


Распространенные дефекты и способы их устранения в различных процессах обработки листового металла
Изготовление листового металла — один из самых популярных процессов для создания прототипов и производственных деталей. Это помогает создавать несколько долговечных деталей, начиная от прототипов небольшого объема и заканчивая деталями массового производства. Этот процесс часто используется в самых разных отраслях, в том числе в автомобильной, аэрокосмической и строительной.
Существует множество различных типов обработки листового металла, но каждый из них может иметь свой уникальный набор дефектов. В этой записи блога мы рассмотрим некоторые из наиболее распространенных дефектов листового металла и способы их устранения в различных процессах.
Что такое процессы изготовления листового металла?
Процессы изготовления листового металла — это те, которые изменяют первоначальную форму листа для получения вытянутой детали желаемой толщины. Их можно разделить на три основные категории:
Вырезание
Процессы резки листового металла можно дополнительно разделить на те, в которых используются силы сдвига (например, резка, штамповка, вырубка), и те, которые не используют (например, резка лазерным лучом, плазменная резка, гидроабразивная резка).
Формирование
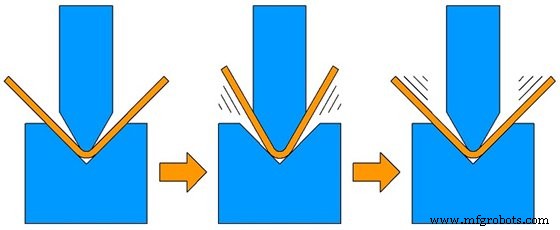
В процессе формовки металлический лист изгибается в желаемую форму. К методам формовки относятся гибка на воздухе, чеканка и профилирование.
Присоединение
Это процесс сборки различных компонентов из листового металла для получения желаемого продукта. К процессам соединения относятся сварка, пайка, клепка, болтовое соединение, а наиболее распространенный способ – шовное соединение.
Как и в любом другом производственном процессе, в получаемых продуктах могут возникать некоторые дефекты, которые могут повлиять на их производительность, качество и характеристики. Вот некоторые распространенные дефекты в процессе изготовления листового металла и способы их устранения.
Дефекты резки/резки листового металла и решения
Резка листового металла относится к приложению значительной силы к листу, что в конечном итоге приводит к его разрыву на части. Наиболее распространенным методом резки является резка, при которой применяется усилие сдвига, превышающее предел прочности материала на сдвиг, что приводит к его разрушению и отделению в этом месте.
Общие дефекты включают:
1. Заусенцы и деформированные края
Заусенцы — это острые, неровные металлические детали, которые остаются прикрепленными к срезанной металлической заготовке. Обычно они возникают из-за затупления лезвий или их неправильного расположения. Слишком большой зазор между лезвиями вызовет их разрыв, а не срез, а меньший зазор не позволит лезвиям прорезать материал, образуя заусенцы.
Точно так же деформированные кромки образуются из-за неправильного давления зажима в дополнение к неправильному расположению лезвий.
Чтобы предотвратить это, можно обратиться к руководству по ножницам, чтобы получить правильный зазор и давление зажима в зависимости от типа и толщины материала.
2. Скручивание
После завершения процесса резки металл мог испытывать некоторое скручивание вдоль своей оси. Это вызвано нарезкой слишком узких полос или использованием неправильного переднего угла. Этого можно избежать, регулируя передний угол в зависимости от свойств листового металла, геометрии и параметров резки.
