


Электроэрозионная обработка (EDM):принцип, работа, преимущества и недостатки
Электроэрозионная обработка (EDM) — это метод удаления или производства материала. Впервые он был введен в 1770 году Джозефом Пристли. Однако с модернизацией технологий и оборудования эта технология теперь интегрирована с числовым программным управлением (ЧПУ). Процесс электроэрозионной обработки включает использование тепловой энергии для удаления лишнего материала с объекта для создания желаемой формы для задачи.
Это не самый популярный процесс обработки с ЧПУ. Однако инженеры полагаются на него для изготовления деталей, которые невозможно обработать. Он не требует и не использует механическую силу для удаления лишнего материала. Вот почему многие люди думают, что это нетрадиционный производственный процесс. Этот процесс облегчает формование и обработку для широкого круга отраслей промышленности. В этой статье мы изучим его принцип работы, различные доступные типы, а также его преимущества и области применения.

Обзор электроэрозионной обработки (EDM)
Электроэрозионная обработка (EDM) — это процесс удаления материала путем воздействия на него повторяющихся контролируемых электрических разрядов. Он подходит для термоэлектрических явлений. Когда между электродом/проволокой и заготовкой возникает разряд, на заготовке выделяется тепловая энергия. Это приводит к удалению слоя материала. Вообще говоря, электроэрозионная обработка делится на три типа:электроэрозионная электроэрозионная обработка, электроэрозионная обработка с малым быстрым отверстием и электроэрозионная обработка с проволочной резкой. Однако в современных производственных процессах проволочные электроэрозионные станки интегрируются с ЧПУ. Поэтому в промышленности широко используются автоматизированные электроэрозионные станки.
Это высокоточный процесс, не требующий использования инструментов на заготовке. Если вам нужно обрабатывать твердые материалы или формировать сложные формы, электроэрозионная обработка обычно является лучшим выбором.
Как работает электроэрозионная обработка?
Хотя определение может показаться простым, физический процесс более сложен. Применение электроэрозионной обработки для удаления материала с заготовки достигается серией повторяющихся быстрых токовых разрядов между электродами. Эти электроды разделены с помощью диэлектрической жидкости. Затем напряжение подается через диэлектрическую жидкость. Следует отметить, что производство электроэрозионных станков подходит только для токопроводящих материалов.
Один из этих электродов используется для изменения формы в соответствии с конкретной целью. Электрод представляет собой электрод заготовки или «анод». Наиболее часто используемыми электродными материалами являются медь, вольфрамовый сплав, чугун, сталь, серебряно-вольфрамовый сплав и графит. Другой электрод является электродом-инструментом или «катодом». Основным принципом этого процесса является коррозия материалов контролируемыми электрическими искрами. По этой причине два электрода не должны соприкасаться.
Разность потенциалов прикладывается между заготовкой и электродом в виде импульсов. По мере приближения электродов к заготовке электрическое поле, существующее в небольшом зазоре между ними, увеличивается. Это продолжается до тех пор, пока не будет достигнут уровень разбивки.
Разряд вызывает сильный нагрев материала. Нагрев приводит к плавлению некоторых частей материала. Стабильный поток диэлектрической жидкости способствует удалению излишков материала. Жидкость также помогает остыть во время обработки.
Типы электроэрозионной обработки
Процесс EDM уникален и традиционен. Однако это не означает, что существует только один метод для этого процесса. Существует три различных типа EDM. Это помогает обеспечить наличие альтернатив, когда тип не подходит. Различные типы электроэрозионной обработки включают:
Провод Электронная музыка
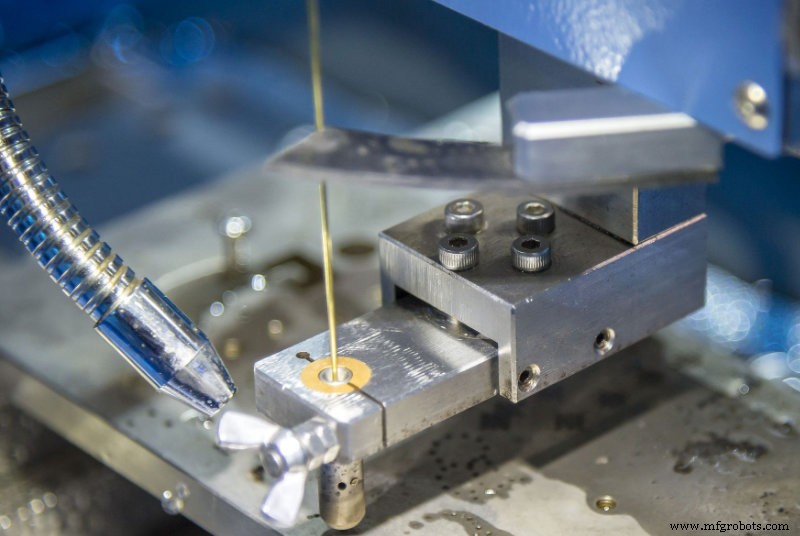
Проволочная электроэрозионная обработка, которую иногда называют проволочной эрозией или искровой электроэрозионной обработкой, является популярным процессом. Он включает в себя использование латунной проволоки или тонкой меди для резки заготовки. Здесь тонкие провода действуют как электроды. Диэлектрической жидкостью в этом случае обычно является деионизированная вода. Во время обработки WEDM катушка используется для непрерывной размотки проволоки с устройства автоматической подачи.
