


Дизайн для 3D-печати, часть 3:сокращение времени печати
Примечание автора:это третья часть дизайна для 3D-печати. Мы обсудим, как можно сэкономить время (и материал) на пластиковых деталях, напечатанных на 3D-принтере. Вы также можете вернуться и прочитать Часть 1 и Часть 2 .
Введение
Одной из наиболее частых критических замечаний по поводу аддитивного производства является его медленность по сравнению с субтрактивной (быстрой) обработкой. Хотя использование аддитивного производства часто экономит время в долгосрочной перспективе (особенно в ситуациях, когда требуется специализированное прототипирование или значительное время обработки), субтрактивная обработка объективно быстрее в некоторых ситуациях при наличии соответствующих ресурсов. Хотя эта проблема более характерна для аддитивного производства, есть несколько стратегий, которые пользователи могут использовать, чтобы сократить время печати пластиковых деталей. В этом посте мы обсудим разработку стратегий 3D-печати, которые экономят время (и то, что не дает), и то, как вы можете реализовать их в Эйгере и на своей машине.
Что увеличивает время печати (и как этого избежать)
Чтобы разработать детали, которые экономят время, нам нужно перечислить, что на самом деле увеличивает время печати. Ниже мы рассмотрим каждый из основных факторов, которые расточают время, и почему они добавляют время.
Большая площадь
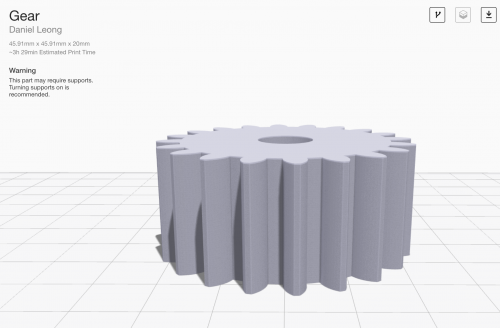
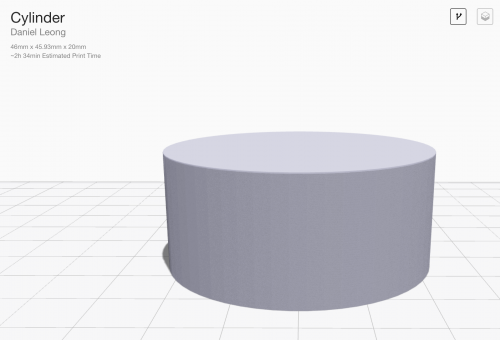
Это основной фактор увеличения времени печати. Большая площадь поверхности означает, что нужно напечатать больше стенок детали. Поскольку печатающая головка движется по стенам значительно медленнее, чем по заполнению, увеличение площади поверхности (и, следовательно, более длинной стены) значительно увеличивает время печати. Это означает, что для печати меньшей детали с более сложными деталями поверхности может потребоваться больше времени, чем для печати большой простой детали. Возьмите шестерню и цилиндр, изображенные ниже. Наружный диаметр каждой части идентичен, что означает, что на самом деле цилиндр содержит больше материала. Однако печать шестеренки занимает почти 30% больше времени из-за ее увеличенной площади поверхности. Иногда для успешной работы требуются расширенные функции; однако в других случаях простое всегда быстрее.

Вспомогательные материалы
Добавление вспомогательного материала к вашей детали увеличит время ее печати больше, чем любой другой фактор. Поскольку наш поддерживающий материал состоит из длинной стены с медленным печатанием, добавление сродни добавлению огромной площади поверхности. Хотя для печати некоторых деталей необходима поддержка, вы можете предпринять несколько шагов, чтобы ограничить добавляемое в связи с этим время.
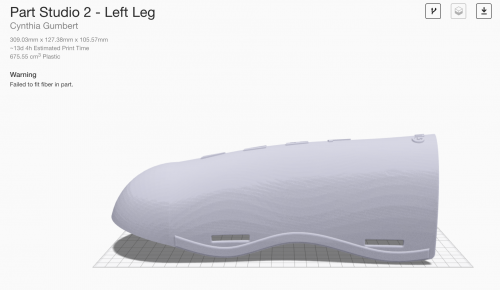
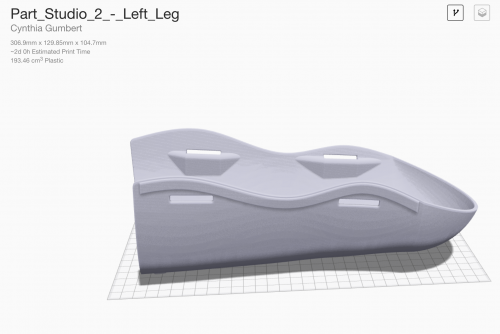
1. Попробуйте несколько ориентаций деталей:часто изменение ориентации деталей может резко изменить общее время печати. Прекрасным примером этого является лыжный щиток, который член нашей команды напечатал несколько недель назад. В одной ориентации огромный объем под оболочкой требует огромных опорных конструкций, что позволяет печатать за 13 дней. Переворачивая деталь, она сократила время печати на 11 дней и смогла распечатать деталь за два дня, гораздо более удобные.

