


Как выбрать наиболее подходящую технологию:FDM, SLA и SLS

Аддитивное производство это термин, используемый для описания всего набора производственных технологий, основанных на формировании материального вклада . Это означает, что, в отличие от субтрактивного производства (охватывающего традиционные методы обработки с ЧПУ), он основан на сборке деталей путем предоставления точного количества материала слой за слоем выборочным способом.
Однако в этой категории мы можем найти множество очень разрозненных технологий, каждая со своими преимуществами и недостатками, поэтому знание ее основ и ее ограничений имеет большое значение для выбора наиболее подходящей для каждой потребности.
Хотя существует множество технологий и вариантов, наиболее распространенными в отрасли являются три:
- Отложение расплавленного материала (FDM)
- Селективная фотополимеризация смол (SLA)
- Селективное лазерное спекание (SLS)
Хотя наиболее распространенной, несомненно, является технология FDM. В основном из-за появления недорогих 3D-принтеров, основанных на этой технологии, в последние годы технологии SLA и SLS набирают силу. . Такие компании, как Formlabs или Синтерит рыночное оборудование, основанное на SLA и SLS соответственно, способное достичь промышленного качества по действительно конкурентоспособным ценам. Это вместе с появлением новых материалов в настоящее время затрудняет выбор той или иной технологии для компании или специалиста.
Ниже мы подробно расскажем об основных характеристиках каждого из них, а также об их различиях, преимуществах и недостатках.
Моделирование плавным напылением (FDM)
На сегодняшний день это самая популярная технология. . Он основан на выдавливании через сопло или «насадку» термопласта выше его температуры плавления. Когда экструдированный материал выходит из сопла для нити, он выборочно и слой за слоем осаждается для формирования детали.
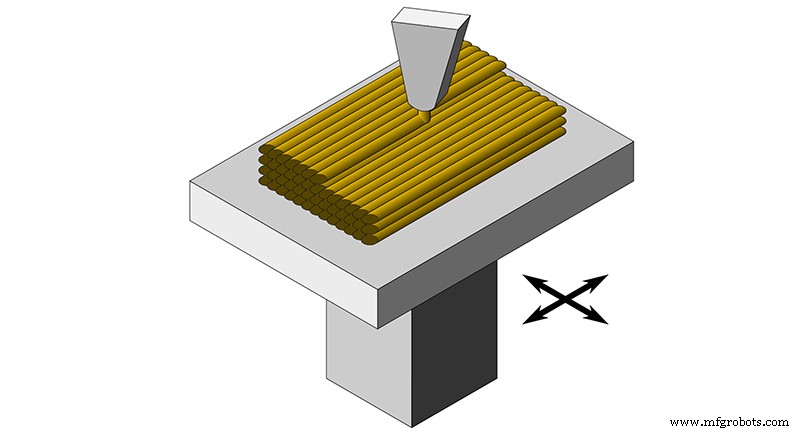
Изображение 1:FDM-печать. Источник:commons.wikimedia.com
Несмотря на то, что он наиболее распространен, он является наиболее сложным, когда речь идет о разработке и подготовке файлов к печати. . Ограничения 3D-печати FDM часто определяют сам дизайн , так что в целом, когда детали производятся по этой технологии, необходимо проектировать или переделывать их, чтобы сделать их совместимыми. Это может стать большой проблемой, если целью 3D-печати является проверка моделей, которые впоследствии будут производиться с использованием других методов производства.
Среди всех ограничений наиболее важными являются необходимость использования подложек и невозможность получения механической изотропии.
Поскольку расплавленный материал не может осаждаться в воздухе, невозможно напрямую печатать мосты или выступы, поэтому в этих случаях необходимо добавить опорные конструкции. Это предполагает больший расход материала и времени, кроме того, что детали будут нуждаться в постобработке для удаления этих опор и пострадает качество поверхности в зоне контакта.
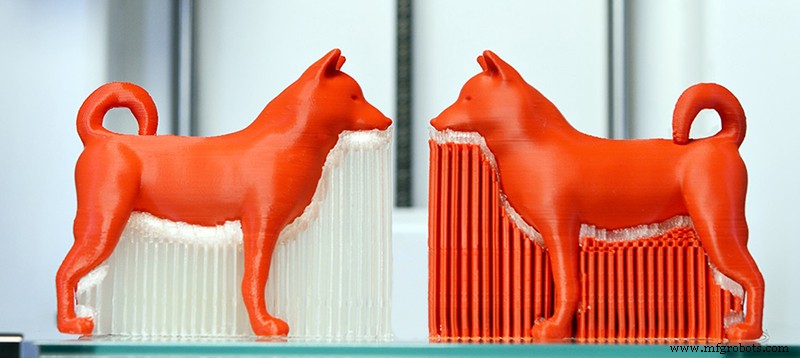
Изображение 2:Печатные детали с опорами. Источник:Simplify3D
Один из способов свести к минимуму некоторые недостатки использования носителей — напечатать их с помощью растворимого материала. . Это облегчит их удаление и улучшит качество поверхности контактной площадки. Для этого принтер должен иметь систему двойного экструдера например, система IDEX для принтеров BCN3D Sigma и BCN3D Sigmax или двойной экструдер Bondtech, встроенный в 3D-принтеры Raise Pro2.
