


Советы по нарезанию резьбы и добавлению вставок в 3D-печати
Есть одна фундаментальная вещь, которую вам нужно знать о нарезании резьбы и сборке вставок в детали, напечатанные на 3D-принтере:что вы можете и чего не можете изготовить, зависит от свойств материала как детали, так и вставки. Второе, о чем следует помнить:по возможности целесообразно проектировать стандартные метчики и вставки.
 Латунные термоусадочные вставки возможны для компонентов, изготовленных из SLS и MJF.
Латунные термоусадочные вставки возможны для компонентов, изготовленных из SLS и MJF. Детали SLS и MJF с термоусадочными вставками
Нейлоновые детали, напечатанные с использованием процессов селективного лазерного спекания (SLS) или Multi Jet Fusion (MJF), могут использовать стандартные размеры латунных термоусадочных вставок. Почему латунь? Латунь — мягкий металл с низкими температурами отжига. Перед посадкой латунных вставок в отверстия их быстро нагревают паяльником. Это деформирует нейлон, позволяя ему течь и заполнять пустоты вокруг вставки, обеспечивая надежное сцепление с вставкой после охлаждения. Использование в конструкции латунной вставки, подвергаемой термофиксации, также может помочь обеспечить долговечность. Если вам нужна термоусадочная вставка, отличная от латуни, можно также использовать вставки из алюминия или нержавеющей стали.
Прочность вставки при термоусадке в деталях SLS и MJF
Мы провели некоторые внутренние испытания на прочность на растяжение термоусадочных вставок, установленных в нейлоне, и вот что вы можете ожидать. Хотя в игру вступает множество переменных, более крупные и длинные пластины с большей площадью поверхности прочнее, чем пластины меньшего размера. Наши испытания показывают, что максимальная нагрузка варьируется от примерно 100 фунтов для очень маленьких вставок до, в некоторых случаях, более 700 фунтов для наших самых больших вставок. Это дает вам некоторое ощущение ограничений, но мы рекомендуем тестировать функциональность для вашего конкретного приложения, особенно если ваша часть будет подвергаться внезапным, повторяющимся и/или неравномерным нагрузкам. Также важно знать, что более длинные/высокие вставки с эквивалентным размером резьбы прочнее, чем более короткие вставки. Величина дополнительной прочности зависит от размера вставки, но наши испытания показывают, что высокие вставки увеличивают прочность на растяжение примерно на 30% по сравнению с более короткими вставками.
Детали SLA со вставками с прессовой посадкой
Стиль вставки отличается для деталей, напечатанных с использованием процесса стереолитографии (SLA). В этом случае используются стандартные вставки с прессовой посадкой. Они не требуют нагрева для затвердевания. Вместо этого эти вставки с прессовой посадкой армированы эпоксидной смолой для дополнительной прочности и безопасности.
Нарезание деталей SLA, SLS, MJF
Нарезание отверстий в пластике, напечатанном на 3D-принтере, встречается реже, чем сборка вставок. В вашем случае, однако, нарезание резьбы может быть предпочтительнее, чем вставки, если важно сохранить постоянную эстетику или если нежелательны металлические свойства. У нас есть стандартные размеры метчиков, но если вам что-то нужно, просто спросите. Вот список часто имеющихся на складе термоусадочных вставок, вставок с прессовой посадкой и метчиков. Мы можем работать с вами, чтобы убедиться, что выбрана правильная глубина.
