


Как сделать форму для литья под давлением
Что такое форма для литья под давлением?
Пресс-форма для литья под давлением - это инструмент, который после сборки всех деталей помещается в машину для литья под давлением для изготовления идентичных пластиковых деталей. Формы для литья под давлением начинаются с чертежа инженером детали, необходимой для применения. Затем инженер, знакомый с процессом изготовления пресс-формы для литья под давлением, делает чертеж пресс-формы.
Как изготавливают форму для литья под давлением
Изготовление формы для литья под давлением требует большого мастерства и очень дорогого оборудования. Обычно они изготавливаются из инструментальной стали на станках с ЧПУ. Они являются негативом от фактической требуемой детали. Существует также система направляющих, которая позволяет горячему пластику заполнять все полости формы в дополнение к каналам, которые помогают охлаждать или нагревать форму, тем самым контролируя ее температуру. Около 10% типичного цикла литья под давлением приходится на фактическое впрыскивание расплавленного пластика. Оставшийся процент предназначен для охлаждения и затвердевания, упаковки и хранения.
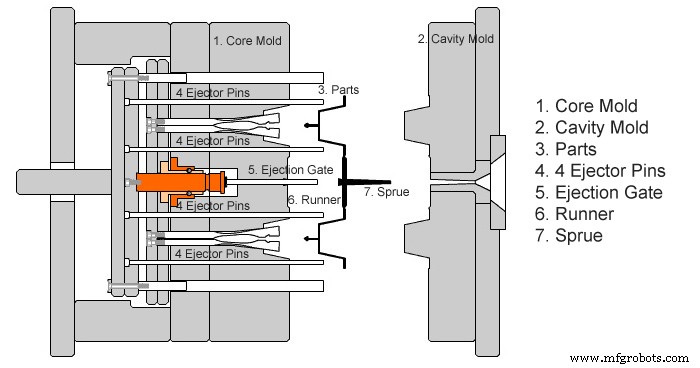
Самая простая форма для литья под давлением представляет собой прямую литьевую форму, состоящую из двух половин. Сторона «А» и сторона «Б». Передняя сторона или сторона A обращена к полости и называется полостью. Сторона B обращена к полости и называется стержневой формой. Однако не все формы для литья под давлением следуют этому простому шаблону.
Детали формы для литья под давлением
Инженер, проектирующий пресс-форму, решит, требуется ли ему вставной инструмент или отдельно стоящая пресс-форма.
Чтобы сделать отдельно стоящие формы для литья под давлением, производители покупают готовые основы для форм у одной из нескольких мировых компаний, таких как Misumi. DME или Hasco.
Форма для литья под давлением будет включать в себя линии охлаждения, систему литников, литник, полости и заслонки. В литьевых формах также есть резьбовые отверстия для рым-болта s t . шляпки используются при установке формы в формовочной машине. Кроме того, у них есть направляющие штифты для выравнивания формы на рабочем столе, так что выравнивание сторон A и B не требуется, когда форма находится в машине.
Выброс
После затвердевания деталь выталкивается из формы с помощью выталкивающего штифта, штифтов и гильз или с помощью любого другого метода, включая выталкивающие пластины, выталкивание воздуха и многое другое.
EDM (электронно-разрядная машина)
Но в некоторых деталях есть полость, которую трудно фрезеровать. В этом случае электрод, сделанный из графита или медно-вольфрамового сплава, вращается на станке с ЧПУ, а затем помещается в ванну электроэрозионного станка (электроэрозионного станка). Электроэрозионный электродвигатель разрушает сталь, образуя полость, точно повторяющую форму электрода. Электроэрозионные станки бывают двух видов:грузило и проволочное. Электроэрозионный станок с грузилом предназначен для создания полости, в то время как электроэрозионный станок с тонкой латуни использует тонкую латунную проволоку для резки простых или сложных форм.
Система бегунов
Система бегунков позволяет жидкому пластику течь в полости. Система литников литьевой формы состоит из трех основных частей:литника, желоба и заслонки.
К соплу цилиндра формовочной машины подсоединен литник. Расплавленный пластик подается возвратно-поступательным шнеком к соплу и, таким образом, через литник. Затем материал перетекает в полозья. Наконец, расплавленный пластик заполнит каждую полость через затвор. Газ может выходить через вентиляционное отверстие.
Термопластавтомат
Термопластавтомат состоит из загрузчика, поршневого винта, цилиндра, сопла и плиты. Во время этого процесса гранулы полимера сначала помещают в сушилку для удаления влаги. Затем гранулы перемещаются в цилиндр, где они нагреваются до температуры плавления используемого пластика. Большой поршневой винт проходит через ствол и перемещает пластик, пока он не достигнет сопла. Он впрыскивается через форсунку в форму, которая установлена на плите. После остывания пластика форма открывается, и пластмассовые детали выбиваются выталкивающими штифтами. Цикл обычно повторяется каждые 60-90 секунд.
Смола
- Как выполняется литье под давлением
- Как создать платформу для роботов Arduino + Raspberry Pi
- Как оценить стоимость литья под давлением?
- Как сделать стекловолокно
- Как сделать форму для пластика, армированного стекловолокном
- Учебное пособие по литью под давлением:видео
- Процесс литья под давлением
- Как сделать прототип
- Процесс изготовления пластиковых форм для литья под давлением и как будет меняться стоимость
- Как заменить гидравлический шланг