


Советы по 3D-печати:после печати
В завершение серии «Советы по 3D-печати» следующая статья посвящена советам после 3D-печати. в том числе как отделить деталь от основания и очистить экструдер после использования материалов, содержащих волокна, которые склонны к образованию замятий, таких как PLA-углеродное волокно.
1. Отделить деталь от основы
После завершения 3D-печати через период времени (5–10 минут) должно быть разрешено перед отделением детали от основы и манипуляциями с ней, чтобы она достаточно остыла и была ниже температуры размягчения. Если это не соблюсти, заготовка деформируется и несколько потеряет качество отделки. По истечении указанного времени кусок можно отделить, помогая, если возможно, шпателем. Если шпатель недоступен, подождите, пока основа не станет комнатной температуры, или используйте элементарный метод быстрого охлаждения, например, поместите основу в холодильник или морозильник или полейте основу холодной водой через сторону основания, противоположную изделию, до тех пор, пока вы слышите скрип, свидетельствующий о том, что деталь уже частично отсоединилась от основания и ее уже можно отделить вручную.
При работе с материалами, чувствительными к резким перепадам температуры (ABS или Nylon), после завершения 3D-печати следует производить постепенное снижение температуры основания, чтобы избежать деформации детали. Этот процесс можно выполнить с помощью таких программ, как Simplify3D, которые программируют снижение базовой температуры с интервалом в 5 ºC до достижения температуры окружающей среды.
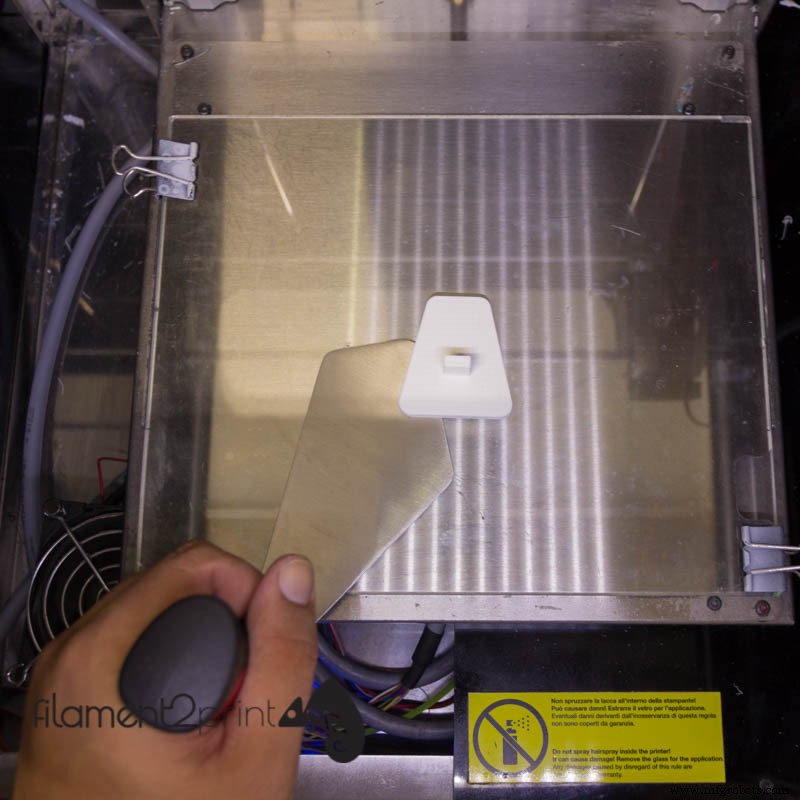
Изображение 1: Шпатель BuildTak
<сильный>
Изображение 2. Чистящая нить Smart Clean
2. Очистка экструдера
После использования абразивных материалов, содержащих волокна и склонных к заеданию , такие как PLA-углеродное волокно или нейлон-углеродное волокно CF15, пользователь должен очистить внутреннюю часть экструдера. чтобы они не затвердевали в мусоре эти нити и не застревали в будущем. Для этого чистящая нить Smart Clean можно использовать материал, который используется при температуре на 10 °C выше, чем температура нити последнего 3D-оттиска, чуть более 1 метра или до тех пор, пока нить не выйдет из сопла без мусора из материала предыдущего 3D-оттиска. впечатление. Эта операция предотвращает застревание и увеличивает срок службы экструдера.
3. Очистка базы
Многие 3D-принтеры имеют стеклянную основу или основу другого типа, на которую распыляется спрей (3DLac или DimaFix), что способствует адгезии детали в течение нескольких оттисков. После нескольких применений спрей следует распылить повторно , но не до мытья базы водой (лучше холодной) и мылом. Простого нанесения небольшого количества мыла на основание, небольшого количества воды и растирания рукой более чем достаточно, чтобы очистить основание. Наконец, высушите его бумагой и проверьте, чтобы на основании не осталось следов брызг.
4. Проверьте размеры и отделку детали
После извлечения детали из основания принтера необходимо выполнить общую проверку размеров и отделки, чтобы убедиться, что 3D-принтер работает правильно. С помощью калибра необходимо измерить внешние размеры детали и внутренние зазоры, если они есть, если они неверны, необходимо проверить калибровку 3D-принтера, в основном необходимо проверить основание и шаги двигателей. Если качество поверхности неудовлетворительное, возможно, причиной является неправильная температура печати или экструдер (или сопло) грязный или в плохом состоянии.
Изображение 3. Теоретическое измерение диаметра

Изображение 4: Фактическое измерение диаметра
5. Отделка поверхности
При изготовлении деталей, требующих отличного качества поверхности, некоторые из методов отделки например, нанесение ацетона или паров ацетона (действительно только для деталей, изготовленных из АБС-пластика) или нанесение какого-либо отделочного материала, например, покрытия из эпоксидной смолы (XTC). которые, кроме того, позволяют шлифовать или красить апостериори и, таким образом, получать практически гладкую поверхность так что слои в произведении не ценятся.
Видео 1:Чистовая обработка поверхности с помощью XTC
Эта статья завершает серию "Советы по 3D-печати", в которой раскрываются наиболее распространенные проблемы до, во время и после 3D-печати FDM/FFF, а также объясняются основные решения, позволяющие их избежать или решить.
3D печать
- Материалы для 3D-печати для космических путешествий?
- Введение в 3D-печать для литья в песчаные формы
- 4 Важные аспекты дизайна для 3D-печати
- Обзор приложений:3D-печать подшипников
- Обзор приложений:3D-печать для обуви
- Введение в 3D-печать для образования
- Советы по формам для 3D-печати
- 10 самых прочных материалов для 3D-печати
- Советы по проектированию для 3D-печати Carbon DLS™
- Советы по проектированию 3D-печати Polyjet