Фильм 1:система IDEX BCN3D. Источник:BCN3D
С другой стороны, как мы объяснили в предыдущей статье, с помощью FDM невозможно получить изотропные детали. , что является серьезной проблемой в некоторых механических и структурных приложениях.
Другими важными ограничениями являются низкое разрешение и высокие допуски. . Хотя с помощью сопел малого диаметра можно достичь разрешения по оси Z, близкого к разрешению, достигаемому с помощью SLA или SLS, разрешение по оси XY всегда будет намного ниже и будет зависеть от используемого материала . Это связано с тем, что разрешение определяется диаметром используемого сопла, а не все материалы совместимы с соплами малого диаметра.
Однако не все являются недостатками. Технология FDM предлагает самый широкий выбор материалов и более низкую стоимость , в дополнение к большим объемам печати и хотя разница в цене между различными технологиями сократилась, это по-прежнему самая дешевая технология.
<сильный> 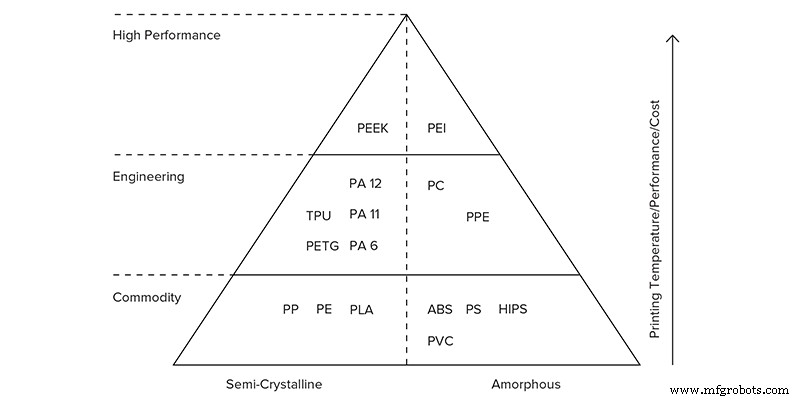
Изображение 3. Пирамида основных материалов, доступных для 3D-печати FDM. Источник:3dhubs.com
Кроме того, это чистая и безопасная технология. который требует небольшой подготовки перед печатью . Это позволяет размещать его в любой среде и обеспечивает большую оперативность, чем печать SLA и SLS, требующую более обширных задач по подготовке и очистке, что делает ее идеальной технологией для образовательных приложений любого уровня, от начального до высшего образования.
Это идеальная технология для печати шаблонов и инструментов, деталей большого среднего объема или для тех приложений, которые требуют специальных материалов, недоступных для других технологий.
Другой сектор, в котором 3D-печать FDM предлагает большие преимущества, — это производство архитектурных моделей. . Как правило, этот тип проекта состоит из громоздких деталей, не требующих высокой точности. Это, наряду с доступностью таких материалов, как Filamet, Timberfill, Smartfil EP или PLA Mukha, позволяет придать изделиям металлическую, деревянную или керамическую отделку без необходимости последующей обработки.

Изображение 4:Архитектурная модель для FDM. Фуэнте:Raise3D
Стереолитография (SLA)
Это вторая по распространенности технология 3D-печати. Он основан на избирательном воздействии ультрафиолетового света на кювету фотоотверждаемой смолы слой за слоем. . Это избирательное воздействие может осуществляться с помощью лазерного сканирования (SLA), проектора (DLP) или маскированного светодиода (LED-LCD/MSLA).
