


Как управлять подпрыгивающей фрезой, ударной фрезой и перерезанием в обработке с ЧПУ
1. Отскок
Отскок резца относится к относительно большой вибрации инструмента из-за чрезмерной силы. Опасность, связанная с подпрыгиванием фрезы, заключается в перерезке заготовки и повреждении инструмента. Когда диаметр инструмента мал, а вал инструмента слишком длинный или усилие слишком велико, возникает явление подпрыгивания резца. Если используется разумный инструмент и метод обработки, вероятность подпрыгивания резака может быть уменьшена.
На деформацию инструмента влияют 3 основных фактора:
1) Длина режущего инструмента
2) Диаметр инструмента
3) Сила инструмента
1. Длина режущего инструмента
Для инструмента того же диаметра при увеличении длины инструмента в два раза его деформация увеличится в 3 раза. При обработке максимально укоротите длину инструмента, чтобы снизить риск подпрыгивания режущей кромки.
2. Диаметр инструмента
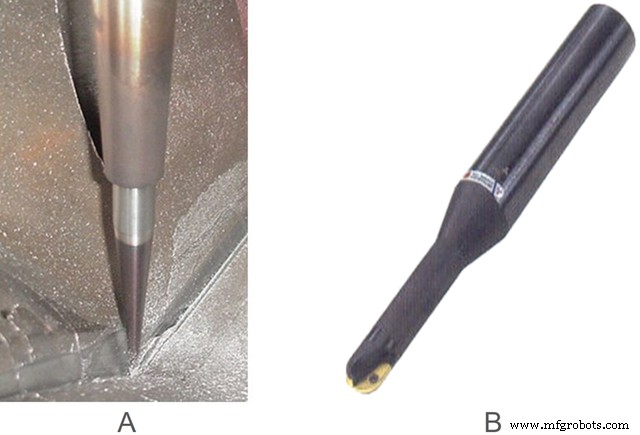
Для инструмента той же длины при уменьшении диаметра инструмента в один раз его деформация увеличится в 4 раза. При обработке по возможности выбирайте инструменты большого диаметра или максимально используйте усиленные инструменты для обработки, чтобы снизить риск защелкивания инструментов. (Как показано на рисунке ниже:A использует горячую проволоку и ножи с конической шейкой, а B использует инструмент с прочной ручкой для обработки)
3. Сила инструмента
Деформация инструмента прямо пропорциональна силе, которую он получает при обработке. Уменьшение усилия, воспринимаемого инструментом, может снизить вероятность поломки ножа. Чтобы уменьшить усилие на инструмент, необходимо уменьшить площадь контакта между инструментом и заготовкой.
Пример уменьшения силы
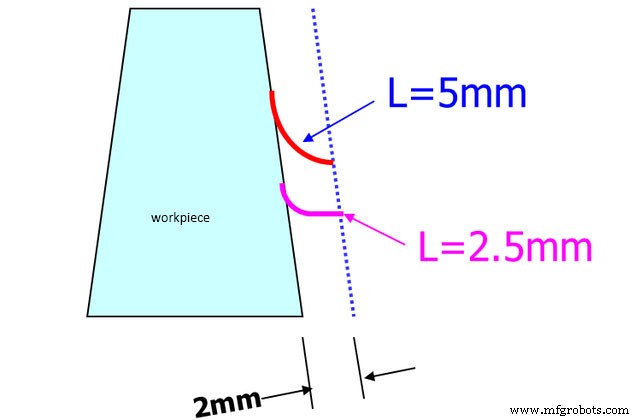
При обработке более глубоких позиций можно использовать меньшую подачу и фрезу с мелким углом R, чтобы уменьшить усилие на фрезу во время обработки, чтобы снизить риск поломки ножа.
На следующем рисунке показано сравнение положения контакта с материалом пресс-формы, когда инструмент D50R6 и инструмент D50R0,8 обрабатываются на одинаковой глубине. Можно видеть, что использование инструмента с малым углом R для обработки глубокой заготовки может снизить силу резания больше, чем инструмент с большим углом R.
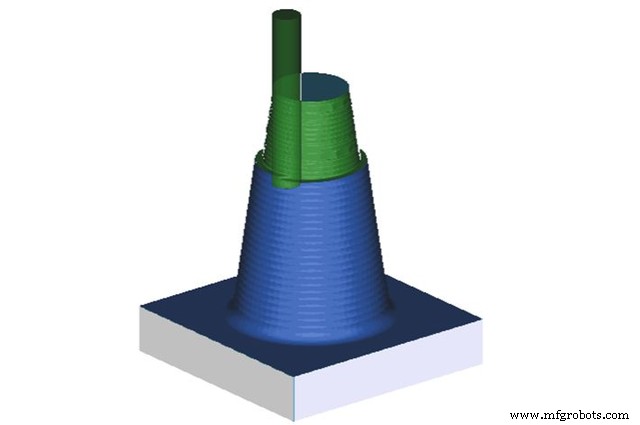
Уменьшите количество режущего инструмента (то есть общую глубину каждого инструмента). Когда глубина обработки превышает 120 мм, инструмент необходимо установить дважды, то есть сначала установить короткую державку для обработки на глубину 100 мм, а затем установить удлиненную державку для обработки детали менее 100 мм и установить небольшое количество резак.
