


Стоит ли оно того? Преимущества литья по выплавляемым моделям
Потеря воска, одноразовые формы позволяют создавать точные изделия с более тонкой поверхностью
Что такое литье по выплавляемым моделям?
Литье по выплавляемым моделям, часто называемое литьем по выплавляемым моделям, использует процесс одноразовых форм для создания сложных изделий с исключительно тонкими поверхностями. Это точная техника из-за универсальности, которую можно создать при проектировании пресс-формы. Модели для литья в песчаные формы должны быть разделены на две части и иметь внутренние стержни, которые можно поддерживать внутри закрытой разъемной формы. Формы для выплавки можно изготовить практически любой формы, которые можно вырезать из воска и покрыть. Процесс и формование дороже, но производимые продукты могут быть более сложными и точными. Поверхность всех металлических отливок отражает материалы, из которых они отлиты. Поэтому отливки из песка имеют неровную текстуру. Отливки по выплавляемым моделям могут быть получены из формы с более гладкой поверхностью.
Что такое обычные продукты для литья по выплавляемым моделям?
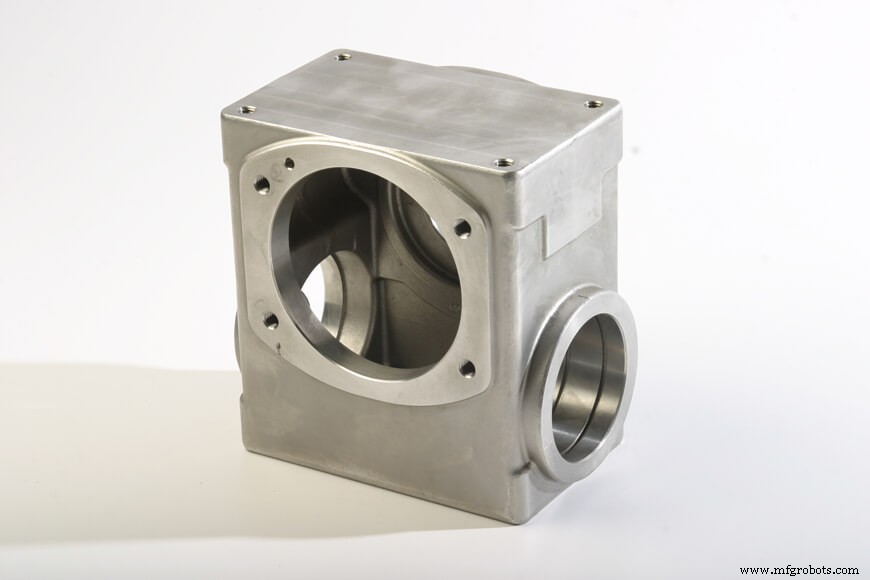
Изделия для литья по выплавляемым моделям часто используются в качестве рабочих частей прецизионных машин. Например, в автомобиле корпус двигателя может быть отлит в песчаные формы. Вентиляторы, кулачки и другие детали сложной формы, особенно подвижные и требующие тонкой обработки поверхностей, часто отливаются по выплавляемым моделям.
Литье по выплавляемым моделям также распространено для очень детализированных скульптур, ювелирных изделий или других декоративных предметов, которые имеют очень мелкие детали и гладкую поверхность.

Процесс литья по выплавляемым моделям
Процесс литья по выплавляемым моделям требует одноразового шаблона, обычно сделанного из воска; керамический формовочный материал; печь; и литейный процесс для плавки металлов и заполнения форм.
Расходуемые или восковые модели
Выкройка – это точная копия конечного изделия, которое необходимо изготовить. Как ни странно, узор изготавливается путем заполнения формы для литья под давлением, часто сделанной из алюминия или стали. Эти формы могут быть изготовлены на станке, напечатаны на 3D-принтере или даже вырезаны вручную. Создание каждой детали с помощью этих процессов было бы дороже, чем создание пресс-формы и последующий переход к литейному процессу. Литье по выплавляемым моделям дороже, чем литье в песчаные формы, но оно все же может быть использовано для крупномасштабного промышленного производства. После изготовления формы для литья под давлением восковые модели можно изготавливать быстро и в больших количествах, поскольку они требуют минимального времени для охлаждения и затвердевания.
Сборки шаблонов
После формирования восковые модели собираются в дерево или систему литья, что позволяет отливать несколько предметов одновременно. Формирование дерева состоит из ряда ворот и литников, также сделанных из твердого воска. Эти твердые восковые ветви в конечном итоге образуют полые каналы, по которым расплавленный металл формирует каждый конечный продукт. Древовидные структуры должны быть тщательно собраны, чтобы обеспечить качество продукции и эффективность рабочих процессов. В зависимости от производственных мощностей и размера продукта многие шаблоны могут быть собраны в одном дереве для массового производства. Более крупные предметы также могут быть отлиты сами по себе.
