


5 Блок 4:Смещение расточной головки
ЦЕЛЬ
После завершения этого раздела вы сможете:
- Определить смещение расточной головки
- Объясните, как правильно настроить поворотный стол.
Расточная головка со смещением
Смещенное растачивание — это насадка, которая подходит к шпинделю фрезерного станка и позволяет получить более качественную обработку большинства просверленных отверстий и большую точность диаметра. Смещенная расточная головка используется для создания большого отверстия, когда допуск не позволяет использовать сверло или нет достаточно большого сверла или развертки. Смещенная расточная головка может использоваться для увеличения отверстия или корректировки осевой линии отверстия в определенных случаях.
Безопасность:
Перед началом работы убедитесь, что все установочные винты затянуты. Убедитесь, что смещенная расточная головка имеет зазор, чтобы входить в отверстие при растачивании. Удалите шестигранный ключ перед тем, как повернуть фрезу. Дважды проверьте скорость мельницы перед работой.
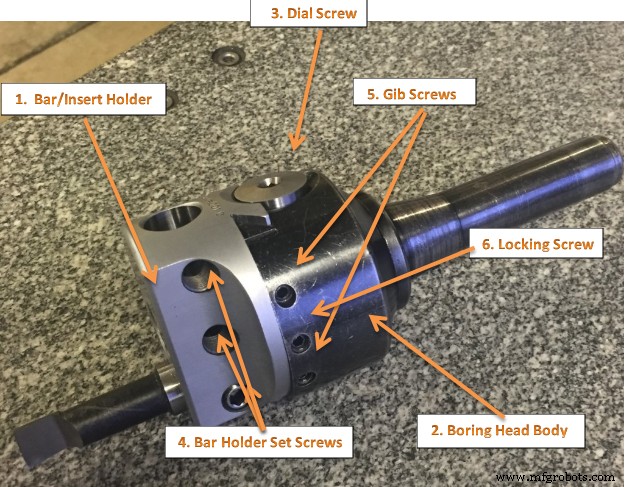
Рис. 1. Смещенная расточная головка
РАСТОЧНАЯ ГОЛОВКА И ИНСТРУМЕНТЫ ДЛЯ СМЕЩЕНИЯ
На рис. 1 показана расточная головка со смещением. Обратите внимание, что расточная оправка может быть отрегулирована по оси под прямым углом. Эта функция позволяет точно позиционировать буровую фрезу для сверления отверстий различного диаметра.
Эта регулировка более удобна, чем регулировка фрезы в держателе расточной оправки или замена расточной оправки. Еще одним преимуществом расточной головки со смещением является тот факт, что градуированное микрометрическое кольцо позволяет точно перемещать инструмент на заданную величину, обычно с шагом (0,001) без использования циферблатного индикатора или другого измерительного устройства.
Расточная головка со смещением
Расточные головки состоят из трех основных компонентов:
- скучное тело головы
- держатель стержня/держатель вставки
- винт со шкалой
Корпус расточной головки имеет черное оксидное покрытие для предотвращения ржавчины. Держатель стержня или держатель вставки (№ 1) покрыт матовым хромом для повышения износостойкости. Винт со шкалой (#3) прецизионно отшлифован, чтобы обеспечить точное перемещение держателя стержня/держателя вставки в направляющей типа «ласточкин хвост». Натяжение клинка установлено на заводе. Два регулировочных винта (#5) не следует ослаблять для регулировки размера. Эти винты предназначены только для регулировки давления клинка и заполнены красным воском для предотвращения случайной регулировки. Стопорный винт (#6) — единственный винт, используемый для изменения размера расточной головки.
Регулировка диаметра
Чтобы отрегулировать диаметр стандартной расточной головки Allied Criterion:
1. Ослабьте стопорный винт (#6).
2. Поверните регулировочный винт (#3) по часовой стрелке, чтобы увеличить диаметр, и против часовой стрелки, чтобы уменьшить диаметр.
3. Затяните стопорный винт (#6). Регулировка стандартных расточных головок
Процедура:
- Настройте и тщательно выровняйте заготовку параллельно ходу стола.
2. Совместите центр шпинделя фрезерного станка с контрольной точкой на заготовке.
3. Отметьте место отверстия центровым сверлом или установочным инструментом.
4. Просверлите отверстие более ½ дюйма. Убедитесь, что смещенная расточная головка имеет зазор, чтобы входить в отверстие при сверлении.