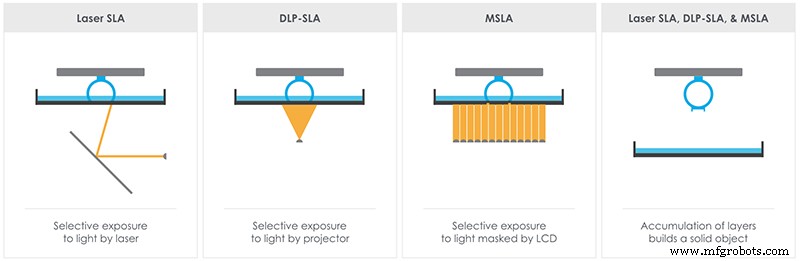
Изображение 5. Различия между SLA, DLP и MSLA. Источник:theorthocosmos.com
Как и при 3D-печати FDM, требуется поддержка которые должны быть удалены после печати, однако 3D-SLA-печать в настоящее время не позволяет одновременно печатать двумя материалами, поэтому единственный способ удалить опоры — механически . Это означает, что в этом случае затрагивается и поверхность детали в тех местах, где был контакт с опорами.

Изображение 6:Опоры детали, напечатанной SLA. Источник:3Dhubs.com
Еще одно принципиальное отличие от 3D FDM-печати заключается в том, что вместо термопластов используются термореактивные полимеры. Кроме того, материалы SLA, как правило, дороже, чем материалы FDM, и обладают некоторой токсичностью. . Это, а также тот факт, что детали требуют очистки и пост-обработки задач, делает эту технологию менее рекомендуемой для образовательного сектора.
Тем не менее, его сила заключается в высоком разрешении и отличной чистоте поверхности, достигаемой с помощью 3D SLA-печати. В целом разрешение до 50 мкм может быть достигнуто во всех плоскостях .
Несмотря на то, что существуют принтеры SLA с большими объемами печати, сравнимыми с объемами 3D-принтеров FDM, в целом 3D-принтеры SLA имеют значительно меньшие объемы печати.
Он идеально подходит для печати небольших деталей, требующих высокого разрешения и превосходной чистоты поверхности. . В настоящее время это самая популярная технология 3D-печати в стоматологии и ювелирной промышленности. . Вот почему у него самый широкий каталог стоматологических и литейных пластмасс.

Изображение 7:Стоматологические модели, напечатанные SLA. Источник:Formlabs.
Селективное лазерное спекание (SLS)
Вероятно, это наименее известная технология. , несмотря на то, что он один из самых старых и наиболее распространенных в промышленных условиях.
Это связано с тем, что до недавнего времени все оборудование для 3D-печати SLS требовало соответствующего оборудования, а стоимость как оборудования, так и имплантации была высокой. Хотя в последние годы это изменилось благодаря появлению принтеров SLS в настольном формате, таких как принтеры Lisa и Lisa Pro, стоимость приобретения которых при внедрении близка к стоимости систем FDM и SLA. Хотя эта технология позволяет производить как термопластичные, так и металлические детали, поскольку цель этой статьи — понять различия между тремя технологиями, мы сосредоточимся только на термопластичной 3D-печати SLS.
3D SLS-печать состоит из выборочного спекания с использованием системы лазерного сканирования слоев порошкового материала. Каждый раз, когда слой спекается, сборочная платформа опускается, и специальное устройство, называемое повторным покрытием, наносит новый слой порошка.
Изображение 8:Схема SLS-принтера. Источник:Синтерит.
Основным преимуществом этой технологии является возможность печати без поддержек. . Это делает проектные ограничения намного меньше, чем в любой другой технологии , а также значительно упрощает постобработку частей.
В сочетании с высокой точностью достигнутое с помощью лазера, превосходящее результаты, полученные с помощью 3D-печати SLA или FDM, позволяет печатать сложные сборки напрямую, без необходимости печатать его компоненты по отдельности.

Видео 2. Велосипедная смена, изготовленная непосредственно с помощью 3D-печати SLS. Источник:Синтерит.
Еще одним важным преимуществом является то, что детали, напечатанные с помощью SLS, плотные и обладают высокой изотропностью. , что делает его идеальной технологией для производства функциональных моделей и прототипов. Все это вместе с хорошей обработкой поверхности делает его также подходящим для производства небольших серий конечной продукции .
3D-принтеры SLS не имеют широкого спектра совместимых материалов, как 3D-печать FDM. , однако возможность использования технических материалов, таких как различные типы нейлона или TPE и TPU , позволяет использовать его для большинства приложений.
Видео 3:Деталь, напечатанная на ТПУ с использованием 3D-печати SLS. Источник:Синтерит.
Несмотря на все преимущества, главным ограничивающим фактором 3D-печати SLS является объем сборки. Несмотря на то, что промышленное оборудование имеет большие объемы сборки, аналогичные тем, которые используются в системах FDM, настольные 3D-принтеры SLS имеют объемы печати, аналогичные принтерам SLA.
Кроме того, хотя постобработка части ограничивается очисткой для удаления излишков порошка без спекания , 3D-принтеры SLS требуют подготовки и очистки, что делает их менее срочными, чем печать FDM. .
