


Универсальные балки и их прокатка
Универсальные балки и их вращение
Универсальные балки также известны как балки с параллельными полками или балки с широкими полками. Поперечное сечение универсальной балки имеет двутавровую или двутавровую форму. Балки Н-образной формы также называют универсальными колоннами. Горизонтальная часть поперечного сечения универсальной балки известна как полки, а вертикальный элемент называется стенкой. Двутавровая балка имеет более широкие полки, чем двутавровая балка. Универсальные балки обычно катают из конструкционных сталей и применяют в строительстве и гражданском строительстве. Универсальная балка имеет наиболее эффективный профиль поперечного сечения, поскольку большая часть ее материала расположена вдали от нейтральной оси, что обеспечивает высокий второй момент площади, что, в свою очередь, увеличивает жесткость и, следовательно, сопротивление изгибу и прогибу.
Двутавровые балки имеют равную или почти равную ширину и глубину и больше подходят для вертикальной ориентации, чтобы нести осевую нагрузку, такую как колонны в многоэтажном строительстве, в то время как двутавровые балки значительно глубже, чем их ширина, больше подходят для восприятия изгибающей нагрузки, такой как как балочные элементы в перекрытиях.
Когда балка изгибается, верхняя часть балки сжимается, а нижняя — растягивается. Эти силы максимальны в самом верху и в самом низу. Поскольку универсальная балка имеет большее количество материала на верхней и нижней сторонах и меньшее количество материала в стенке, она обеспечивает жесткую структурную секцию при использовании наименьшего количества материала.
Хотя двутавровые балки отлично подходят для однонаправленного изгиба в плоскости, параллельной стенке, они не так хороши при двунаправленном изгибе. Эти балки также мало сопротивляются скручиванию и подвергаются поперечному короблению под нагрузкой при кручении. Для задач с преобладанием кручения вместо двутавровых балок используются коробчатые сечения и другие типы жестких сечений.
Увеличение глубины балки увеличивает прочность на изгиб в кубе глубины, поэтому универсальные балки обеспечивают большую жесткость. Однако толщина стенки не должна быть маленькой, чтобы избежать коробления.
Стенка универсальной балки сопротивляется силам сдвига, а ее полки сопротивляются большей части изгибающего момента, испытываемого балкой. Двутавровые балки рассчитаны на высокие нагрузки на большие пролеты. Они представляют собой очень эффективную форму для восприятия как изгибающих, так и сдвигающих нагрузок в плоскости полотна. Толстые полки и более тонкая стенка эффективно распределяют материал, чтобы выдерживать высокие изгибающие нагрузки, возникающие при использовании балок. Однако двутавровые профили имеют пониженную грузоподъемность в поперечном направлении, а также малоэффективны при выдерживании скручивающей нагрузки.
Двутавровая балка представляет собой сталь с высокими эксплуатационными характеристиками из-за ее преимущества оптимизированного распределения площади поперечного сечения и разумного соотношения прочности к весу. Благодаря широким полкам и тонкой стенке, двутавровая балка имеет большой модуль упругости, высокое сопротивление изгибу и отличные механические свойства. Двутавровые балки обычно тяжелее двутавровых балок и используются в качестве опор для подпорных стен и т.п. Их также можно использовать в качестве балочных секций, где требуется высота над уровнем моря. Благодаря своим выдающимся свойствам двутавровые балки широко используются для балок, колонн и других архитектурных элементов, а также в свайных фундаментах, мостах и других строительных сооружениях.
Универсальные балки отличаются от балок из катаной стали, которые также известны как балки с коническими полками. Полки универсальных балок параллельны и имеют постоянную толщину, а полки балок скошены и, следовательно, имеют разную толщину. Балки из-за разной толщины фланцев нуждаются в конических шайбах для соединения.
Двутавровые балки имеют одинаковую или почти одинаковую ширину и глубину, в то время как двутавровые балки значительно глубже своей ширины. Универсальные балки изготавливаются из конструкционных сталей либо путем изготовления, как правило, из стальных листов, либо путем прокатки. Сравнение сечений балок разных типов представлено на рис. 1.
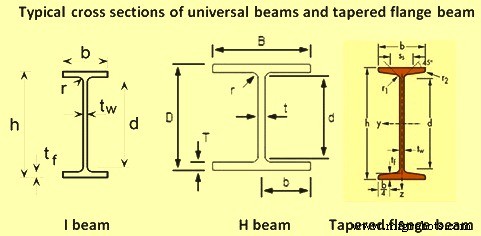
Рис. 1. Сравнение поперечных сечений различных типов балок
Прокатка универсальных балок
Традиционно универсальные балки, как и другие профили, изготавливают путем прокатки стальных блюмов в универсальных клетьях (рис. 2). В последнее время балочные заготовки с поперечным сечением в форме собачьей кости отливают непрерывно, минуя определенные этапы первичной прокатки. Для производства двутавровых балок самым современным процессом является непрерывное литье и прокатка балочных заготовок с тонкой полкой (например, толщиной менее 50 мм) для производства балки с параллельными полками и тонкой стенкой.
