


Стены и заполнение не соприкасаются:как быстро решить!
Как знает каждый энтузиаст 3D-печати, заполнение является очень важным и важным аспектом качества, прочности и времени печати объекта. Иногда мы тратим много часов, электричества и нити на печать объекта только для того, чтобы обнаружить, что заполнение на самом деле не касается оболочки (или стенок) модели, что делает структуру заполнения бесполезной.
В этой статье я расскажу вам о причинах, которые могут вызвать эту проблему, и о том, как ее решить. В двух словах, каковы причины, по которым заполнение не касается корпуса или стенки 3D-печатного объекта?
Несоприкасающиеся стенки и заполнение могут быть вызваны недостаточным выдавливанием, что само по себе может быть вызвано низкой температурой сопла, высокой скоростью движения или неправильной калибровкой принтера, а также может быть устранено путем регулировки заполнения настройка перекрытия. Рекомендуется повышать значение этого параметра с шагом 1 % и проверять результаты.
| Решение | Описание | Индикация |
| Перекрытие заполнения | Процент перекрытия заполнения ближайшим периметром | Увеличить на 2% до 14% |
| Температура сопла | Низкая температура сопла может привести к недоэкструзии. | Установите максимальную температуру, указанную производителем |
| Скорость передвижения | Если слишком быстро, экструдер не сможет выдавить требуемую нить, что приведет к недоэкструзии | Уменьшить скорость движения до 25 мм/с |
| Проблемы с фидером | Трение в трубке Боудена может привести к недостаточной экструзии | Очистите всю систему подачи и отрегулируйте натяжение подачи |
| Проблемы калибровки | Неправильная калибровка может привести к тому, что принтер будет потреблять меньше нити, чем указано. | Откалибровать шаги экструдера или увеличить скорость потока |
Причины, по которым стены не соприкасаются с заполнением

Существует ряд причин, из-за которых стенки отпечатка не касаются заполнения, и для устранения проблемы вам придется пройти процесс устранения.
Вот основная дорожная карта для диагностики проблемы. После того, как вы убедились, что это определенно не ошибка дизайна печати, вам нужно систематически выполнять следующие действия.
Настройки слайсера (разные для каждого профиля принтера)
Наиболее очевидно, что нужно проверить настройки слайсера, так как это самый простой и быстрый способ решить проблему.
Вам нужно будет посмотреть на перекрытие заполнения процент. Согласно Cura, этот параметр определяет «количество перекрытий между заполнением и стенами в процентах от ширины линии заполнения. Небольшой перехлест позволяет стенам прочно соединяться с заполнением. “
Очевидно, что Cura имеет разные настройки перекрытия заполнения по умолчанию в зависимости от профиля принтера. На моем Ender 3 он установлен на 30 %, на некоторых других принтерах он установлен на 10 % или даже на 0 %, поэтому ваши настройки также могут немного отличаться.
Если ваше перекрытие заполнения уже установлено на 10% (настройка Cura по умолчанию). Я бы посоветовал запускать пару тестов с шагом 2% каждый раз, чтобы увидеть, решает ли это проблему; если нет, то вы можете отбросить этот параметр как возможную причину.
В этом случае верните процент перекрытия обратно к процентному значению по умолчанию 10 % или любому другому процентному значению по умолчанию для вашего принтера и продолжите диагностику.
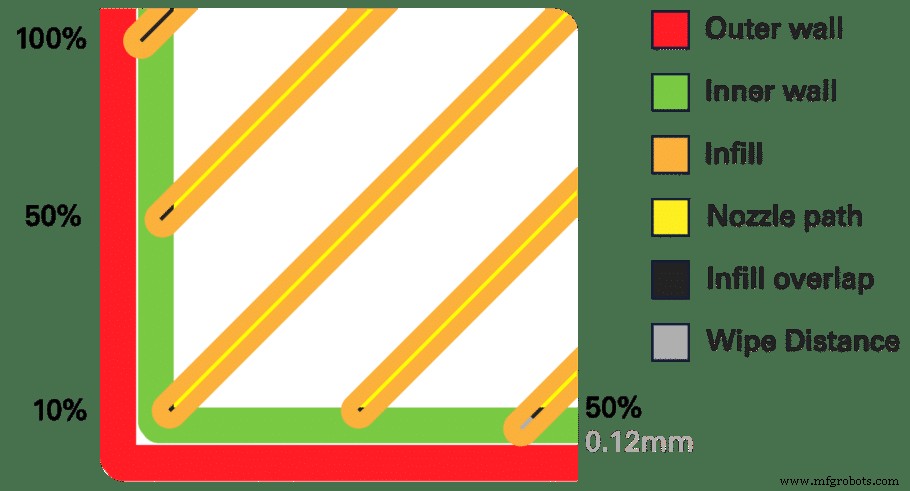
Как вы можете видеть на визуальном рисунке выше, установка 100% перекрытия заполнения будет означать, что траектория сопла будет перекрывать всю ширину слоя (0,4 мм при использовании наиболее популярного диаметра сопла).
