


Электрохимическая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
Сегодня мы узнаем о принципе электрохимической обработки, работе, оборудовании, применении, преимуществах и недостатках с его схемой. Электрохимическая обработка представляет собой нетрадиционный процесс механической обработки, при котором металл удаляется путем электрохимического растворения. В настоящее время этот процесс широко используется во многих отраслях промышленности благодаря своей выгодной эксплуатации. Этот процесс можно считать обратным процессу гальванопокрытия.
Электрохимическая обработка (ЭХО):
Принцип электрохимической обработки:
Электрохимическая обработка работает на основе закона электролиза Фарадея, который гласит, что если два электрода поместить в контейнер, заполненный проводящей жидкостью или электролитом, и приложить к ним постоянное напряжение высокого ампера, металл может истощиться от анода (положительный вывод) и с покрытием на катоде (отрицательная клемма). Это основной принцип электрохимической обработки. В этом процессе обработки инструмент подключается к отрицательной клемме батареи (работает как катод), а заготовка подключается к положительной клемме батареи (работает как анод). Оба они помещены в раствор электролита с небольшим расстоянием. При подаче постоянного тока на электрод металл удаляется с заготовки. Это основной принцип электрохимической обработки.
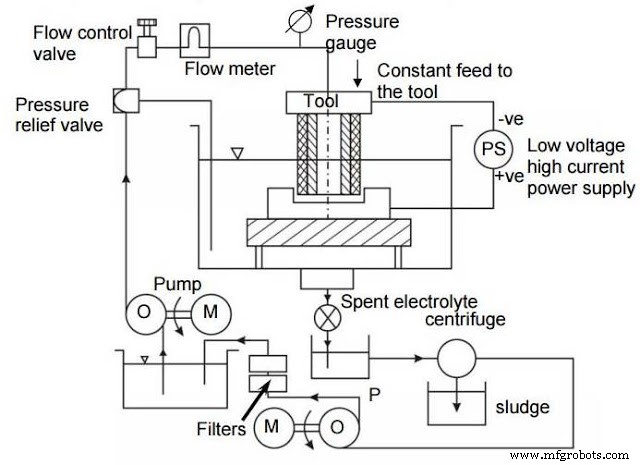 |
| Схема электрохимической сварки |
Оборудование:
Электропитание:
В процессе электрохимической обработки желательны высокое значение постоянного тока около 40000 А и низкое значение разности потенциалов около 10-25 В. Электроды располагаются в межэлектродном зазоре, желательном для механической обработки. Если межэлектродный зазор не слишком мал, это может привести к возникновению дуги, или если он не слишком велик, это не подходит для механической обработки. Это около 1 мм. Этот постоянный ток с высокими значениями формируется путем преобразования трехфазного переменного тока в постоянный ток с помощью выпрямителя с кремниевым управлением.
Система подачи и очистки электролита:
Он состоит из системы трубопроводов, резервуара для хранения, насоса, регулирующего клапана, манометра, нагревательного или охлаждающего змеевика и т. Д. В электрохимическом процессе металл удаляется из шлама в форме заготовки, который должен быть удален из электролита. Эта система контролирует подачу и очистку раствора электролита в контейнер. Трубопроводная система изготовлена из нержавеющей стали, армированного стекловолокном пластика, футерованного пластиком MS или аналогичного другого антикоррозионного материала. Емкость бака составляет около 500 галлонов на 10000А тока.
Инструмент и система подачи инструмента:
Инструмент изготовлен из антикоррозионного материала, так как он должен выдерживать воздействие агрессивной среды в течение длительного времени. Он также должен иметь высокую теплопроводность и легко поддаваться механической обработке. Точность размеров и чистота поверхности заготовки напрямую зависят от размера инструмента. Те части инструмента, которые не требуются для обработки, должны быть должным образом изолированы, поскольку отсутствие изоляции приводит к нежелательной обработке, что приводит к неточности размеров.
Заготовка и система крепления заготовки:
При этом заготовка должна быть хорошо электропроводной. Этим методом можно обрабатывать только электропроводящие материалы. Заготовку берут в качестве анода в этом процессе. Удерживающие устройства должны иметь непроводящие свойства.
