


Простое руководство по общей эффективности оборудования в производстве
Общая эффективность оборудования (OEE) — ключевой показатель производительности, отражающий общую производительность актива. Лучшая часть? Когда актив работает неэффективно, OEE поможет вам выяснить, почему. Это потому, что данные, которые вы использовали для расчета OEE, — это те же данные, которые вы будете использовать для поиска источника вашей проблемы.
Есть два способа рассчитать этот важный производственный KPI. Давайте сначала рассмотрим более простое уравнение.
Как просто рассчитать OEE
Для этого рассчитайте OEE как отношение полностью продуктивного времени к запланированному производственному времени. Здесь определение полностью продуктивного времени — это когда вы производите только качественные детали как можно быстрее, без остановок.
Что такое время остановки? Это сумма запланированных и незапланированных остановок. Запланированные остановки предназначены для таких вещей, как переналадка, когда вы настраиваете или корректируете актив. Незапланированные остановки связаны с отказами и внеплановым обслуживанием. Если ресурс отключен для планового обслуживания, не включайте его в время остановки.
Чтобы рассчитать OEE, сложите все вместе, используя следующее уравнение:
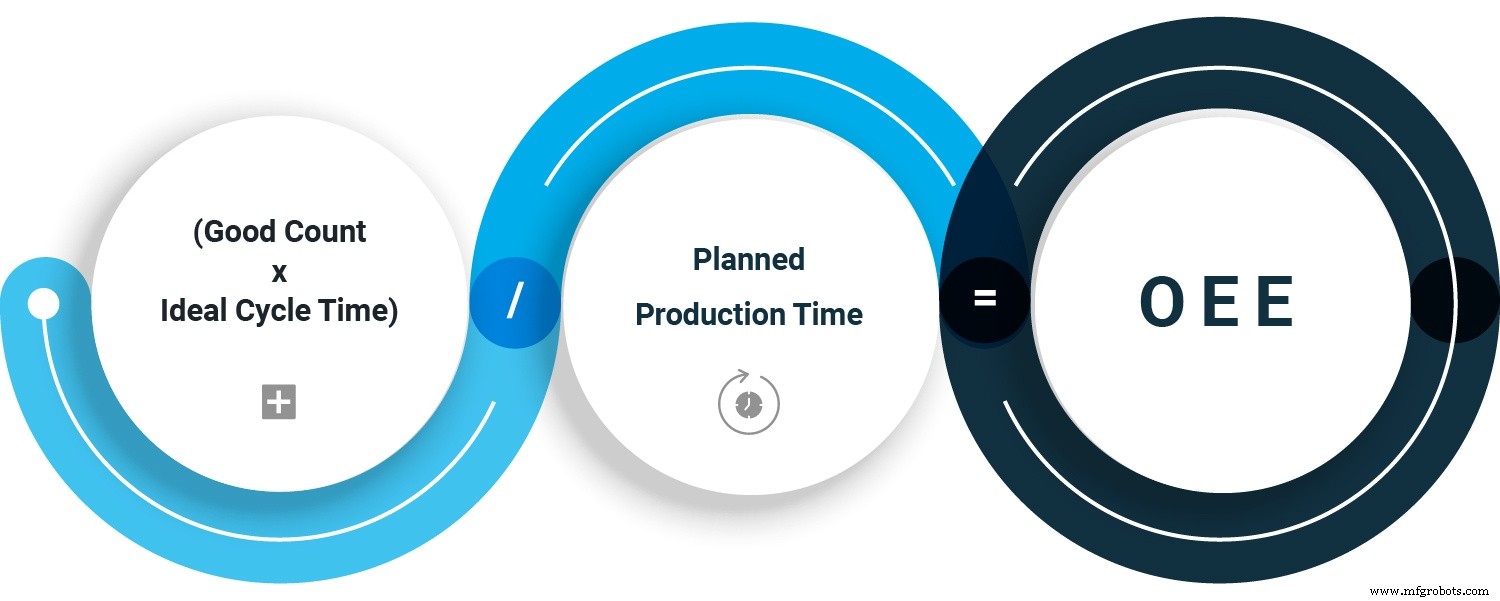
быстрый и простой OEE
Это вполне приемлемый способ расчета OEE, и он дает вам довольно хорошее число как для сравнительного анализа, так и для базового уровня, который мы рассмотрим чуть ниже. Но в этом уравнении есть недостаток, который заключается в том, что когда вы получаете низкий OEE, вы не знаете, почему. Это плохие новости. Хорошая новость заключается в том, что есть лучший способ расчета OEE, и он лучше именно потому, что когда OEE низкий, вы можете понять, почему.