Обычный универсальный балочный стан
Обычный производственный процесс прокатки универсальной балки включает в себя нагрев блюма, прокатку до нужного контура и размеров, резку в горячем состоянии на длину, с которой можно работать, охлаждение до температуры окружающей среды, правку, резку на заданную длину, проверку и отгрузку.
Нагрев блюма для больших секций осуществляется в печах одного из двух типов:печи толкающего типа или печи непрерывного действия с шагающими балками. Печь толкающего типа использовалась почти для всех старых универсальных балочных прокатных станов, в то время как в последнее время наблюдается тенденция к использованию печей с шагающими балками из-за большого количества преимуществ. Обычно универсальные балочные станы имеют одну или две печи непрерывного действия с шагающими балками.
Типичный стан для производства универсальных балок имеет двухвалковую реверсивную прокатную клеть, в которой выполняется начальная формовка, за которой следует группа из трех клетей, расположенных в линию, где процесс прокатки завершается.
Двутавровые балки первоначально прокатывали на двух высоких станах, а для чистовой прокатки использовали три высоких стана и четырехвалковые клети универсального типа. Однако полки были не так хорошо спроектированы, как стенка, а размеры балок были ограничены. Тем не менее, существовал значительный спрос на балки большей глубины с более тонкими стенками и большими полками с небольшим конусом или без него. Это требование задало тренд универсальным балочным станкам.
В состав обычного универсального балочного стана для прокатки универсальных балок входят устройство для удаления окалины водой под высоким давлением для удаления окалины с нагретых блюмов, два высокореверсивных прокатных стана с многоручьевыми валками, а также манипуляторы с обеих сторон прокатной клети, шпунтовая пила для резки торца материала, универсальная обдирочная фреза, кромочная фреза, однопроходная универсальная чистовая клеть, горячая пила, мерный упор, двухрядные охлаждающие станины, 7-9-валковая ротационная правильная машина, контроль станина вместе с зажимным прессом для повторной правки балки при необходимости, укладчиком, этикетировщиком, холодной пилой и обвязочной машиной, а также рольгангами для перемещения материала в прокатном стане. Типичная компоновка такого прокатного стана показана на рис. 2.
Универсальные черновые и кромкооблицовочные станки представляют собой реверсивные многопроходные станки, работающие в тандеме, благодаря компьютеризированному согласованию скоростей. Универсальный черновой стан обычно представляет собой четырехвалковый стан с двумя приводными горизонтальными валками и двумя неприводными вертикальными валками. Кромочная фреза обычно представляет собой двухвалковую клеть с одной канавкой. Универсальный чистовой стан также имеет два приводных горизонтальных валка и два неприводных вертикальных валка.
После прокатки универсальная балка проходит этапы окончательной обработки, такие как горячая распиловка для резки балки до длины охлаждающего слоя. Обычно есть две пилы, состоящие из одной стационарной пилы и другой передвижной пилы. Охлаждающий слой обычно имеет комбинацию движущихся балок и передаточных цепей для перемещения материалов. На некоторых заводах также используются водяные струи на верхней и нижней поверхности распиленных балок для охлаждения перед их перемещением в зону чистовой обработки.
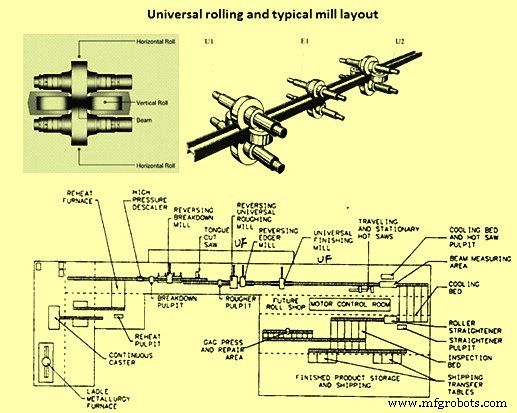
Рис. 2. Прокатка универсальной балки в универсальной клети и типовая планировка стана
Современный универсальный балочный стан
Современный универсально-балочный стан обычно строится с непрерывными универсальными клетями для прокатки непрерывнолитых слябов или балочных заготовок. Мельница обычно оснащена системой автоматического контроля толщины (АРУ). Толщина полки заготовки литой балки менее 50 мм.