5. Установите буровую головку во фрезерный станок.
6. Установите борштангу и затяните установочный винт, ослабьте стопорный винт и отрегулируйте борштангу по краю отверстия.
7. Еще раз проверьте рабочее выравнивание, а также выравнивание шпинделя с контрольной точкой, чтобы убедиться, что он не сместился. Если очевидна какая-либо ошибка, перед обработкой необходимо повторить процедуру 6.
8. Отрегулируйте скорость фрезерного станка в зависимости от размера отверстия и материала.
9. Задействуйте червячный корм на мельнице. Поднесите перо к материалу. Потяните ручку, чтобы включить силовую подачу. Достигнув нужной глубины, отведите руку назад, чтобы отключить подачу, а затем выключите фрезер. Удалите буровую головку из отверстия.
10. Готово пробурить отверстие до необходимого размера.
ПРИМЕЧАНИЕ. Повторяйте процедуры 6–9, пока отверстие не станет нужного размера.
Поворотный стол
Поворотный стол можно использовать для изготовления дуг и окружностей. Например, круглый Т-образный паз в поворотном основании для тисков можно сделать с помощью поворотного стола. Поворотные столы также можно использовать для индексации, когда заготовка должна поворачиваться на точную величину между операциями. Изготовить шестерни можно на фрезерном станке с помощью поворотного стола. Разделительные пластины упрощают индексацию с помощью поворотного стола.
Поворотные столы чаще всего монтируются «плашмя», при этом стол вращается вокруг вертикальной оси в той же плоскости, что и фреза вертикально-фрезерного станка. В качестве альтернативы можно установить поворотный стол на его конец (или установить его «плашмя» на пластину, расположенную под углом 90°), чтобы он вращался вокруг горизонтальной оси. В этой конфигурации также можно использовать заднюю бабку, таким образом удерживая заготовку «между центрами».
Когда стол установлен на вспомогательном столе, заготовка точно центрируется на оси поворотного стола, которая, в свою очередь, центрируется на оси режущего инструмента. Таким образом, все три оси соосны. С этого момента вспомогательный стол можно сместить в направлении X или Y, чтобы установить фрезу на нужное расстояние от центра заготовки. Это позволяет выполнять концентрические операции обработки на заготовке. Размещение заготовки эксцентрично на заданном расстоянии от центра позволяет вырезать более сложные кривые. Как и в случае с другими установками на вертикальной фрезе, операция фрезерования может заключаться либо в сверлении ряда концентрических и, возможно, равноудаленных отверстий, либо в торцевом или торцевом фрезеровании круглых или полукруглых форм и контуров.
Можно использовать поворотный стол:
- Обработка лыски под ключ на болте
- Сверление равноотстоящих отверстий на круглом фланце
- Чтобы вырезать круглый кусок с выступающим кончиком
- Для создания отверстий большого диаметра путем фрезерования по круговой траектории на небольших фрезерных станках, которые не могут вращать большие спиральные сверла (>0,500″/>13 мм)
- Измельчение спиралей
- Чтобы вырезать сложные кривые (при правильной настройке)
- Чтобы разрезать прямые линии под любым углом
- Чтобы вырезать дуги
- С добавлением составного стола поверх поворотного стола пользователь может перемещать центр вращения в любое место на обрабатываемой детали. Это позволяет вырезать дугу в любом месте детали.
- Чтобы вырезать круглые детали
Настройка поворотного стола
При использовании поворотного стола на фрезерном станке, будь то фрезерование дуги или сверление отверстий по некоторому круговому шаблону, для настройки заготовки необходимо выполнить две вещи. Во-первых, заготовка должна быть отцентрована на поворотном столе. Во-вторых, поворотный стол должен быть отцентрован под шпинделем. Затем стол фрезерного станка можно переместить на подходящее расстояние, и можно начинать резку.
Вы можете сначала центрировать стол под шпинделем, указав отверстие в центре стола. Затем можно было установить заготовку на стол и обозначить заготовку. При таком подходе есть две проблемы. Во-первых, вы предполагаете, что дыра в столе правильная и находится по центру. Это может быть или не быть правдой. Во-вторых, этот подход чреват своего рода накоплением ошибок, поскольку вы измеряете по двум разным элементам (отверстие поворотного стола и какой-то элемент на заготовке). Сначала отцентрируйте заготовку на поворотном столе, а затем отцентрируйте поворотный стол под шпинделем.