2. Ограничьте выступы:если деталь позволяет, печать без опор приведет к более быстрой печати. При включении наши алгоритмы будут поддерживать любой выступ более 45 градусов от вертикали с ониксом (30 градусов для нейлона). Если у вас есть дополнительные выступы, которые вы не можете изменить (и вам потребуется поддержка), убедитесь, что ваши некритические выступы не превышают этих значений. Это ограничит опоры, размещенные на свесах, которые в этом нуждаются, и сэкономит ваше время на других свесах, которые не относятся к вашей части. Если у вас нет свесов, для которых необходим поддерживающий материал, отключите опоры и ограничьте углы до 55 градусов для оникса (или 45 градусов для нейлона). Деталь будет напечатана безупречно и сэкономит вам много времени.
3. Создавайте дизайн с учетом лицевой стороны печати:чтобы определить, какие выступы будут нуждаться в поддержке (а какие нет), выясните, в какой ориентации деталь должна печатать, прежде чем проектировать ее. Это позволит вам создавать дизайн для 3D-печати вместо того, чтобы изменять деталь для соответствия принтеру. Хотя это может и не сэкономить время печати, это сэкономит время на разработку детали.
4. Разделите деталь:иногда детали слишком сложны для внесения изменений, устраняющих опору. В этом случае вариант остается. Разделив деталь на две или более частей, вы можете гораздо легче ограничить свесы. После того, как детали будут напечатаны, приклейте их с помощью Loctite 401, чтобы получить такую же прочную деталь, как цельная деталь.
Высота слоя
Это классический компромисс в печати FFF:разрешение слоя и время печати. Наше разрешение слоя по умолчанию, равное 100 микрон, обеспечивает высококачественную отделку поверхности. Увеличение высоты слоя до 200 микрон немного снижает качество поверхности и вдвое сокращает время печати. Это чрезвычайно полезно для быстрых и грязных заданий на печать только из пластика (для печати с волокном требуется фиксированная высота слоя 100 или 125 микрон), так как ваши детали будут выходить из принтера в два раза быстрее. В таблице ниже приведены оценки времени для различной высоты слоя на ранее проанализированной передаче.

Дизайн для 3D-печати
В аддитивном производстве наблюдается нездоровая тенденция:чрезмерное использование этой технологии для деталей, которые не нужно печатать. Объединить обработанные и напечатанные детали в один отпечаток легко, но это увеличит время печати. Решение простое с точки зрения экономии времени:печатать только те геометрические формы, которые выигрывают от печати. Дизайн для 3D-печати:не печатайте валы или другие детали, которые тривиальны для обработки, так как это только добавит времени вашему рабочему процессу.
Неудачные распечатки
Это более косвенная причина увеличения времени; однако это не менее важно. Убедитесь, что ваша кровать правильно выровнена и у вас достаточно материала для печати, это может значительно сократить время выполнения заказа. Неудачные распечатки тратят впустую время печати, а также материалы, и их ограничение будет иметь большое значение для более эффективной печати. Вот несколько способов ограничить количество неудачных отпечатков:
- Деформация
- Модульные тесты
Что не помогает:добавление скоростных отверстий
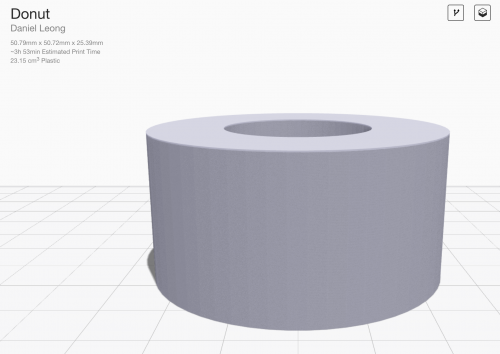
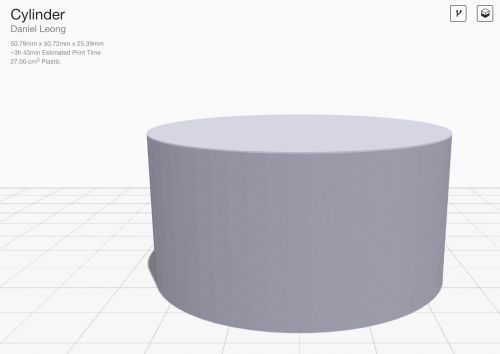
Добавление отверстий в отпечаток может сэкономить материал, но есть большая вероятность, что они не сэкономят время. Отверстия часто увеличивают площадь поверхности вашей детали, что (как мы уже упоминали) добавляет время. Взгляните на сравнение ниже. В пончике меньше материала из-за большого отверстия, но его печать занимает на 10% больше времени.

Заключение
Экономия времени на распечатках - непостоянное искусство:оно сильно варьируется от детали к детали и не всегда работает так, как вы ожидаете. Однако, следуя этим стратегиям, в большинстве случаев можно сократить время печати.
Хотите попробовать это сами? Зарегистрируйтесь здесь, чтобы получить бесплатную пробную версию Eiger, нашего облачного программного обеспечения для нарезки фрагментов.
Хотите увидеть больше подобных вещей? Подпишитесь на нас в Facebook, Twitter, Instagram и Linkedin, чтобы получать больше обновлений!
3D печать
- Преимущества стеклянных кроватей для 3D-печати
- Очистка без напряжения для печати FDM
- 6 Важные соображения при проектировании для 3D-печати из металла
- 4 Важные аспекты дизайна для 3D-печати
- Готова ли 3D-печать к производству конечных деталей?
- Создание многотельных файлов STL для 3D-печати
- Руководство по проектированию для обеспечения технологичности – Часть 2
- Руководство по проектированию для обеспечения технологичности – Часть 1
- Советы по проектированию для 3D-печати Carbon DLS™
- Часть 1. Особенности конструкции охладителя для центробежных компрессоров