Заготовку сляба или балки обычно нагревают в нагревательной печи непрерывного действия с шагающими балками. Многие нагревательные печи имеют четыре зоны нагрева и производительность около 250 тонн в час. Современные нагревательные печи полностью управляются компьютером и могут принимать для загрузки горячие или холодные слябы или балочные заготовки.
Полная клеть прокатного стана обычно состоит из одной клети чистовой или черновой прокатки, одной группы универсальных клетей с универсальной клетью U1, обрезной клети E1, универсальной клети U2 (рис. 2) и одной универсальной чистовой клети. Перед черновой клетью проводится очистка водой под высоким давлением. Оборудование также включает в себя оборудование для горячей и холодной резки, один вальцовый правильный станок, инспекционную платформу вместе с зажимным прессом, отделочные станки, токарно-карусельное оборудование и оборудование для мастерских. Все оборудование соединено с рольгангами для движения подвижного состава. На финишной стороне в некоторых местах есть цепная передача. Современные универсальные балочные мельницы обычно имеют годовую производительность 1 миллион тонн и более.
Черновая клеть часто представляет собой реверсивную клеть. Поскольку тонкий сляб или заготовка балки с тонкой полкой отливается и используется в качестве входного размера, требуется меньше проходов, чем при обычной прокатке. Сталь прокатывается до размеров универсальной клети балочного стана.
Типовая группа универсальной клети балочного стана состоит из универсальной черновой клети с вертикальными и горизонтальными валками, горизонтальной обрезной клети и универсальной чистовой клети с горизонтальными и вертикальными валками (рис. 2). Чтобы можно было использовать более тяжелые плиты в качестве исходного материала для повышения выхода продукции, обычно предоставляется достаточная длина выходного стола.
Обычно фасонный подвижной состав после обжимной клети проходит вперед и назад через стан, универсальная черновая клеть уменьшает толщину как центральной стенки, так и двух полок, в то время как обрезные валки контактируют с концами полок только для контроля их длины. Универсальная чистовая клеть остается открытой до последнего прохода, когда ее четыре валка придают секции хорошую чистоту поверхности и обеспечивают хорошую точность размеров.
Высоту нижних горизонтальных валков обеих универсальных клетей можно регулировать, как и верхних валков. Это гарантирует, что перемычка может быть сформирована в центре фланцев. Все валки в трех клетях позиционируются автоматически с помощью компьютерного управления, запрограммированного на различные формы и размеры профилей.
Мельницы также оборудованы системой автоматического управления гидравлическим датчиком (AGC). Это обеспечивает улучшенный допуск на размеры и большую гибкость в размерах секций.
Такие изделия, как двутавровые балки, форма поперечного сечения которых не является прямоугольной, также могут быть изготовлены методом прокатки. Здесь калибровочная прокатка проводится на черновой стадии. Материалы прокатывают калибровочными валками, чтобы получить такую же форму поперечного сечения, как и у валков. После изготовления формы, близкой к Н, путем калиброванной прокатки, изделие обрабатывается универсальным и кромкообрезным станом. При прохождении материала через четыре валка образуется Н-образное поперечное сечение, что делает универсальный стан, оснащенный парой вертикальных валков и парой горизонтальных валков, пригодным для прокатки двутавровых балок. Кромкообрезной станок оснащен калиброванными валками и имеет функцию регулировки ширины полки изделий.
В универсальном стане можно легко изменять толщину полки и стенки, регулируя зазор между валками. Однако, когда необходимо прокатывать изделия с разной высотой стенки и шириной полки, необходимо использовать валки исключительного назначения для этих размеров, что требует замены валков. В частности, поскольку высота стенки определяется суммой ширины горизонтальных валков и толщины полки, до настоящего времени было необходимо иметь то же количество размеров горизонтальных валков, что и высота стенки изделия. Разработка, направленная на преодоление этой проблемы, привела к появлению недавно прокатных станов и методов прокатки, способных регулировать высоту полотна одним валком с изменяемой шириной без замены валков.
Производственный процесс
- IoT:Windows Remote Arduino и универсальные приложения
- Литье и прокатка тонких слябов
- Промковш и его роль в непрерывном литье стали
- Технология литья заготовок из балок
- Литейный дом доменной печи и его эксплуатация
- Доменная печь и ее конструкция
- Станки с ЧПУ и их преимущества в промышленном машиностроении
- Мельничный станок и его различные подкатегории
- Процесс горячей и холодной прокатки
- Принцип работы прокатки и ее процессы