Температура экструзии
Следующим шагом будет проверка температуры экструзии. Почему это может быть потенциальной причиной? Проще говоря, если температура экструзии слишком низкая, расплавленная нить будет более вязкой и будет препятствовать нормальному или желаемому потоку из сопла, поскольку для экструзии того же количества материала потребуется более высокое давление.
В конечном итоге это может привести к недостаточной экструзии, что может привести к тому, что стены не будут касаться заполнения.
Если температура экструзии слишком низкая, это также приведет к другим осложнениям печати, включая плохую адгезию слоев и нить на одной горизонтальной плоскости между стенками и заполнением.
С другой стороны, если температура экструзии слишком высока, это может привести к новым проблемам. Изменения в расплавленной нити произойдут, если температура будет слишком высокой, а расплавленный пластик останется в сопле слишком долго, что приведет к засорению.
Проверьте рекомендуемую температуру, указанную производителем филамента на используемой вами катушке, и установите температуру на максимально рекомендуемое значение для катушки. Это поможет получить правильный поток из сопла.
Например, если используемый вами PLA имеет настройку температуры 190–215 °C, вам следует установить температуру на 215 °C, проверить результаты, а затем медленно снизить ее, чтобы найти золотую середину.
Скорость передвижения
Температура является ведущим фактором скорости потока; однако скорость потока расплавленной нити также определяется размером сопла, скоростью печати и высотой слоя. Все эти параметры вместе определяют скорость потока, которая показывает, сколько расплавленной нити выдавливается из сопла в секунду.
Пытаясь протолкнуть больше материала, чем позволяет скорость потока, вы получите недостаточное экструдирование. Баланс между температурой и скоростью нити, проходящей через принтер к точке экструзии, не должен доводиться до крайности. Между ними всегда должен быть хороший баланс.
Это правда, что при более высокой температуре вы можете печатать быстрее. И наоборот, при использовании более низкой температуры; скорость движения должна быть уменьшена для достижения оптимальной экструзии.
Скорость движения будет различаться в зависимости от модели принтера, и чтобы устранить эту причину, вы можете попробовать установить скорость движения на 25 мм/с или, по крайней мере, ниже 50 мм/с. Эта скорость движения достаточно мала, чтобы сделать вывод, что если проблема сохраняется, то она вызвана каким-то другим фактором.
Недоэкструзия
Вы правы, мы уже говорили об экструзии ранее при переходе через температуру сопла и скорость движения. Тем не менее, недостаточная экструзия также может быть вызвана другими факторами, которые немного сложнее. Поскольку у предыдущих причин были бы простые решения, мы сначала отбросили их.
Как мы уже говорили ранее, недостаточная экструзия возникает, когда ваш принтер не может произвести нужное количество материала, необходимого для вашей печати. Очевидными признаками будут пропуски принтером слоев или печать более тонкими слоями, чем обычно, или слои, которые прерываются и имеют отверстия или точки в них.
Как только температура сопла и скорость движения выходят за рамки картины, это, вероятно, одна из самых сложных проблем для решения, поскольку необходимо учитывать множество переменных. Мы рассмотрим каждый из них, начиная с самого простого и заканчивая самым сложным, и, надеюсь, вы сможете определить реальную проблему и решить ее в процессе.
Проблемы с фидером
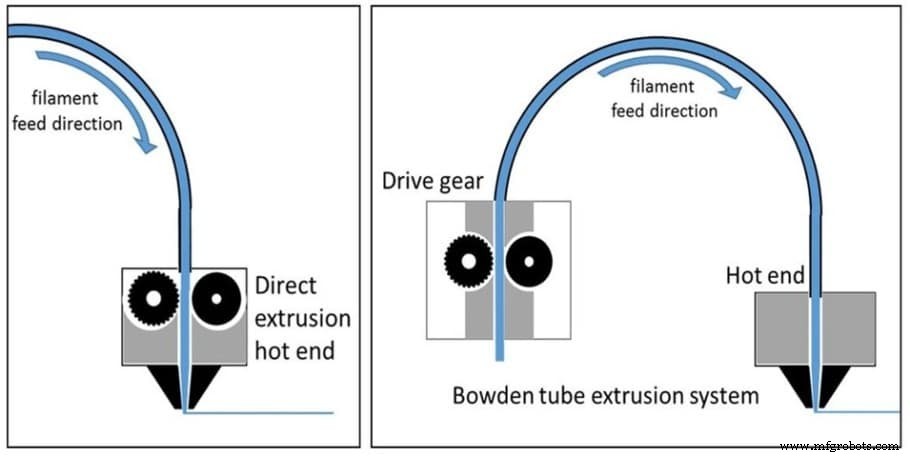
Если в вашем принтере используется система подачи с трубкой Боудена, то существует большая вероятность того, что проблема недостаточной экструзии может быть связана с неустойчивостью трубки Боудена в процессе подачи, включая горячий конец.