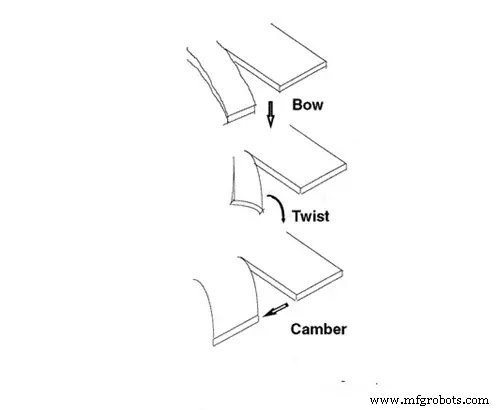
3. Изгиб
Выпуклость наблюдается, когда заготовка из листового металла имеет разную толщину по ширине. Это происходит, когда он движется в горизонтальном направлении, но не закручивается и не поднимается по краям. В результате получается металл вогнутой, выпуклой и треугольной формы. Этот дефект можно свести к минимуму на ранней стадии, изменив направление металлических зерен и изменив передний угол.
4. Поклон
Деформация возникает, когда края немного возвышаются над плоскостью из-за неправильной стрижки. Это обычно наблюдается в длинных, узких, тонких листах. Чтобы преодолеть это, необходимо максимально уменьшить передний угол, а листовой металл необходимо удерживать с помощью задней опоры.
Дефекты штамповки листового металла и решения
Процесс штамповки листового металла представляет собой производственный процесс холодной штамповки, при котором штамп используется на прессовом станке для пробивки оттиска на металлической заготовке, тем самым формируя пластическую деформацию. Этот процесс также может сопровождаться другими формовочными инструментами для получения готовой детали или в качестве промежуточного этапа.

1. Разделяет
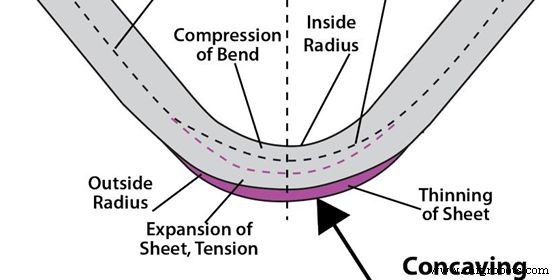
Иногда, когда металлические слои выходят за пределы их работоспособности, они начинают утончаться, пока плоский слой не порвется в самом слабом месте. Такие дефекты известны как «утяжка» или «расщепление» в процессе штамповки листового металла.
Чтобы этого не произошло, перед началом операции следует использовать программное обеспечение моделирования формообразования для анализа листа. Кроме того, проверка настроек радиуса формы и глубины, типа и толщины материала, а также методов термообработки также может помочь избежать этих дефектов.
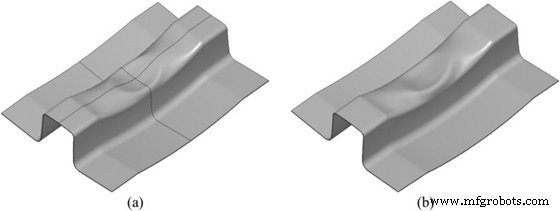
2. Морщины
Когда условия деформации сжатия, применяемые обрабатывающим оборудованием, толкают листовой металл на себя, линейная сила сминается внутрь до тех пор, пока не образуется сморщенный фланец, а внутренняя геометрия не повреждается.
Такие дефекты можно устранить, растягивая или вытягивая листы, а не формируя их. Кроме того, если лист имеет сложный геометрический профиль, можно использовать валики для вытягивания, связующие для вытягивания и прокладки. Кроме того, натяжные валики помогают контролировать поток металла в полость штампа.
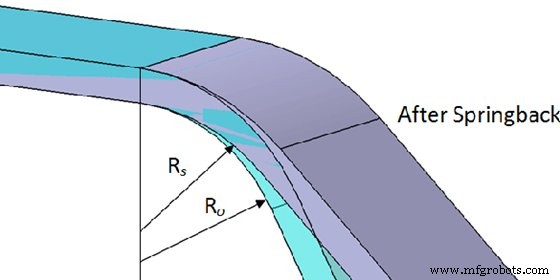
3. Пружина
Когда радиус изгиба падает ниже установленного значения, заданного гибочным оборудованием, желаемая форма не достигается. Это известно как пружинение или окончательное отклонение детали из-за неправильного процесса.