Как лучше рассчитать OEE
Для этого вам нужно знать три фактора, связанных с потерями:доступность, производительность и качество. После этого математика проста. OEE — это результат умножения трех факторов.
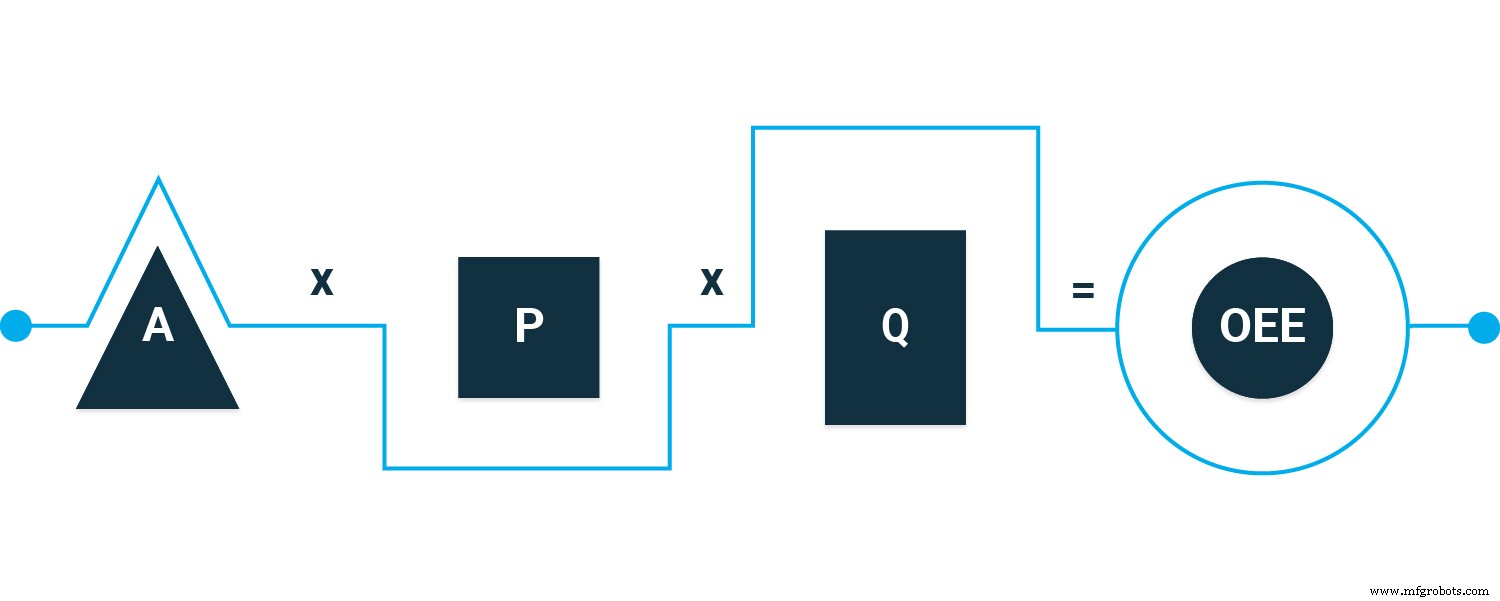
факторы потерь и OEE
Но мы забегаем вперед. Прежде чем мы сможем подставить их в уравнение, нам нужно знать, что это за факторы и как их найти.
Доступность
Отношение времени выполнения к запланированному времени производства. Определите, сколько времени вы использовали объект, и сравните его с тем, как долго вы планировали его использовать.
Например, ресурс должен был работать восемь часов. Это запланированное время производства. В конце смены он проработал всего семь с половиной часов. Это время выполнения. Откуда мы взяли семь с половиной часов? Мы взяли запланированное время производства (восемь часов) и вычли время остановки (в этом полностью выдуманном примере — 30 минут).
Доступность =время работы / запланированное время производства
Производительность
Отношение общего количества к идеальной скорости выполнения. Возьмите, сколько виджетов сделал ресурс, и сравните его с максимальным количеством виджетов, которые он мог бы сделать.