Керамическая "инвестиционная" форма
После того, как деревянная конструкция собрана, ее погружают в жидкую керамическую ванну. Керамика покрывает все дерево и оставляется сохнуть. Эти ванночки повторяют несколько раз, позволяя каждому слою затвердеть, пока не образуется толстая форма. Затем дерево нагревают, чтобы расплавить воск, который полностью вытекает из формы. После удаления воска форму нагревают до более высокой температуры, и расплавленный металл заливается внутрь, заполняя полости, когда-то занятые восковым узором. Процесс нанесения керамического раствора называется «выплавляемым» аспектом литья по выплавляемым моделям.
Удаление плесени
После того, как металл остынет и затвердеет, керамическую форму разбивают, открывая отлитые изделия. Затем снимаются ворота и литники, после чего применяются любые дополнительные процедуры отделки или обработки.
Универсальное применение
Восковые модели могут быть изготовлены практически в любой форме, без конусов и без ущерба для качества конечного продукта.
Литье по выплавляемым моделям может использоваться для целого ряда продуктов и материалов. В зависимости от литейных мощностей на месте изделия могут весить от долей унции до тысячи фунтов. Керамические паковочные формы также подходят для высокотемпературной заливки.
Общие материалы, используемые в литье по выплавляемым моделям, включают стали и другие сплавы на основе железа, алюминия, никеля, кобальта, титана и меди. В зависимости от применения литье по выплавляемым моделям может подходить как для коротких, так и для длинных производственных циклов и может производить несколько сотен изделий одновременно.
Воск и керамические материалы можно повторно использовать в процессе литья по выплавляемым моделям. Использованный воск повторно устанавливается в литники и стояки, а керамические формы могут быть повторно обработаны для использования в новых формах — обычно это внешние керамические слои, где требуется меньшая точность.
Преимущества литья по выплавляемым моделям перед литьем в песчаные формы
Все методы литья предлагают множество преимуществ при проектировании:возможность свести к минимуму затраты материалов и формировать конструкции, которые в противном случае было бы трудно получить без значительной механической обработки или сборки.
Однако ключевым преимуществом литья по выплавляемым моделям является универсальность формы. Поскольку форма является одноразовой, а восковые модели можно незаметно удалить в жидкой форме, производители имеют исключительную свободу при разработке изделий для литья по выплавляемым моделям. Литье по выплавляемым моделям обеспечивает гораздо более сложные возможности проектирования, чем большинство других методов литья и литья.
Литье по выплавляемым моделям и литье в песчаные формы

Литье в песчаные формы — еще один эффективный метод литья, в котором песок используется для формирования одноразовых форм. Это наиболее распространенный метод литья в Северной Америке, но есть несколько ключевых отличий.
При выборе наилучшего метода литья для проекта учитывайте следующее:
- Перед заливкой формы для песка необходимо разобрать, чтобы удалить рисунок. Чтобы обеспечить правильную форму, необходимо разработать шаблон с конусами или уклонами, чтобы минимизировать трение и предотвратить разрушение песчаной формы при разделении секций. Поскольку песчаные формы состоят из двух частей, конечный продукт всегда будет иметь линию разъема, которую, возможно, потребуется отшлифовать после охлаждения.
- Формы для литья в песчаные формы можно легко адаптировать к изменениям конструкции. Это дает инженеру возможность быстро и легко менять детали после их тестирования.
- Внутренние полости также могут быть проблемой при литье в песчаные формы, в котором используются стержни. Сердечник представляет собой предварительно отформованную форму, которая вставляется в форму для формирования внутренней части детали, не соприкасающейся с поверхностью формы. В зависимости от формы и сложности стержня, который может быть отдельным компонентом или набором из нескольких стержней, его формирование и закрепление в форме может занять много времени.
- При литье в песчаные формы новые отливки изготавливаются быстрее, чем при литье по выплавляемым моделям, благодаря возможности повторного использования шаблона.
- Также стоит отметить, что песчаные формы, даже с синтетическими добавками и высоким уплотнением, не могут достичь твердости керамики. В результате отлитые в песчаные формы поверхности часто имеют более высокие допуски и требуют машинной шлифовки для получения готовой поверхности.
- Также стоит отметить, что песчаные формы, даже с синтетическими добавками и высоким уплотнением, не могут достичь твердости керамики. В результате отлитые в песчаные формы поверхности часто имеют более высокие допуски и требуют машинной шлифовки для получения готовой поверхности.
