструзией и обработкой с ЧПУ
Оба процесса представляют собой проверенные и проверенные методы работы с алюминием, однако они служат различным целям проектирования и сценариям производства.
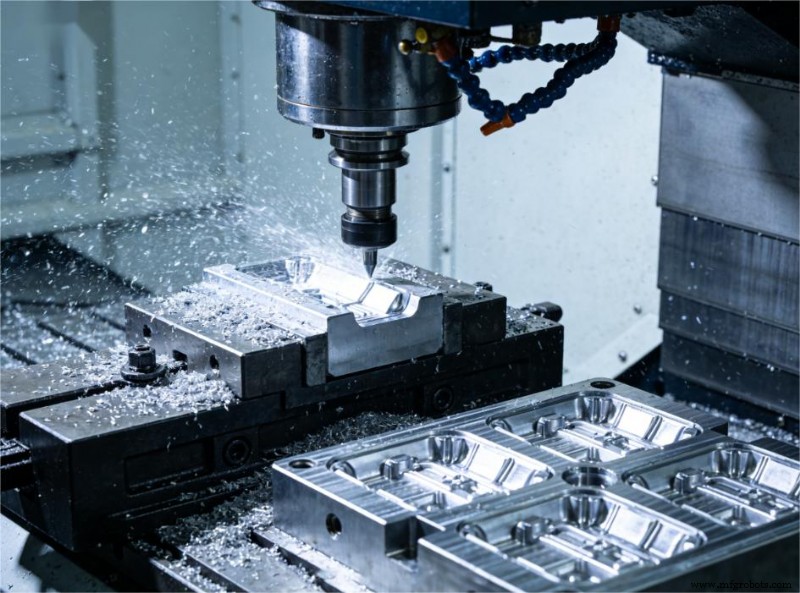
- Обработка с ЧПУ: Режущие инструменты с ЧПУ удаляют материал с алюминиевой заготовки до тех пор, пока не будет достигнута желаемая форма. Он может работать практически с любой геометрией с жесткими допусками, но удаленный материал превращается в стружку и металлолом.
- Экструзия металла: Процесс формования почти готовой формы, при котором нагретый алюминий продавливается через специальную стальную матрицу. Поперечное сечение формируется напрямую, что позволяет получить длинные непрерывные профили с минимальными потерями материала.
Стоимость обработки на станке с ЧПУ или стоимость экструзии:куда идут деньги?
Разрыв в стоимости между двумя методами может быть неочевиден на этапе ценообразования, но он становится очевидным во время производства. Ключевые факторы:
- Материальные отходы: Обработка на станках с ЧПУ приводит к образованию большого количества алюминиевой стружки, которая никогда не становится частью конечного компонента. В сложных сечениях соотношение закупок к лету может быть высоким:исходные заготовки могут весить в несколько раз больше, чем готовая деталь. Экструзия, напротив, позволяет получить почти готовую форму из матрицы, что значительно улучшает использование материала.
- Стоимость инструментов и установки: Для станков с ЧПУ требуются приспособления, крепления и скоропортящиеся режущие инструменты, которые требуют частой замены. Для экструзии заранее требуется специальная стальная матрица — первоначальные инвестиции, которые окупаются, поскольку матрица обрабатывает тысячи деталей с минимальными затратами на дополнительные инструменты.
- Время цикла: Экструдер может подавать метры профиля в минуту. Обработка цельной заготовки сложного поперечного сечения требует множества проходов и смен инструмента, что увеличивает машинное время и напрямую увеличивает затраты на станки с ЧПУ.
Эти факторы формируют общую картину затрат на любую деталь. В таблице ниже показано сравнение этих двух процессов по ключевым параметрам затрат.
| Фактор стоимости | Экструзия металла | Обработка твердого тела на станке с ЧПУ |
|---|---|---|
| Первоначальные инвестиции | Средний (стоимость кубика) | Низкий (нет специального инструмента) |
| Использование материала | Высокая (почти чистая форма) | Низкий (значительный брак) |
| Стоимость детали при больших объемах | Обычно ниже | Часто выше для деталей на основе профиля |
| Скорость масштабирования | Быстро | Медленнее |
Гибридная стратегия:как экструзионная обработка снижает общие затраты
На практике наиболее экономичным подходом редко является чистая экструзия или чистая механическая обработка. Это умное сочетание — экструзионная обработка — которая сокращает затраты на станки с ЧПУ, сохраняя при этом гибкость размеров.