Например, когда все работает идеально, ваш ресурс производит 1000 виджетов каждые восемь часов. Но когда вы запускали этот актив в течение восьми часов, он произвел только 950. Это могло быть не из-за крупного сбоя. На производительность влияют медленные циклы, когда выполнение некоторых виджетов занимает больше времени, чем ожидалось. И на это также влияют небольшие остановки, паузы настолько короткие, что они не учитываются во время остановки. Но небольшие остановки складываются и влияют на производительность.
Производительность =общее количество / идеальная частота выполнения
Качество
Отношение хороших деталей к общему количеству. Возьмите количество деталей, прошедших контроль качества, и сравните его с общим количеством произведенных деталей. Это немного более конкретно, чем это. Хорошие детали проходят проверку с первого раза и не требуют дополнительной доработки. Другие части могут со временем пройти, но они не включаются в подсчет хороших частей.
Например, и снова мы будем использовать классический виджет, из 950 виджетов, которые вы создали за восемь часов, 945 из них были хорошими.
Качество =хорошие детали / общее количество
Получив три фактора, связанных с потерями, мы можем быстро рассчитать OEE. Но почему это второе уравнение лучше первого? Это связано с тем, как вы используете OEE, что описано в следующих разделах.
Как использовать OEE
Общая эффективность оборудования является показателем эффективности производственного процесса. Рассчитав его, вы можете использовать его в качестве эталона или базового уровня.
OEE как эталон
При сравнении OEE всегда будут некоторые различия в зависимости от типа производства, но вот некоторые общие цифры.
100% Идеально. Вы работаете максимально быстро, без остановок и ошибок.
85% мирового уровня. Для многих производителей это долгосрочная цель.
65% типичный. Хорошая новость заключается в том, что есть много возможностей для улучшения.
40% Нередко. Часто, когда компании впервые начинают отслеживать OEE, именно здесь они и обнаруживают себя. Опять же, хорошая новость заключается в том, что есть много возможностей для улучшения.
Вы также можете использовать его для внутреннего бенчмаркинга. Например, вы можете сравнить OEE двух похожих активов. Или вы можете посмотреть OEE актива за разные смены.
OEE как базовый уровень
Вы также можете использовать OEE для отслеживания активов с течением времени. По мере точной настройки процессов показатель OEE должен увеличиваться. Если это не так, цифры, которые вы использовали для расчета OEE, могут дать вам четкое представление о том, почему. Опять же, вот почему лучше использовать второй способ расчета OEE. Чтобы получить OEE, вам нужны факторы, связанные с потерями. И именно эти факторы помогают понять, что идет не так.
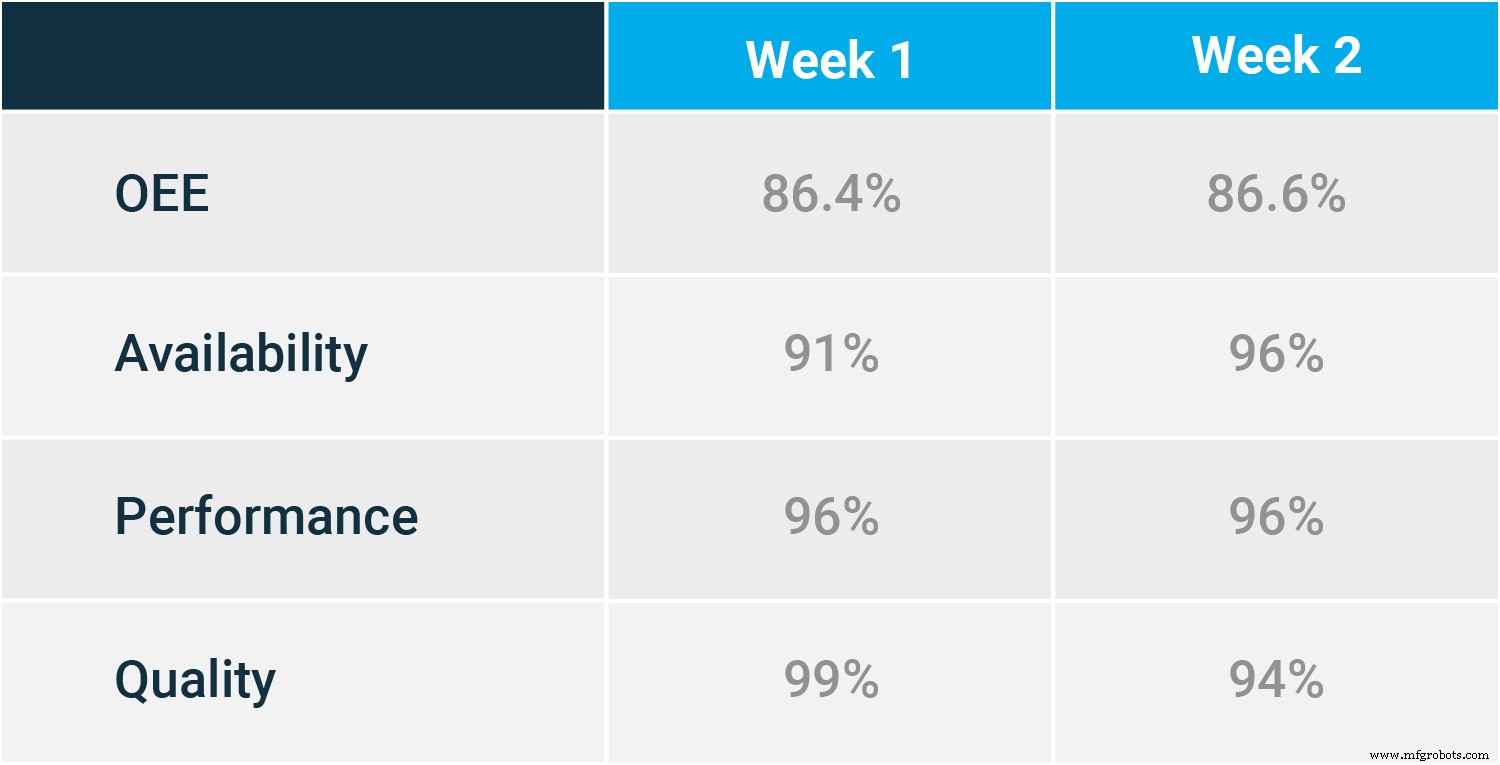