Для центрирования заготовки на поворотном столе вращайте поворотный стол и следите за отклонением указателя индикатора. Отрегулируйте положение фрезерного стола (X и Y) по мере необходимости, пока игла не перестанет отклоняться.
Вы настраиваете поворотный стол, помещая циферблатный тестовый индикатор в патрон или цангу в шпинделе, который затем вращается вручную, при этом наконечник индикатора контактирует с отверстием поворотного стола. Если ваш станок можно отключить от передачи, это поможет сделать так, чтобы шпиндель свободно качался. Очевидно, что использовать сверлильный патрон проще, чем цангу, так что у вас есть то, что вы можете легко повернуть. Выполните регулировку с помощью маховиков седла и стола.
После того, как вы определили центр (индикатор будет отображаться так же, как вы вращаете шпиндель, очень хорошей идеей будет установить оба ваших циферблата на «0», вместо того, чтобы отмечать какое-то случайное место. Убедитесь, что вы также правильно установили люфт. . Установите показания циферблата в положительном направлении, чтобы легко подсчитывать любые изменения, и вам никогда не приходилось вспоминать, какой способ вы выбрали для установки люфта. Я также всегда отмечаю стол и седло восковым карандашом, чтобы знать, где находится в центре. Это говорит вам, когда прекратить поворачивать ручку, когда появляется «0», если вы хотите вернуть стол в центр, чтобы загрузить другую деталь.
После того, как вы определили центр стола, установили циферблаты и заблокировали стол и седло, у вас обычно есть какая-то функция с вашей стороны, которую вы хотите центрировать. В некоторых случаях это может быть отверстие, в других — внешний край круглой детали. В подобных случаях обычно используют один и тот же индикатор и поворачивают его внутри отверстия или по периметру детали. Периметр может потребовать, чтобы вы обошли зажимы, что обычно можно выполнить, используя перо, чтобы переместить индикатор вверх достаточно далеко, чтобы очистить их. Когда вы набираете детали к уже найденному столу, вы постукиваете по детали, а не выполняете корректировку с помощью седла или ручек стола. Постучите по детали после того, как вы слегка прижали зажимы, чтобы она не двигалась рывками. Таким образом вы можете добиться практически идеального расположения, конечно, настолько близко, насколько машина способна работать.
После того, как заготовка отцентрирована на поворотном столе, вы поворачиваете шпиндель вручную, чтобы кончик индикатора прошел внутрь отверстия. При необходимости отрегулируйте положение стола фрезерного станка, пока не будет замечено отклонение иглы.
Настройка поворотного стола
Как центрировать шпиндель по центру поворотного стола. Вот некоторые из методов, которые можно использовать.
Для центрирования поворотного стола с помощью вертикального шпинделя
Следуйте следующей процедуре:
1. Выровняйте вертикальную головку со столом станка.
2. Установите поворотный стол на стол фрезерного станка.
3. Вставьте тестовую заглушку в центральное отверстие поворотного стола.
4. Установите циферблатный индикатор на шпиндель фрезерного станка.
5. Когда циферблатный индикатор едва касается верхней части контрольной заглушки, поверните вручную шпиндель станка и примерно совместите заглушку со шпинделем.
6. Доведите циферблатный индикатор до диаметра плунжера и поверните шпиндель вручную.
7. Отрегулируйте стол станка с помощью рукояток продольной (X) и поперечной подачи (Y) до тех пор, пока циферблатный индикатор не зарегистрирует движение.
8. Заблокируйте стол и седло фрезерного станка и еще раз проверьте выравнивание.
9. При необходимости отрегулируйте.
