


Отзывы:настройка и оптимизация
Во время печати экструдер проталкивает нить в хотэнд, где она расплавляется и экструдируется через отверстие сопла. Во время этого процесса внутри сопла создается давление, которое вытесняет пластик через сопло.
Однако, как только экструдер перестает вытягивать нить, давление в сопле сохраняется, в результате чего небольшое количество расплавленного пластика продолжает вытекать до тех пор, пока давление внутри и снаружи сопла не сравняется.
Это явление приводит к тому, что небольшое количество материала продолжает выходить во время движений смещения, при которых материал не должен выдавливаться . Это приводит к появлению на поверхности детали мелких капель и тонких нитей.
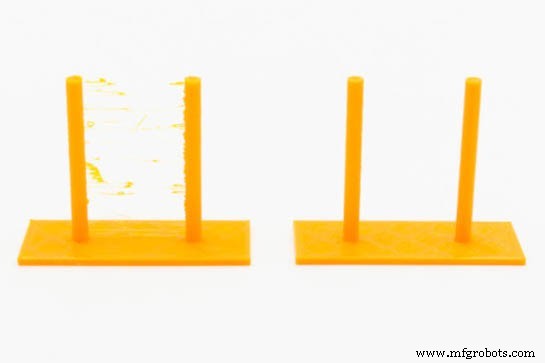
Изображение 1:Эффект неправильной конфигурации усадки (слева) и правильной (справа) Источник:Filament2print
Чтобы избежать этого, в 3D-принтерах FFF используется механизм, известный как втягивание. Перед выполнением вытесняющего движения экструдер втягивает небольшое количество нити, сбрасывая давление внутри сопла. Когда движение смещения заканчивается и начинается движение экструзии, экструдер выталкивает еще небольшое количество нити до тех пор, пока сопло не будет заполнено и давление внутри сопла не восстановится.
Чтобы максимально оптимизировать качество печати, очень важно задать параметры ретракции для каждого материала.
Параметры усадки
Основные параметры усадки:
- Расстояние отвода :это длина нити, которую экструдер втянет. Его значение, помимо типа материала, будет зависеть от длины между экструдером и хотэндом. В прямых экструдерах его величина будет в пределах от 0,4 мм до 1,2 мм, а в боуденовских системах от 2 мм до 10 мм. Эмпирическое правило для расчета начального значения расстояния усадки в системе Боудена заключается в использовании 1% длины трубки Боудена. Например, для системы Боудена с трубой длиной 40 см будет использовано расстояние усадки 4 мм. Важно ознакомиться со спецификациями хотэнда, так как многие производители указывают максимальное расстояние втягивания для своего хотэнда. Превышение этого значения, скорее всего, приведет к засорению.
- Скорость отвода :это скорость, с которой двигатель экструдера втягивает нить. Очень низкие скорости не предотвратят попадание капель на поверхность детали, а очень высокие скорости могут привести к закусыванию нити накала. Значение этой скорости, как правило, будет между 25 мм/с и 45 мм/с, что является наиболее обычным значением 30 мм/с в прямых системах и 40 мм/с в системах Боудена.
- Расстояние обратного отвода :это количество нити, которое экструдер выдавит после втягивания нити. Обычно используется то же значение, что и расстояние отвода нити. Иногда может быть необходимо использовать другое значение, особенно в системах Боудена. Если после отвода на поверхности детали наблюдается небольшой перепад, это значение следует уменьшить, а если наблюдается небольшой зазор, то его необходимо будет увеличить. В общем, его следует увеличить или уменьшить примерно на 5-10 %. В некоторых программах используется термин «расстояние сброса», где это значение представляет собой увеличение или уменьшение значения усадки. Например, при сбросе расстояния, равного 0, будут использоваться те же расстояния втягивания и усадки, тогда как при значении -0,2 в качестве расстояния усадки будет использоваться расстояние усадки минус 0,2 мм.
- Скорость отвода :это скорость, с которой нить экструдируется во время движения. Как правило, принимается то же значение, что и скорость отвода, или немного меньшее значение.
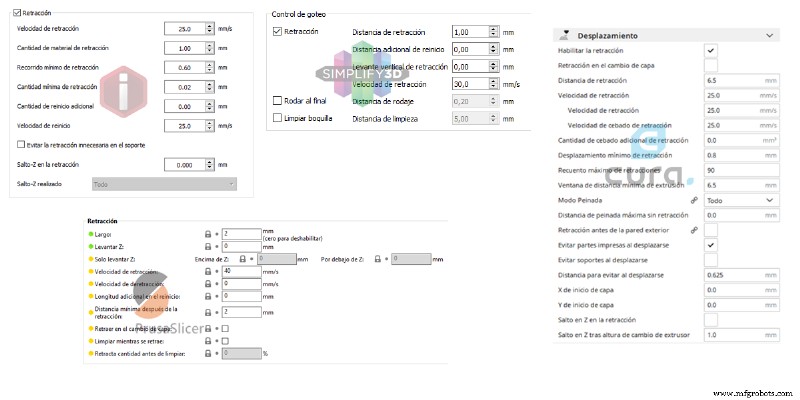
Изображение 2:Раздел настройки усадки в различных программах для ламинирования. Источник:Filament2print
Помимо этих основных параметров, есть и другие, влияющие на качество изделия:
- Минимальное расстояние после отвода :Это минимальное расстояние смещения, до которого будет выполняться отвод. Это позволяет избежать ненужных отводов, когда смещение очень мало.