когда вы знаете факторы потерь, вы можете увидеть, что вас сдерживает
Если доступность снижает OEE, это может быть связано с тем, что актив не находится в правильном графике профилактического обслуживания. Он слишком часто выходит из строя, а это означает, что ваши рабочие задания по профилактическому обслуживанию слишком далеки друг от друга. Более длительное время простоя также может быть связано с контролем запасов. Если техническим специалистам приходится ждать с критически важными деталями, прежде чем они смогут произвести ремонт, вам нужно установить более высокие номинальные уровни запасов, чтобы гарантировать, что у них есть детали, которые им нужны, когда они им нужны. Программное обеспечение для заказов на работу гарантирует, что ваши заказы на работу планируются своевременно и с нужной периодичностью.
Если у OEE возникают проблемы с производительностью, возможно, вы выполняете неправильный тип обслуживания или правильный тип, но неправильно. Например, вы можете осматривать и выравнивать ремни по правильному графику, основанному на времени или счетчике, но вы не выполняете их регулировку должным образом. Как будто вы завтракаете каждое утро в одно и то же время, и это правильное время, семь тридцать утра, но вместо кофе и тостов вы едите мороженое. Правильный график, неправильная задача.
Проблемы с качеством также снижают OEE, но, как правило, отдел технического обслуживания не может решить их. Актив может быть настроен неправильно или может быть ошибка оператора. Проблема может быть даже в сырье.
OEE — это лишь один из важных KPI для технического обслуживания. Есть еще куча, но дело не в том, что чем больше, тем веселее. Вам нужно найти те, которые лучше всего подходят для вас, которые помогут вам достичь ваших целей, предоставляя вам информацию, которую вы можете использовать. Представьте, что вы в дороге. Полезно знать такие вещи, как ваша средняя скорость и пробег. Еще можно было бы отслеживать количество оборотов покрышки, но какой в этом смысл? Не каждый тип данных имеет значение. Чтобы получить хорошее представление о некоторых из наиболее распространенных показателей для производства, ознакомьтесь со статьей Что такое показатели MTTR, MTBF и MTTF?
<эм>
Промышленные технологии
- Узкие места в производстве - полное руководство
- Производственная мощность - подробное руководство по ключевым производственным показателям
- Руководство по быстрому производству
- Дрю Тройер:Общая эффективность оборудования
- Новая книга - Учебник по общей эффективности оборудования
- Анализ показателей технического обслуживания:общая эффективность оборудования
- Важность обслуживания оборудования на производстве
- Рабочее оборудование:пришло ли время для обновления?
- Руководство по созданию программы технического обслуживания оборудования
- Полное руководство по автоматизированному производству