Хотя все эти характеристики сделали эту технологию отраслевым стандартом. , его высокая стоимость ограничила его доступ к малым и средним компаниям. С появлением в последние годы доступных настольных 3D-принтеров SLS, таких как Lisa и Lisa Pro, ситуация меняется. Хотя его стоимость по-прежнему несколько выше аналогичных моделей в FDM и SLA, в настоящее время стоимость уже не является определяющим фактором при выборе той или иной технологии.
<сильный> 
Изображение 9:Sinterit Lisa Pro. Источник:Синтерит.
Сравнение FDM, SLA и SLS
Чтобы правильно сравнить три технологии, мы должны сделать это на двух уровнях:с точки зрения характеристик и с точки зрения конструктивных и производственных ограничений.
Основные характеристики каждой технологии сравниваются ниже:
Характеристики>Возможности | |||
|---|---|---|---|
| Функция | FDM | SLA | SLS |
| Принцип работы | Экструзия расплавленного материала | Фотополимеризация смолы | Спеченные микрочастицы |
| Тип совместимых материалов | Термопластики | Светоотверждаемая смола | Термопластики |
| Количество совместимых материалов | Очень высокий | Средний | Низкий |
| Цена материалов | Средний — низкий | Высокий | Средний |
| Сложность | Высокий | Средний | Средний |
| Оперативность | Очень высокий | Средний | Низкий |
| Минимальное разрешение слоя | <тд>0,1 мм <тд>0,05 мм <тд>0,06 мм|||
| Максимальное разрешение по осям XY | <тд>0,25 мм <тд>0,05 мм <тд>0,08 - 0,08 мм|||
| Точность | Низкий | Средний | Высокий |
| Приложения | Быстрое прототипирование. Обучение. Изготовление шаблонов и инструментов. | Модели с мелкими деталями. Отливаемые негативы для ювелирных изделий и стоматологии. Шины. | Функциональные прототипы. Короткие серии. Шаблоны и инструменты. Ортопедические компоненты. Медицинские модели |
| Преимущество | Низкая цена. Оперативность. Материалы доступны. | Высокое разрешение. Качественные стоматологические и литейные материалы. | Печать без опор. Высокое качество деталей. Печать сборок напрямую. Высокая точность. |
| Недостатки | Необходимо использовать опоры. Некоторые материалы имеют высокую усадку. | Высокая стоимость материалов. Малый объем печати. | Длительное время печати. Низкий объем печати. |
В следующей таблице показаны конструктивные ограничения каждой технологии:
Требования к дизайну | |||
|---|---|---|---|
| Функция | FDM | SLA | SLS |
| Выступы | Требуются опоры от 45º | Всегда нужна поддержка | Никогда не нуждайтесь в поддержке |
| Мосты | Требуются опоры от 10 мм | Не нуждается в опорах, хотя и рекомендуется | Никогда не нуждайтесь в поддержке |
| Минимальная толщина стенки | <тд>0,8 мм <тд>|||
| Гравюры | <тд>1 мм | ||
| Минимальный диаметр отверстий | <тд>2 мм0,5 мм | 1,5 мм | |
| Допуск на движущиеся части и соединения | 0,5 мм | 0,5 мм | <тд>|
| Выхлопные отверстия в полых деталях | Нет необходимости | 4 мм | <тд>5 мм|
| Минимальный размер детализации | <тд>2 мм <тд>0,2 мм <тд>0,8 мм|||
| Минимальный диаметр столбца | 3 мм | 0,5 мм | <тд>0,8 мм|
| Общие допуски | ±0,5% (нижний предел ± 0,5 мм) | ±0,5% (нижний предел ± 0,15 мм) | ±0,3% (нижний предел ± 0,3 мм) |
Сегодня на рынке доступны компьютеры на основе этих трех технологий в аналогичном ценовом диапазоне, например, принтеры от производителей Raise3D, Formlabs или Sinterit. Благодаря этому единственными критериями при принятии решения о внедрении той или иной технологии будут технические критерии.
Необходимо хорошо оценить потребности и использование 3D-принтера, чтобы решить, какая технология является наиболее подходящей, и сделать инвестиции прибыльными.
3D печать
- Как выбрать правильный материал для маховика
- Наиболее распространенные узкие места в рабочем процессе 3D-печати - и как их исправить
- Понимание двух основных типов материала SLS
- Стереолитография - оригинальная технология 3D-печати
- Эволюция SLS:новые технологии, материалы и приложения
- 3 типа подгонки и как выбрать правильную?
- Почему и как за промышленной автоматизацией будущее
- Что такое компактор и как выбрать правильный?
- Как правильно выбрать фрикционный материал для тормозов
- Как правильно выбрать фрезу и программу для ЧПУ?