Чтобы исправить эти дефекты, включите регулировку перегиба или сверхкомпенсации. Однако это не устраняет ошибку упругой деформации, увеличивая жесткость детали за счет положительного растяжения.
Дефекты гибки листового металла и решения
Гибка листового металла является важным процессом обработки листового металла из-за его возможности рисовать детали различной геометрии без инструментов, а также быстрого выполнения заказов, высокой повторяемости и автоматизации. Это также позволяет изготавливать изделия из одного куска металла с использованием пластической деформации, а не из нескольких частей, соединенных вместе с помощью сварки или клепки, что приводит к снижению затрат, повышению прочности и упрощению сборки.
1. Трещины в уголке изгиба
Двумя основными причинами появления трещин в вытянутой детали являются плохая податливость металла и очень малый радиус изгиба.
Чтобы избежать возникновения этих дефектов, используйте более мягкие металлы или увеличьте их ковкость, нагрев их, а затем медленно охладите.
2. Нестабильный угол изгиба
Основными причинами таких дефектов являются недостаточное давление материала и неравномерное изгибающее давление, вызывающее неравномерное коробление при сжатии. Этой проблеме также может способствовать асимметричное выпукло-вогнутое скругление штампа.
Чтобы решить эту проблему, увеличьте усилие домкрата и сбалансируйте зазор в выпукло-вогнутой галтели штампа.
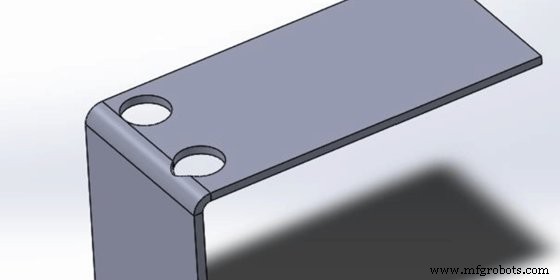
3. Деформация отверстия
Расположение отверстия может быть деформировано трением между вогнутой поверхностью штампа и внешней поверхностью во время процесса гибки.
Такие дефекты можно устранить, увеличив давление выталкивающей пластины или добавив на эту пластину твердое пятно, чтобы увеличить трение между вышеупомянутыми поверхностями, чтобы они не скользили.
4. Неравномерное вогнутое дно детали
Такие дефекты обычно вызваны использованием выталкивающего устройства из-за недостаточного усилия или неровного материала.
Поэтому перед началом процесса гибки убедитесь, что выталкивающее устройство настроено на правильную меру усилия или вообще снято, а материал ровно выровнен.
5. Непараллельный изгиб к середине отверстий
Этот дефект вызван тем, что высота изгиба меньше минимального предела высоты изгиба, из-за чего кривая расширяется и искажается.
Простое увеличение высоты изгибаемой детали или материала устранит эти типы дефектов.
Дефекты сварки листового металла и решения
Сварка обычно используется для соединения двух или более кусков листового металла вместе. Будь то сварка MIG (дуговая сварка металлическим электродом в газе), сварка TIG (дуговая сварка вольфрамовым электродом в газе), дуговая сварка с защитным металлом (SMAW) или дуговая сварка порошковой проволокой (FCAW), при несоблюдении надлежащей технологии можно столкнуться с рядом дефектов.
Общие дефекты в процессе сварки листового металла включают:

1. Брызги
Брызги возникают, когда вблизи сварочной дуги образуются капли расплавленного материала. Обычно это вызвано сильным током, неправильной полярностью или недостаточной газовой защитой.
Чтобы избежать этого, уменьшите ток и длину дуги и увеличьте угол между горелкой и пластиной. Очистка газового сопла также может помочь.

2. Пористость
Эти дефекты возникают, когда водород, азот и кислород поглощаются расплавленной сварочной ванной. При затвердевании они захватываются сварным швом. Жир, влага, краска и ржавчина также могут вызвать пористость.
Чтобы предотвратить эту проблему, убедитесь, что края пластин чистые и сухие, используйте свежие сварочные материалы и проверьте сварочную горелку на наличие утечек.