Это может быть связано либо с трением в трубке и горячем конце, препятствующим подаче, либо с недостаточным захватом нити для подачи с правильной скоростью.
Чтобы проверить натяжение устройства подачи на вашем принтере, вам необходимо удалить нить из трубки Боудена и проверить ее на наличие признаков подачи через трубку. Если нить все еще такая же гладкая, как и нить на катушке, натяжение устройства подачи слишком низкое, а это означает, что нить недостаточно удерживается, чтобы протолкнуть ее через систему подачи.
Подобно созданию баланса для оптимального расхода сопла, здесь также необходимо установить баланс. Слишком слабое или слишком большое натяжение в питателе приведет к недоэкструзии. Мы обсудили слишком мало напряженности; теперь давайте посмотрим на слишком большое напряжение в системе подачи.
Когда нить входит в трубку Боудена, она сжимается и сплющивается, что приводит к ограничению движения. Питатель врезается в нить, что обычно называют измельчением, поскольку процесс разъедает нить. Устройство подачи, скорее всего, начнет издавать тикающий звук и перескочит назад, что также является признаком блокировки в горячем конце.
Чтобы исправить эту ситуацию, вам потребуется снять нить с фидера и прочистить всю систему подачи, проверяя при этом натяжение фидера. Поскольку это аппаратная проблема, она может быть разной для разных принтеров, но чтобы дать вам представление о том, как решить эту проблему, посмотрите это видео о регулировке натяжения устройства подачи Ultimaker.
Недоэкструзия из-за калибровки
Калибровка экструзии определяет, что слайсер приказывает вашему принтеру потреблять, и измеряется в миллиметрах на заданном расстоянии перемещения. При правильной калибровке ваш принтер действительно будет потреблять точно такое же количество нити.
Если измерения не совпадают, а потребление меньше, чем указано слайсером, то калибровка не работает и приводит к недоэкструзии. Есть два способа исправить несоосность калибровки:один простой, но временный, а другой более сложный, но дает постоянное исправление.
Постоянное исправление:калибровка шагов экструдера
Дальнейшие действия будут зависеть от используемого вами принтера, но в основном тест следует заданному шаблону. Цель упражнения — определить, правильно ли выполняются ваши инструкции слайсера.
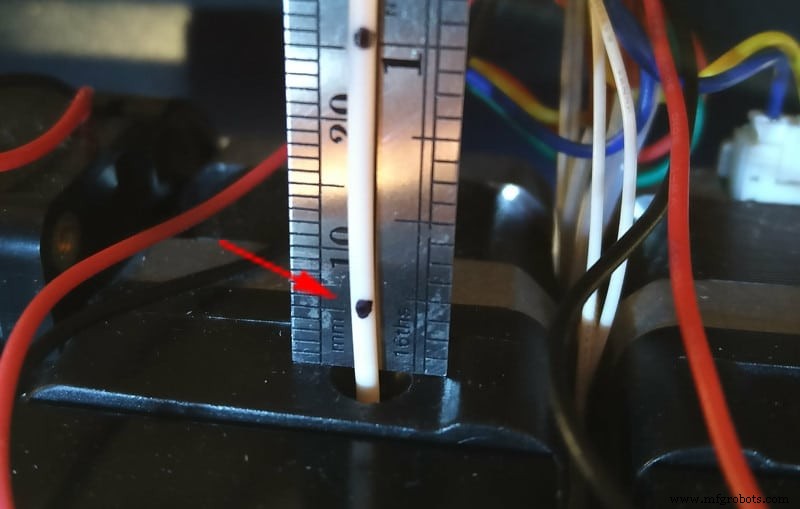
Начните с использования штангенциркуля, цифрового или ручного, не имеет значения, если вы знаете, как им пользоваться, и ваши измерения точны. Держите под рукой перманентный маркер или маркер, чтобы делать отметки на нити, которые не сотрутся. Теперь вы отмерите ровно 100 мм или 10 см от начала экструдера и повторите измерения еще два раза, чтобы у вас было три отметки на 100 мм, 200 мм и 300 мм.