Стандартные вставки и размеры метчиков
| Вкладыши для термоусадки для нейлоновых деталей в наличии | Запасные вставки с прессовой посадкой для деталей SLA | Размеры метчиков, доступные для деталей SLA | Размеры метчиков для пластиковых деталей | ||
| СТАНДАРТНЫЙ | ПОКАЗАТЕЛИ | ДНЯО | |||
| 0–80 | 0–80 | 0–80 | M1,2 x 0,25 | 16–27 января | 2–56 |
| 2-56 | 2–56 | 1–64 | M1,4 x 0,25 | 1/8–27 | 4–40 |
| 4–40 | 4–40 | 1–72 | M1,6 x 0,35 | 1/4–18 | 6–32 |
| 6-32 | 6–32 | 2–56 | М2 х 0,4 | 1/2 | 8–32 |
| 8-32 | 8–32 | 3–48 | М3 х 0,5 | 3/8–18 | 10–24 |
| 10–24 | 10–24 | 3–56 | M4 x 0,7 |
| 10–32 |
| 10-32 | 10–32 | 4–40 | М5 х 0,8 |
| 1/4–20 |
| 1/4"–20 | 3/8–16 | 4–48 | M6 x 1,0 |
| 1/4–28 |
| M1,6 x 0,35 | 1/4–20 | 5–40 | M8 x 1,0 |
| 5/16–18 |
| М2 х 0,4 | 16–18 5 | 6–32 | M8 x 1,25 |
| 3/8–16 |
| М2,5 х 0,45 | M1,6–0,35 | 6–40 | M12 x 1,75 |
| 1/8–27 |
| М3 х 0,5 | М2 - 0,4 | 8–32 | M14 x 1,0 |
| 1/2–13 |
| M4 x 0,7 | M2,5–0,45 | 8–36 | M18 x 1,0 |
| M2 x 0,40 |
| М5 х 0,8 | М3 - 0,5 | 10–24 | M20 x 1,5 |
| M2,5 x 0,45 |
| M6 x 1 | М3,5–0,6 | 10–28 |
|
| M3 x 0,50 |
| M8 x 1,25 | М4 – 0,7 | 10–32 |
|
| M3,5 x 0,60 |
| М5 - 0,8 | 12–24 |
|
| M4 x 0,70 | |
| М6 – 1,0 | 1/4–20 |
|
| M5 x 0,80 | |
| M8 -1,25 | 1/4–28 |
|
| M6 x 1,00 | |
| 3/8–16 |
|
| M8 x 1,00 | ||
|
|
| 3/8–18 |
|
| M8 x 1,25 |
|
|
| 3/8–24 |
|
| M10 x 1,00 |
|
|
| 16–18 5 |
|
|
|
|
|
| 16–24 5 |
|
|
|
|
|
| 16–20 7 |
|
|
|
|
|
| 16–14 7 |
|
|
|
|
|
| 1/2–12 |
|
|
|
|
|
| 1/2–20 |
|
|
|
|
|
| 3/4–16 |
|
|
|
|
|
| 5/8–18 |
|
|
|
|
|
| 16–18 сентября |
|
|
|
|
|
| 15/16–16 |
|
|
|
Проектирование резьбы и вставок в пластиковых деталях, напечатанных на 3D-принтере
При определении типа и размера метчика или вставок, которые вам понадобятся, обязательно предоставьте нам технические чертежи, в которых четко указаны размер резьбы, шаг и требуемая глубина. При проектировании термоусадочных вставок обязательно следуйте рекомендациям, приведенным в таблице ниже, для наилучшего соответствия. Хотя мы не можем гарантировать размер посадки или глубину вставок, мы гарантируем, что они находятся на одном уровне с поверхностью детали. В некоторых случаях мы изготавливаем специальные приспособления для определенных требований клиентов.
