


Литье под давлением:9 основных причин и способы их решения

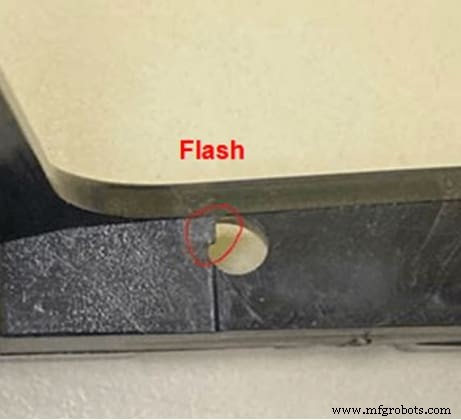
Вспышка является одним из наиболее распространенных дефектов при литье под давлением. Это тонкий пластиковый слой на линии разъема или любой другой части, где две разные поверхности формы встречаются и образуют границу. Такие области могут создавать разницу в расширении и других параметрах, что может способствовать увеличению шансов вспышки.
Работа с оплавлением при литье под давлением проста, но требует дополнительных ресурсов и влияет на общую эффективность процесса. Кроме того, удаление заусенцев — удаление заусенцев вручную или автоматически — также может отрицательно сказаться на качестве продукта и привести к повреждению пресс-формы, что приведет к увеличению затрат и другим потерям. Вот почему так важно свести к минимуму дефект облоя в проектах литья под давлением.
Чтобы решить проблемы с литьевым формованием, важно сначала выявить их, а затем эффективно устранить с помощью целевого подхода. Это обеспечит самые быстрые результаты и поможет выбрать правильное направление для оптимизации процесса литья под давлением и устранения всех дефектов.
Что такое облой в литье под давлением?
Заусенец при литье под давлением — это дефект, при котором деталь имеет избыток пластика на линии разъема, границе или в любой другой области, где встречаются различные формы и области пресс-формы. Как правило, прошивка на пластиковом молдинге наиболее распространена на линии разъема. Однако пострадают и другие области. Их причины и следствия остаются неизменными независимо от местоположения.
В современной промышленности заусенцы в литых деталях являются обычным явлением, и большинство производителей значительно уменьшают их, но не устраняют полностью. Основной причиной является общая стоимость литья под давлением. Пресс-формы без облоя довольно дороги, но большинство предприятий находят компромисс между стоимостью, качеством и эстетикой.
Основные причины облоя при литье под давлением
Вспышка литья под давлением может произойти по ряду причин. Иногда источников проблемы может быть несколько. У вас может быть несоответствие линии разъема вместе с неправильным потоком, что приведет к тем же результатам — дефекту облоя в деталях для литья под давлением.
Важная вещь, которую следует отметить в связи с проблемой перепрошивки с инжекцией, заключается в том, что она не ограничивается одним экземпляром или подпроцессом. Вспышка имеет несколько причин и может происходить по множеству причин, начиная от проблем на этапе впрыска и заканчивая дефектами удерживающего оборудования или другими причинами, такими как вязкость, давление или скорость.
Ниже приведены наиболее распространенные причины заусенцев на пластиковых молдингах и случаи, когда они возникают на самом деле.
Вспышка формы на этапе впрыска <сильный>
1 – Несоответствие линии разъема
Одной из основных причин несовпадения линий разъема является наличие загрязнителей окружающей среды, таких как пыль и мусор, которые могут удерживать пресс-форму открытой. В результате излишки материала вытекают и вызывают дефект заусенца. Кроме того, дефекты пресс-формы также могут вызвать эту проблему. В основном эти недостатки распространяются со временем из-за использования. Старая, изношенная оснастка приводит к протечкам, что приводит к заусенцам из-за несовпадения линий разъема.
Даже если у вас есть идеальная пресс-форма и вы уверены, что в ней нет загрязнений, заусенцы все равно могут произойти, когда вы имеете дело с неправильным усилием зажима или чрезвычайно сложными формами. Полости и другие сложные элементы могут увеличить общее давление, которое выдерживает пресс-форма, и вызвать протечки и дефекты в некоторых местах.
2 – Неправильная вентиляция
Литье под давлением — это сложный процесс, в котором необходимо учитывать общую температуру, давление, наличие воздушных карманов и другие характеристики. Например, захваченные пузырьки воздуха являются огромным недостатком любой конструкции для литья под давлением, который может повлиять на общие механические и несущие способности детали. Точно так же детали, полученные литьем под давлением, имеют определенный температурный диапазон для отличной формовки. Вентиляционные отверстия отвечают за обеспечение бесперебойной работы всех этих компонентов. Любые проблемы в этом приведут к нескольким дефектам, которые не ограничиваются только перепрошивкой.