Способ настройки поворотного стола
 | <тд стиль ="ширина:960 пикселей"> |
|
 | <тд стиль ="ширина:960 пикселей"> |

|  Indicate  To get a really accurate, to dial indicate in the rotary table. In the photo it looks like the tip of the indicator is hanging in space, but it is actually touching the back of the hole in the rotary table. I then run the table through 360 degrees of rotation watching for the maximum deflection on the indicator. Then rotate the spindle 90 degrees to the left and 90 degrees to the right. The true center will be half way between the two readings. For the final adjusting for centering that on the same side of the backlash as will be using when cutting. So if the cutter moves from the center to the right side, then want the cutter moving in the same direction when doing the center adjustment. If on the wrong side of the backlash, then well be overcompensate and start over now coming from the correct side.
|
|
 |  Lineup Jig To locate a jig or workpiece on the rotary table. I start off with the initial rough line up.
|
|
 |  Indicate Jig  Centering the jig or workpiece over the center of the rotary table. To do this, rotate the rotary table and adjust the work piece until I get consistent run out all the way around.
|
To Center a Workpiece with the Rotary Table
Often it is necessary to perform a rotary table operation on several identical workpieces, each having a machined hole in the center. To quickly align each workpiece, a special plug can be made to fit the center hole of the workpiece and the hole in the rotary table. Once the machine spindle has been aligned with the rotary table, each succeeding piece can be aligned quickly and accurately by placing it over the plug.
If there are only a few pieces, which would not justify the manufacture of a special plug, or if the workpiece does not have a hole through it center, the following method can be used to center the workpiece on the rotary table.
1. Align the rotary table with the vertical mill head spindle.
2. Lightly clamp the workpiece on the rotary table in the center. Do not move the longitudinal(X) or crossfeed(Y) feed handles.
3. Disengage the rotary table worm mechanism.
4. Mount an dial indicator in the milling machine spindle or milling machine table, depending upon the workpiece.
5. Bring the dial indicator into contact with the surface to be indicated, and revolve the rotary table by hand.
6. With a soft metal bar, tap the workpiece(away from the indicator movement) until no movement is registered on the indicator in a complete revolution of the rotary table.
7. Clamp the workpiece tightly, and recheck the accuracy of the setup.
Radius Milling
To mill the end on the workpiece to a certain radius or to machine circular slots having a definite radius, following procedure below should be followed.
1. Align the vertical milling machine at 90* to the table.
2. Mount an dial indicator in the milling machine spindle.
3. Mount rotary table on the milling machine table.
4. Center the rotary table with the machine spindle using a test plug in the table and a dial indicator on the spindle.
5. Set the longitudinal(X)feed dial and the crossfeed(Y) dial to zero.
6. Mount the workpiece on the rotary table, aligning the center of the radial cuts with the center of the table. A special arbor may be used for this. Another method is to align the center of the radial cut with a wiggler mounted in the machine spindle.
7. Move either the crossfeed or the longitudinal feed(whichever is more convenient) an amount equal to the radius required.
8. Lock both the table and the saddle.
9. Mount the proper end mill.
10. Set the correct speed(RPM).
11. Rotate the workpiece, using the rotary table feed handwheel, to the starting point of the cut.
12. Set the depth of the cut and machine the radius to the size indicated on the drawing, using hand or power feed.
UNIT TEST
1. When is an offset boring head used?
2. Name three major components of Boring Heads.
3. Why is the locking screw tightened after tool slide adjustments have been made.
4. Why does the tool slide have multiple holes to hold boring tools?
5. What determines the cutting speed in boring?
6. For what purpose may a rotary table be used?
7. What is the purpose of the hole in the center of a rotary table?
8. Describe briefly how a rotary table may be centered with a vertical mill spindle.
9. Describe briefly how a single workpiece would be centered on a rotary table.
10. Explain how a large radius may be cut using a rotary table.
Chapter Attribution Information
This chapter was derived from the following sources.
- Tapping Procedures derived from Drilling and Tapping by the University of Idaho, CC:BY-SA 3.0.
- Tramming derived from Tramming Mill Head by the University of Idaho, CC:BY-SA 3.0.
- Dial Indicator (Photo) derived from Dial Gauge by Wikimedia, CC:BY-SA 3.0.
- Milling Machine Procedures derived from Mechanical Engineering Tools by the Massachusetts Institute of Technology, CC:BY-NC-SA 4.0.
- Rotary Table derived from Rotary Table by the University of Idaho, CC:BY-SA 3.0.
Промышленные технологии
- Что такое шероховатость поверхности? - единица, диаграмма, измерение
- Печатные машины:офсетная печать
- Как работает офсетная печать?
- 3 преимущества использования расточной фрезы
- Что такое угловая отвертка?
- 16 Раздел 2:Определение твердости
- 22 Модуль 5:Работа с ЧПУ
- 24 Модуль 7:Mastercam
- Введение в расточные станки
- Что такое горизонтально-сверлильный станок?