- Эффективность, близкая к чистой форме: Начните с выдавленного профиля, который уже отражает основное поперечное сечение — каналы, фланцы, внутренние полости — исключая большую часть удаления материала, который в противном случае произошел бы на станке с ЧПУ.
- Целевая вторичная обработка: Применяйте ЧПУ только там, где это необходимо — резьбовые отверстия, прецизионные сопрягаемые поверхности, отверстия с жесткими допусками или элементы, не предусмотренные геометрией матрицы — сокращая время и затраты.
- Итог: Если начинать с выдавленного профиля, то машина начинает иметь почти окончательную форму. Время обработки сокращается, износ инструмента уменьшается, а стоимость детали значительно снижается, сочетая гибкость размеров ЧПУ с эффективностью использования материала при экструзии.
- Постоянные сечения: Деталь сохраняет одинаковую форму по всей длине — типичными примерами являются радиаторы, рамы, несущие направляющие, корпуса или скользящие каналы.
- Объем от среднего до высокого: Экструзия становится более экономичной, когда стоимость матрицы амортизируется — затраты на деталь значительно снижаются по мере увеличения объема.
- Материальная эффективность – приоритет: Когда стоимость необработанного алюминия определяет бюджет, производство продукции почти готовой формы дает реальное преимущество.
- Характеристики поверхности на основе профиля: Ребра, канавки, полые секции и подобная геометрия естественным образом подходят для экструзионной головки.
- Полностью 3D-геометрия: Детали с постоянным поперечным сечением, например корпуса с многогранными карманами или кронштейны со сложными кривыми, лучше подходят для обработки на станках с ЧПУ.
- Неоднородные поперечные сечения: Компоненты, форма которых значительно меняется вдоль оси, требуют методов вычитания или литья.
- Очень сложные внутренние функции: Многоосевой ЧПУ превосходно справляется с глубокими карманами, поднутрениями, наклонными отверстиями и сложными внутренними каналами.
- Жесткие требования к допускам: ЧПУ обычно более надежен при очень жестких размерах или позиционных допусках по нескольким элементам. Изменения температуры и процесса экструзии ограничивают точный контроль положения.
- Малый объем или прототипы: Для прототипов небольшого объема использование ЧПУ является более гибким и экономически эффективным, поскольку позволяет избежать инвестиций в штампы.

Выбор правильного метода производства
Оптимальный выбор зависит от геометрии детали, объема производства и требований к допускам. Примите во внимание следующие рекомендации.
Когда использовать экструзию для металлических деталей
Когда использовать обработку с ЧПУ
В таблице ниже показаны наиболее распространенные параметры конструкции.
| Параметр детали | Лучше подходит для экструзии | Лучше подходит для обработки твердых тел с ЧПУ |
|---|---|---|
| Поперечное сечение | Однородный/постоянный по длине | Варьируется или полностью 3D |
| Объем | От среднего до высокого | От низкого до среднего |
| Толщина стенки | Тонкие однородные стены | Переменная толщина стенок |
| Жесткая точность | Достижимо при вторичной обработке | Достижимо напрямую |
Готовы оптимизировать свою производственную стратегию?
Выбор правильного процесса с самого начала — это единственный наиболее эффективный способ контролировать затраты и время выполнения заказа. Лучший метод зависит от геометрии, допуска и объема.
Если вы оцениваете новую конструкцию или не уверены, что лучше всего подойдет:экструзия или обработка на станке с ЧПУ, свяжитесь с JTR, чтобы получить бесплатную оценку технологичности и расчет цены.
Руководства по теме
Промышленные технологии
- Почему бренды и розничные продавцы выбирают трехмерную электронную коммерцию
- Принятие разнообразия и инклюзивности - стратегический императив
- Инструмент для мостов с полиуретановым литьем
- Поиск высококачественных компонентов топливной системы, работающей на КПГ
- 5 способов продлить срок службы инструмента и повысить производительность
- Транзисторы BJT:введение в конструкцию легкого электронного оборудования
- Разница между дефектами и разрывами
- 10 лучших профилей компаний Thomasnet.com на восточном побережье
- НАСА развертывает сеть, устойчивую к задержкам, для улучшения космической связи
- Модернизация и механизация литейных производств