3. Подрезать
Подрез происходит при использовании высокого напряжения или большой длины дуги. Использование неправильного электрода или слишком большого по толщине электрода, а также высокая скорость перемещения резака также могут вызвать эту проблему.
Таких дефектов можно избежать, используя электрод подходящего размера, обеспечив медленное перемещение горелки и избегая удерживания вблизи вертикальной пластины, если выполняется горизонтальный угловой шов.
4. Трещины
Трещины могут образовываться на сварном шве, когда внутренние напряжения превышают прочность сварного шва или основного металла (или того и другого). Они могут распространяться со временем, и поэтому их необходимо устранять немедленно.
Этих дефектов можно избежать путем тщательной очистки, опиливания, шлифовки и снятия заусенцев с краев металлических пластин, чтобы они хорошо подходили друг к другу. Поддержание правильной температуры при повторном нагреве обеих сторон сустава также помогает.
Другие распространенные дефекты поверхностей из листового металла
Помимо процессов формовки листового металла, в процессе производства могут возникать и другие распространенные дефекты.

Например, некоторые из распространенных включают царапины на поверхности, загрязнение, вмятины и проколы. Кроме того, неравномерность может возникать из-за высоких растягивающих напряжений или коробления при сжатии в процессе изготовления листового металла.
Иногда устранение этих дефектов может быть затруднено и часто требует особого внимания во время процесса.
Беспокоитесь о дефектах листового металла? WayKen здесь для вас
В заключение, очевидно, что листовой металл играет жизненно важную роль в обрабатывающей промышленности из-за его способности подвергаться различным процессам. При работе с ним можно столкнуться с рядом дефектов, влияющих на его полезность. Благодаря этой статье, если вы, вероятно, получили базовые знания о дефектах листового металла, теперь пусть профессиональная служба позаботится обо всем остальном!
В WayKen мы специализируемся на быстром прототипировании и различных процессах изготовления листового металла, включая резку, штамповку, гибку и сварку. Мы также предлагаем нашим клиентам первоклассную инженерную поддержку. Наша команда экспертов имеет более чем 20-летний опыт производства и обеспечения качества, поэтому вы можете быть уверены, что ваш проект будет выполнен правильно. Начните сегодня и получите предложение в течение 12 часов!
Часто задаваемые вопросы
В чем разница между металлической фольгой, листом и пластиной?
Если толщина металлического куска менее 0,2 мм (0,0079 дюйма), он называется фольгой. Если толщина составляет от 0,2 мм до 6 мм (0,25 дюйма), то это считается листом. Если толщина более 6 мм (0,25 дюйма), то это пластина.
Что такое дефекты листового металла?
Дефекты листового металла — это дефекты, которые могут возникнуть в процессе производства. Эти дефекты могут быть вызваны различными факторами, такими как неправильный выбор материала, некачественный инструмент или неправильные рабочие процедуры.
Часто ли переделывать дефектные детали из листового металла?
Доработка дефектных деталей из листового металла является обычным явлением во многих отраслях промышленности. Это может произойти по разным причинам, например, из-за неправильных размеров, поврежденного материала или плохого контроля качества. В большинстве случаев дешевле и быстрее просто переделать деталь, чем полностью ее заменить.
Производственный процесс
- 5 распространенных проблем, с которыми сталкивается 3D-печать металлом - и как их исправить
- Семь проблем доставки на последней миле и способы их решения
- 9 распространенных проблем со сваркой и способы их устранения
- 5 распространенных опасностей, связанных с краном, и как их избежать
- Распространенные ошибки при изготовлении печатных плат и способы их исправления
- Как избежать этих 5 распространенных дефектов при сдвиге металла
- Пять распространенных дефектов сдвига металла и способы их предотвращения
- 4 распространенных типа процессов литья металлов
- Различные типы процессов формовки листового металла
- Различные типы прокатных станов и дефекты проката