- Отливка в песчаные формы позволяет производить металлические компоненты любого размера и веса, в то время как при литье по выплавляемым моделям конечные детали должны весить менее 100 фунтов.
- С помощью литья по выплавляемым моделям можно изготовить восковые модели практически любой формы.
- Керамические формы также очень твердые, что позволяет создавать гладкие поверхности с малыми допусками, часто с очень тонкими стенками. После удаления всех литников и литников многие продукты не требуют дополнительной обработки или отделки.
- С помощью литья по выплавляемым моделям восковые модели можно изготавливать практически в любой форме — без конусности и без ущерба для качества конечного продукта.
- Керамические формы также очень твердые, что позволяет создавать гладкие поверхности с малыми допусками, часто с очень тонкими стенками. После удаления всех литников и литников многие продукты не требуют дополнительной обработки или отделки.
Планирование проекта литья по выплавляемым моделям
Выбор наилучшего метода производства зависит от ряда факторов. Вот несколько моментов, на которые стоит обратить внимание вашим специалистам по промышленному дизайну:
- Тип конечного продукта: Какой желаемый размер и форма изделия? Различные методы литья лучше подходят для определенных размеров, а также влияют на объем механической обработки, необходимой для достижения окончательных размеров.
- Количество: Принимая во внимание количество, лучше смотреть как можно дальше вперед. То, что может быть более экономичным в краткосрочной перспективе, может оказаться более дорогостоящим при планировании нескольких партий в долгосрочной перспективе. Большие первоначальные инвестиции в оснастку и пресс-формы часто могут сэкономить деньги в будущем. Однако малотиражное или разовое производство не требует таких вложений.
- Допуски: Насколько точными должны быть ваши размеры? Минимальные допуски часто могут быть достигнуты при литье по выплавляемым моделям, особенно для изделий с очень тонкими стенками.
- Механическое применение: Литье может сократить объем сборки, необходимой для механического применения, что часто экономит время и трудозатраты в будущем.
- Требования к материалам: Керамические формы, используемые в литье по выплавляемым моделям, подходят для широкого спектра материалов, включая сплавы на основе стали и железа, отливаемые при высоких температурах.
- Постобработка: Как и в случае с другими формами литья, в зависимости от их конечного применения, изделия, отлитые по выплавляемым моделям, могут подвергаться различной термической обработке или другой обработке поверхности, если это необходимо.
Литейные цеха по выплавляемым моделям
Большинство литейных заводов, которые производят отливки по выплавляемым моделям, не обязательно предоставляют другие методы производства отливок, предпочитая специализироваться на одном методе литейного производства. Существуют значительные различия между методами производства, такими как литье в песчаные формы и литье по выплавляемым моделям, поэтому маловероятно, что одна компания будет иметь инфраструктуру, необходимую для предложения более одного метода производства литья.
Обычно отливки по выплавляемым моделям стоят дороже, чем отливки, произведенные другими, более простыми методами, такими как литье в песчаные формы. Однако достигнутые преимущества, включая сложность, надежность, воспроизводимость, чистоту поверхности и другие, более чем компенсируют разницу в стоимости.
Важно правильно понимать конструктивные параметры отливки, которую вы проектируете или пытаетесь купить. Если литье по выплавляемым моделям может предложить деталь в форме сетки без механической обработки, например, но отливку в песчаные формы необходимо будет обрабатывать, то дополнительные затраты на литье по выплавляемым моделям могут быть оправданы.
Источники
- Гроте, Карл-Генрих и Эрик К. Антонссон. Справочник Springer по машиностроению, том 10 . Пасадена, Калифорния:Springer Science &Business Media, 2009 г.
- Хант, Л.Б. «Долгая история литья по выплавляемым моделям:более пяти тысяч лет искусства и мастерства». Золотой бюллетень . Июнь 1980 г., том 13, выпуск 2, стр. 63–79.
- Рундман, Карл Б. Литье металлов (справочник для MY4130) . Мичиган Тех. Университет:факультет материаловедения и инженерии.
Металл
- Преимущества мелкосерийного производства
- Преимущества цветных металлов
- Стоит ли вложений в настраиваемые фрезерные станки с ЧПУ?
- Краны Demag:почему инвестиции того стоят
- Стоит ли инвестировать в самые быстрые системы лазерной резки?
- Ценность литья по выплавляемым моделям (часть 2)
- Литье по выплавляемым моделям и литье под давлением:в чем разница?
- Понимание процесса изготовления оболочек для литья по выплавляемым моделям
- Введение в процесс литья по выплавляемым моделям из нержавеющей стали
- Поверхность литья по выплавляемым моделям