Требования к конструкции вставок с термоусадкой и прессовой посадкой:
- Минимальная толщина стенки :0,030 дюйма (0,762 мм)
- Минимальное расстояние до соседних объектов :0,250 дюйма (6,35 мм)
- Максимальная высота смежных объектов : 4,0 дюйма (101,6 мм)
Нарезание резьбы или нарезание резьбы в металлических деталях, напечатанных на 3D-принтере
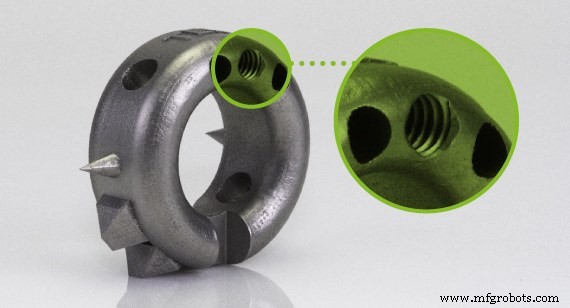
Если вам нужны функциональные нити для металлического прототипа, вам следует смоделировать и распечатать структуру нитей. После сборки эту спиральную структуру можно прогнать рукой, чтобы обеспечить ее функциональность. Этого достаточно для многих неточных задач, и это намного дешевле и быстрее, потому что устраняет необходимость полной настройки обработки. Некоторые заказчики сами выбирают нить, но мы можем сделать это за относительно небольшие деньги. Недостатком самозакручивающихся нитей является то, что выравнивание и качество нитей не будут такими точными. Если у вас нечетная ориентация печатных нитей, это может привести к очень незначительной потере конечной точности позиционирования или выравнивания. По этой причине, если к вашей детали предъявляются требования производственного проектирования, рекомендуется, чтобы окончательная резьба была обработана после сборки, чтобы обеспечить точность. Механически обработанная резьба может выдерживать гораздо более жесткие допуски. Следует отметить, что при выборе материалов нарезание резьбы из инконеля 718 и хром-кобальта затруднено, так как эти металлы тверже самого метчика. Это делает мелкие резьбы особенно трудными в этих двух материалах.
 Вот фактическая часть, подчеркивающая разницу в точности, которую вы можете ожидать от печатной, чеканной и нарезанной резьбы.
Вот фактическая часть, подчеркивающая разницу в точности, которую вы можете ожидать от печатной, чеканной и нарезанной резьбы. Преимущества чеканки или нарезания резьбы для металлических деталей
| Последовательность тем | Нажатие тем |
| Более быстрое время выполнения | ✔ |
|
| Экономичная цена | ✔ |
|
| Функциональный прототип | ✔ |
|
| Прецизионная деталь |
| ✔ |
 Нарезание резьбы возможно в металлических деталях, напечатанных на 3D-принтере, но может быть сложно нарезать резьбу в деталях, изготовленных из инконеля. и кобальт-хромовые материалы.
Нарезание резьбы возможно в металлических деталях, напечатанных на 3D-принтере, но может быть сложно нарезать резьбу в деталях, изготовленных из инконеля. и кобальт-хромовые материалы. Проектирование резьбы и вставок в металлических деталях, напечатанных на 3D-принтере
Когда вы получаете котировку своих деталей, важно предоставить всю необходимую информацию о резьбе на технических чертежах. Мы можем просмотреть любые технические чертежи для получения предложения, в котором четко указаны размер резьбы, шаг, класс посадки и требования к положению.
Вкладыши для особых запросов и многое другое
Итак, это обзор того, как мы обычно обслуживаем клиентов 3D-печати. Тем не менее, если у вас есть готовый запрос на дизайн, не стесняйтесь спрашивать нас. Вы всегда можете отправить нам вставки, которые вы хотели бы использовать, или мы можем заказать их для вас. Мы можем даже поставить более крупные вставки для более крупных деталей. Нужны шпильки в сборе? Мы вас прикрыли. Просто спроси. Мы всегда рассматриваем вашу часть с учетом ваших требований к дизайну. И не забывайте, что наши инженеры-прикладники готовы помочь вам во время выполнения заказа, анализа затрат и целей проектирования, когда речь идет о нарезании резьбы и вставках в деталях, напечатанных на 3D-принтере.
Рэйчел Хант — менеджер по обслуживанию 3D-печати в Protolabs .
Промышленные технологии
- Обзор приложений:3D-печать деталей турбины
- Советы и рекомендации по сварке инконеля
- Четыре совета по добавлению услуг LTL к вашему брокеру
- Партнер Victrex и Bond для 3D-печати деталей из PAEK
- Практика и советы по экономичному проектированию нестандартных деталей и корпусов из листового металла
- Советы по формам для 3D-печати
- Советы по обработке титана на станках с ЧПУ:аэрокосмическая отрасль и не только
- Удивительная эволюция 3D-печати в аэрокосмической и оборонной промышленности
- 4 совета и проблемы по улучшению управления активами IIoT
- Советы по проектированию для 3D-печати с прямым лазерным спеканием металла