2. Попадание
Удар по фрезе означает, что величина резания инструмента слишком велика. Помимо режущей кромки, на заготовку ударяет и инструментальная планка. Основными причинами столкновения инструмента являются необоснованная установка безопасной высоты или вообще не установленная безопасная высота, неправильный выбор метода обработки, неправильное использование инструмента, а также установленный запас для второй черновой обработки меньше, чем запас для первая черновая настройка и т.д.
1 ) Слишком большая величина обрезки
Решение:
Уменьшите количество резки. Чем меньше диаметр инструмента, тем меньший объем резания должен быть съеден. При нормальных условиях величина резания для каждого чернового отверстия формы не превышает 0,5 мм, а величина резания для получистовой и чистовой обработки меньше.
2 ) Выбор неправильного метода обработки
Измените режим фрезерования контура на режим фрезерования полости. Когда припуск на обработку больше диаметра инструмента, метод контурного фрезерования выбрать нельзя.
3 ) Неправильная установка безопасной высоты, удар по зажиму при подъеме инструмента
Решение:
- Безопасная высота должна быть больше высоты зажима.
- В большинстве случаев невозможно выбрать «прямой» режим подачи и отвода инструмента, за исключением специальных заготовок.
4 ) Неправильная настройка поля вторичной черновой обработки
Поля для второй черновой обработки обычно должны быть на 0,05 мм больше, чем поля для первой черновой обработки. Если поле первой черновой обработки составляет 0,3 мм, поле второй черновой обработки должно быть 0,35 мм. В противном случае панель инструментов легко ударится о верхнюю боковую стенку.
В дополнение к вышеупомянутым причинам, при ремонте ножничных дорог может произойти удар фрезы, поэтому старайтесь не ремонтировать ножничные дороги. Наиболее прямым последствием столкновения инструмента является повреждение инструмента и заготовки, а еще более серьезные последствия могут привести к повреждению шпинделя станка.
3. О веркут звон
Перерез означает, что инструмент также срезает части, которые нельзя разрезать, что приводит к повреждению заготовки. Существует много причин чрезмерного резания заготовки, в основном в том числе низкая точность станка, удары фрезы, подпрыгивание фрезы, неправильный инструмент и т. д. Кроме того, если оператор неточно настроит фрезу, это может также вызвать перерезку.
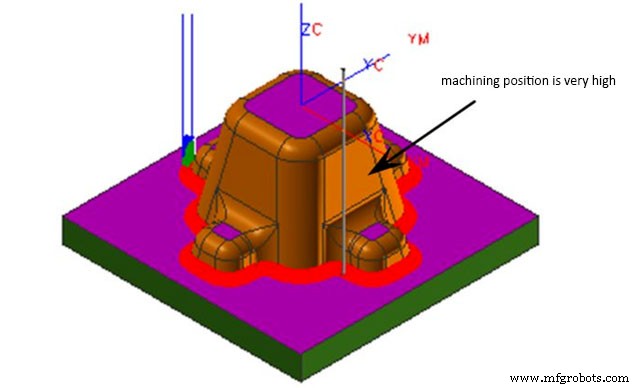
Ситуация, показанная на рисунке ниже, представляет собой перерез, вызванный неправильной установкой безопасной высоты.
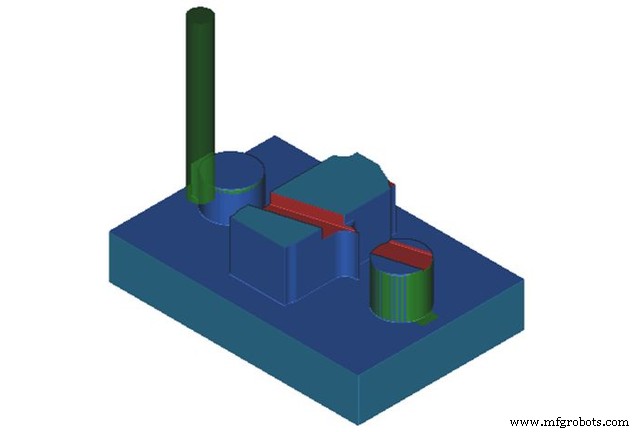
При программировании нужно быть внимательным и дотошным. После завершения программы вам необходимо подробно проверить траекторию движения инструмента, чтобы избежать перерезки, иначе это приведет к поломке пресс-формы или повреждению машины.
Как профессиональный производитель станков с ЧПУ, SANS Machining специализируется на обработке деталей в небольших количествах более 10 лет, мы можем предоставить услуги фрезерования, токарной обработки, шлифования и электроэрозионной обработки. Все детали производятся по вашим чертежам, без минимального заказа.
Производственный процесс
- Как проектировать детали для станков с ЧПУ
- Как угловой радиус влияет на обработку с ЧПУ
- Как искусственный интеллект и машинное обучение влияют на обработку с ЧПУ
- Как правильно выбрать фрезу и программу для ЧПУ?
- Советы и рекомендации по обработке с ЧПУ
- Как уменьшить вибрацию и вибрацию при обработке с ЧПУ
- Выявление распространенных дефектов обработки с ЧПУ и меры контроля
- Что такое отклонение инструмента при обработке с ЧПУ и как его уменьшить?
- История обрабатывающего центра с ЧПУ:почему и как он возник?
- Что такое инструмент с ЧПУ и шлифовальный станок?