Нагрейте хотэнд примерно на 5 градусов выше верхнего диапазона нити накала, чтобы убедиться, что поток постоянный. Теперь попросите принтер выдавить 100 мм (10 см) материала и посмотрите, совпадает ли сделанная вами отметка на входе экструдера с началом первого измерения.
Если сделанная вами метка оказывается внутри экструдера, ваша калибровка не удалась, и ваш принтер выдавливает больше, чем указано. Это чрезмерное выдавливание, и лишний выдавленный материал будет раздавливать драгоценный слой и стекать по бокам внешней оболочки вашего отпечатка. Вы заметите плохое качество любого отпечатка, который вы могли распечатать перед тестом. Чтобы исправить калибровку, сначала необходимо определить неправильное значение, чтобы можно было внести необходимые корректировки на консоли принтера.
И наоборот, если линия находится снаружи и не совпадает с входом, вы имеете дело с недостаточной экструзией, и это вполне может быть причиной того, что оболочка вашего объекта не касается заполнения.
Чтобы решить эту проблему, вы можете откалибровать шаги экструзии. Вы должны знать, что этот процесс не является простым, поэтому я обычно рекомендую увеличить скорость потока в качестве прокси для решения этой проблемы.
Простое решение:изменение расхода
Параметром, который также необходимо проверять помимо шагов экструдера, является скорость потока, так как это позволит вам напрямую контролировать поток нити в экструдер. Важно помнить о разной плотности нитей, которые вы будете использовать.
На скорость потока влияет диаметр используемой нити и диаметр экструзии относительно двигателя экструдера. Тест в значительной степени измеряет количество нити, подаваемой в экструдер.
Вам понадобится штангенциркуль и микрометр для точного измерения переменных, чтобы можно было рассчитать скорость потока, используя эти значения. Прежде чем начать тест, вы должны убедиться, что сопло вашего принтера находится в хорошем функциональном состоянии и не содержит скоплений остатков внутри и снаружи.
Кроме того, проверьте температуру экструзии конкретной нити, которую вы используете, и убедитесь, что она соответствует рекомендациям производителя. Наконец, убедитесь, что основание выровнено и откалибровано, чтобы избежать отклонения размеров по оси Z, и обязательно прочитайте и уясните инструкции по тестированию, прежде чем продолжить.
Как упоминалось ранее, возьмите маркер и сделайте отметки на нити каждые 100 мм. Скажите принтеру выдавить 100 мм и сравните его с маркировкой. Если принтер израсходовал менее 100 мм, вы можете быть уверены, что он недоэкструдирует.
Чтобы исправить это, установите скорость потока на 102% и повторите тест. Если он все еще находится в стадии экструзии, еще больше увеличьте процент. С другой стороны, если вы не видите следующую метку, это означает, что она экструдирована более чем на 10 см, а это означает, что необходимо уменьшить скорость потока. Вы должны повторять этот процесс до тех пор, пока ваш принтер не израсходует ровно 10 см нити, когда вы заказываете это.
Заключение
К настоящему времени, я надеюсь, вы смогли решить проблему, которая привела вас сюда. Если вам повезет, вы сможете изменить перекрытие заполнения и покинуть эту статью. С другой стороны, если вы прошли весь путь через скорость потока, я надеюсь, что вы нашли эту информацию полезной. Если да, то вы определенно очень хорошо разбираетесь в искусстве устранения неполадок и решения проблем с вашим принтером.
Ознакомьтесь с разделом рекомендуемых продуктов

Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиски того, какой принтер, нить накала или обновления приобрести, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к путанице. .
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для продвинутых пользователей, и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно отобраны. , чтобы вы знали, что любой из них будет работать так, как задумано.
3D печать
- Как оцифровка может помочь преобразовать постобработку AM и управление качеством
- Как 3D-печать меняет индустрию продуктов питания и напитков
- Как напечатанные на 3D-принтере инструменты и приспособления революционизируют производство
- Как решить такую проблему, как… действительные и нарушенные патенты?
- Семь проблем доставки на последней миле и способы их решения
- Как обеспечить правильность и быструю оплату фрахтовых счетов
- Как быстро отличить бит вверх от бит вниз?
- Литье под давлением:9 основных причин и способы их решения
- Как выявлять и решать производственные проблемы с помощью аналитики данных
- 5 проблем в складских операциях (и как их решить)