Работа электрохимической обработки:
Электрохимическая обработка работает обратно процессу гальванопокрытия. Металл удаляется из анода в электролит и превращается в шлак путем взаимодействия противоположных ионов, имеющихся в электролите. Этот процесс работает следующим образом.
- В ЭХО электролит выбирается таким образом, чтобы на инструменте не было покрытия, а форма инструмента оставалась неизменной. Обычно в качестве электролита используется NaCl, попадающий в воду.
- Инструмент подключен к отрицательной клемме, а работа подключена к положительной клемме.
- Когда ток проходит через электрод, реакция происходит на аноде или заготовке и на катоде или инструменте. Чтобы понять, как правильно работать, давайте рассмотрим пример обработки низкоуглеродистой стали.
- Из-за разности потенциалов в электролите происходит ионная диссоциация.
NaCl ↔ Na+ + Cl- H2O ↔ H+ + OH-
- Когда между заготовкой и инструментом возникает разность потенциалов, положительные ионы движутся к инструменту, а отрицательные - к заготовке.
- Таким образом, ион водорода движется к инструменту. Когда водород достигает инструмента, он забирает у него некоторое количество электронов и превращается в газ. Этот газ попадает в окружающую среду.
- Когда ионы водорода забирают электрон из инструмента, это создает недостаток электронов в смеси. Чтобы компенсировать это, на заготовке (аноде) образуются ионы двухвалентного железа, что дает равное количество электронов в смеси. .
2H+ + 2e- = H2 ↑ на катоде Fe = Fe+ + + 2e- на аноде
- Эти ионы двухвалентного железа реагируют с противоположными ионами хлора или ионами гидроксила и образуют осадок в виде шлама.
Железо (Fe) ↔ Fe++ + 2e- Fe++ + 2Cl- ↔ FeCl2 Fe++ + 2(OH)- ↔ Fe(OH) Fecl2 + 2(OH)- ↔ Fe(OH)2 + 2Cl
- Это поместит железо или железо в электролит и завершит процесс обработки. Этот процесс обработки обеспечивает более высокое качество поверхности, поскольку обработка выполняется атом за атомом.
Применение:
- ECM используется для обработки диска или лопатки ротора турбины.
- Его можно использовать для прорезания пазов в цангах с очень тонкими стенками.
- ECM можно использовать для создания внутреннего профиля внутреннего кулачка.
- Производство сателлитных колец и шатунов, обработка зубчатых колес и длинных профилей и т. д.
Преимущества и недостатки:
Преимущества:
- Может обрабатывать очень сложную поверхность.
- Один инструмент может использоваться для обработки большого количества заготовок. Теоретически износ инструмента не происходит.
- Обработка металла не зависит от прочности и твердости инструмента.
- ЭХО обеспечивает очень высокое качество поверхности.
Недостатки:
- Высокая начальная стоимость машины.
- Система дизайна и инструментов сложна.
- Усталость обработанной поверхности может снизиться.
- Непроводящий материал нельзя обрабатывать.
- Невозможно обработать глухое отверстие из ECM.
- Требования к пространству и площади пола выше, чем при обычной обработке.
Это все о принципе электрохимической обработки, работе, оборудовании, применении, преимуществах и недостатках. Если у вас есть какие-либо вопросы относительно этой статьи, задайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в своих социальных сетях. Спасибо, что прочитали это.
Ультразвуковая сварка:принцип, работа, оборудование, применение, преимущества и недостатки
Электроэрозионная обработка:принцип, работа, оборудование, преимущества и недостатки со схемой
Производственный процесс
- Гидроабразивная и водоструйная обработка:принцип, работа, оборудование, применение, преимущества и недостат…
- Электронно-лучевая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Обработка лазерным лучом:принцип, работа, оборудование, применение, преимущества и недостатки
- Абразивно-струйная обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая сварка:принцип, работа, оборудование, применение, преимущества и недостатки
- Электроэрозионная обработка:принцип, работа, оборудование, преимущества и недостатки со схемой
- Электрошлаковая сварка:принцип работы, применение, преимущества и недостатки
- Плазменно-дуговая сварка:принцип, работа, оборудование, типы, применение, преимущества и недостатки
- Процесс сварки твердого тела:принцип, виды, применение, преимущества и недостатки