- Подъем, Z-подъем или Z-прыжки :Если установлено значение, отличное от 0, хотэнд поднимется на указанное расстояние при выполнении втягивания, а затем снова опустится после смещения. Эта функция помогает избежать следов на поверхности заготовки и предотвращает появление резьбы. Обычно достаточно значения от 100 % до 200 % высоты слоя.
- Очистка при втягивании, приработке, очистке сопла :Выполняет небольшое движение хотэнда во время втягивания, чтобы очистить сопло и скрыть шов. В некоторых программах это активируемый флажок, в других можно установить значение.
Не все программы включают все эти параметры, и некоторые из этих параметров могут вести себя по-разному в разных программах. Прежде чем изменять значения параметров отвода, следует ознакомиться с руководством по программному обеспечению, чтобы понять, как ведет себя каждый из них.
Калибровка параметров усадки
Так как параметров несколько, сложно получить подходящую комбинацию простым способом. Для этого необходимо будет поэтапно проводить несколько тестов, пока не будут получены нужные значения. Необходимо будет настроить параметры усадки независимо для каждого материала, а для этого мы должны предварительно определить подходящую температуру печати для каждого материала.
Прежде всего, должны быть получены соответствующие расстояние отвода и скорость отвода, поэтому остальные параметры следует оставить деактивированными или с их предварительно установленными значениями.
Оптимальными значениями скорости отвода и расстояния отвода являются наименьшие значения, позволяющие избежать появления резьбы во время перемещений. Для определения этих значений необходимо предпринять следующие шаги:
- Должна быть установлена низкая скорость отвода, предпочтительно 25 мм/с.
- Должно быть установлено промежуточное значение расстояния усадки:0,8 мм для экструдеров прямого действия, 0,75% длины трубы для экструдеров Боудена.
- Затем будет распечатан тест на усадку. Можно найти несколько созданных в известных файловых хранилищах.
- Результат будет проверен:
- Если нити не появятся, расстояние усадки будет уменьшено наполовину.
- Если появляются резьбы, увеличьте расстояние втягивания на 50%.
- Повторяйте процесс столько раз, сколько необходимо, пока не получите удовлетворительный результат.
В любом случае расстояния не должны превышать 3 мм для прямых экструдеров и не более 5% длины трубы для боуден-систем. Если невозможно получить приемлемый результат в этом диапазоне, скорость усадки следует увеличить на 5 мм/с и повторить процесс . Не рекомендуется использовать скорость усадки выше 40 мм/с, поэтому, если удовлетворительный результат все еще не достигнут, следует выбрать комбинацию, дающую наилучшие результаты.
С некоторыми принтерами и нитями невозможно полностью удалить нити, даже при наилучшем сочетании скорости и расстояния усадки . В этих случаях рекомендуется активировать другие функции, такие как «Z-подъем», «Очистка при втягивании», «Обкатка» или «Очистка сопла». , что поможет свести к минимуму или устранить пряжу.
Проблемы, связанные с неправильными настройками отзыва
Последствия чрезмерно высоких или низких значений параметров усадки самые разные. В то время как слишком низкие значения скорости отвода и расстояния отвода имеют чисто эстетические последствия (появление нитей и капель на деталях), установка слишком высоких значений часто приводит к заклиниванию внутри терморазрыва. Это связано с тем, что если втягивание будет слишком длинным, расплавленный кончик нити достигнет холодной зоны теплового разрыва, расширится и заблокирует ее.
Если после настройки отвода происходит застревание, особенно на длинных отпечатках, следует немного уменьшить расстояние отвода.
3D печать
- Переменные Python, константы и литералы
- Стоимость и оценочная стоимость замены
- Верность форме:ценность металлического прядения и гидроформинга
- Премиум сочетается с практичностью и ценностью:серия Accupro HS
- Процесс оценки машин и оборудования
- SIGRABOND® Chemical CFRP для компонентов и сборок
- SIGRABOND® Chemical CFRC для компонентов и сборок
- DIN 1.5217 Закалка и отпуск
- SEW 395 Grade G-X120Mn13 термообработка и закалка на раствор
- UGI® HT286, отожженный и холоднотянутый