Это связано с тем, что на разряд могут влиять заготовка и проволока. Следовательно, в разрезе требуется новый путь отвода. Этот метод очень эффективен. Однако инженер должен позаботиться о том, чтобы проволока полностью проходила через заготовку. Следовательно, он фактически создает 2D-вырез в 3D-детали. Вы часто будете получать результаты, аналогичные традиционным процессам обработки с ЧПУ.
Отверстие ЭДМ
Процесс электроэрозионной обработки отверстий - это еще один тип электроэрозионной обработки. Как следует из названия, он помогает быстро сверлить отверстия. Электрод, используемый для электроэрозионной обработки отверстий, имеет трубчатую форму, поэтому диэлектрическая жидкость может легко проходить через электрод.
В отличие от традиционных методов сверления, электроэрозионная обработка отверстий позволяет обрабатывать очень маленькие глубокие отверстия. Кроме того, эти отверстия не требуют удаления заусенцев. Независимо от твердости или типа металла, этот процесс позволяет эффективно сверлить прецизионные отверстия быстрее, чем традиционные методы.
Грузило ЭДМ
Это традиционная электроэрозионная обработка, также известная как электроэрозионная обработка с погружной головкой или электроэрозионная обработка полости. Тип полости, поскольку он может создавать полости сложной формы для различных применений литья (например, для литья под давлением).
В процессе используются предварительно обработанные медные или графитовые электроды для формирования «положительной» формы желаемой формы. Затем электрод вдавливается в заготовку, чтобы создать негативную пленку в форме исходного материала. Определенные факторы могут повлиять на выбор электродных материалов для электроэрозионной обработки. К ним относятся коррозионная стойкость и проводимость электрода, а графит обычно легче обрабатывать, чем медь. Однако медь прочнее и выгоднее.
Преимущества электронной музыки Обработка :
Сложные формы, которые трудно изготовить с помощью традиционных режущих инструментов.
Чрезвычайно твердый материал с очень жесткими допусками.
Для очень маленьких заготовок традиционные режущие инструменты могут повредить детали из-за чрезмерного давления режущего инструмента.
Прямой контакт между инструментом и заготовкой отсутствует. Поэтому мелкие детали и слабые материалы можно обрабатывать без деформации.
Может быть получена хорошая отделка поверхности.
Можно просверлить очень тонкие отверстия.
Недостатки EDM Обработка :
Скорость удаления материала низкая.
Потенциальная опасность возгорания, связанная с использованием диэлектриков на основе мазута.
Дополнительные затраты времени и средств на создание электродов для электроэрозионной штамповки/электромолота.
Энергопотребление очень высокое.
Высокое энергопотребление.
Непроводящие материалы можно обрабатывать только при определенных настройках процесса.
Применение Электроэрозионная обработка
Электроэрозионная обработка особенно хорошо известна в мелкосерийном производстве. Различные процессы могут быть выполнены с использованием электроэрозионной обработки. Эти процессы включают фрезерование, токарную обработку и сверление небольших отверстий. Этот уникальный процесс также ценен для широкого круга отраслей, от автомобильной до аэрокосмической.
EDM может создавать уникальные и точные формы, помогая следующим приложениям:
Литье под давлением
Сверление небольших отверстий
Литье под давлением
Производственный процесс
- Электроэрозионная обработка:обсуждение конструкции и принципа работы
- Нетрадиционный процесс обработки:требования, виды, преимущества и недостатки
- Гидроабразивная и водоструйная обработка:принцип, работа, оборудование, применение, преимущества и недостат…
- Электронно-лучевая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Обработка лазерным лучом:принцип, работа, оборудование, применение, преимущества и недостатки
- Абразивно-струйная обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая сварка:принцип, работа, оборудование, применение, преимущества и недостатки
- Электроэрозионная обработка:принцип, работа, оборудование, преимущества и недостатки со схемой
- Типы электроэрозионных машин (ЭЭО), преимущества и недостатки