Вспышка плесени во время упаковки или хранения <сильный>
3 – Низкое давление прижима
Вспышка может произойти как во время процесса упаковки, так и во время хранения. Процесс упаковки учитывает усадку материала при охлаждении. Лучший способ — добавить избыток, пока процесс выдержки поддерживает равновесное давление во всей системе до охлаждения.
В обоих случаях давление зажима должно быть точным. Неправильное усилие зажима может нарушить линию разъема и привести к вытеканию поступающей жидкости, что вызовет вскипание.
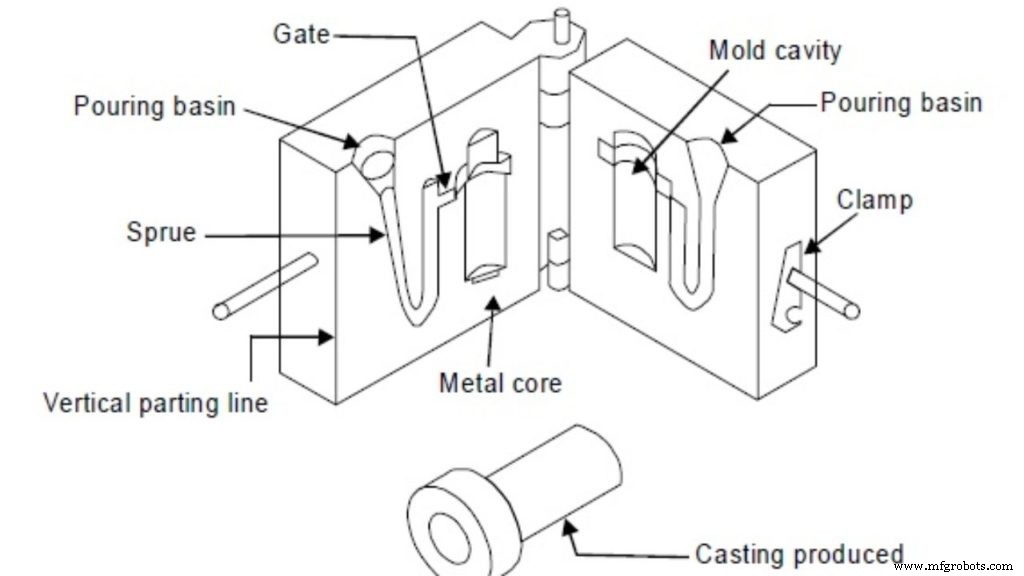
4 – Проблема с литниковой втулкой
Литниковые втулки являются частью пресс-формы и отвечают за перенос расплавленного пластика в полость. Со временем они могут потерять опору для поддержания силы давления инъекции и ухудшить свою функцию. В таких случаях ваши детали, отлитые под давлением, будут иметь дефекты, и наиболее распространенным из них является заусенец.
Вспышка пресс-формы во время процесса из-за характеристик текучести <сильный>
Помимо стадии процесса, есть некоторые элементы, которые могут вызвать облой при литье под давлением из-за характеристик процесса и потока. Сколько облоя будет иметь ваша пластиковая деталь из-за характеристик процесса, зависит от следующих характеристик процесса.
5 – Вязкость
Вязкость — это свойство любой жидкости течь, и она играет центральную роль в процессе литья под давлением. Меньшая вязкость означает, что расплавленная жидкость будет легко вытекать из формы и иметь искажения в виде заусенцев. Как правило, эта вязкость зависит от температуры, свойств материала, давления и скорости.
6 – Температура ствола и сопла
Давление — не единственный фактор, который увеличивает вязкость и, как следствие, заусенец в детали для литья под давлением. Температура ствола и сопла также оказывает на него прямое влияние. Более высокая температура делает жидкость более склонной к утечке из-за более низкой вязкости и, как следствие, увеличивает вероятность облоя при литье под давлением.
7 – Переполнение
Любая установка для литья под давлением будет иметь ограничения в зависимости от размера и геометрии. Если расплавленный пластик переполнен, давление впрыска естественным образом превысит давление зажима и вызовет утечки. Это увеличило бы шансы вспышки и других значений по умолчанию. Тем не менее, вы должны быть осторожны при настройке параметров подачи, так как охлаждение приводит к усадке пластика, и вам не нужна неполная деталь из-за короткого выстрела при литье под давлением.
8 – Высокое давление
Давление является одной из наиболее распространенных характеристик процесса, которые могут увеличить вероятность вспышки. Базовая физика диктует, что высокое давление приводит к более высокой температуре и характеристикам потока в закрытой среде. Повышенное давление и, как следствие, увеличение вязкости могут привести к множественным ошибкам по умолчанию, включая вспышку.
9 – Переупаковка
Сложности в конструкции и запутанные пути в форме также могут создавать заусенцы в деталях, полученных литьем под давлением. В узких полях ограниченное количество расплавленной жидкости может затвердеть и заблокировать поток. Таким образом создается локализованное давление внутри пресс-формы. Возникающие в результате дефекты не ограничиваются только флешем. Вместо этого вам придется решать другие проблемы, такие как деформация, неравномерная плотность и множество других связанных с этим проблем.
5 эффективных способов контроля облоя при литье под давлением
Нет никаких сомнений в том, что предотвращение засветки очень важно, потому что засветка вызовет множество функциональных и эстетических проблем. Однако удаление заусенцев при литье под давлением возможно.

Вот 5 наиболее эффективных способов, которые помогут вам контролировать заусенцы в литых деталях.
Дизайн для технологичности
Самый эффективный способ гарантировать, что ваша отлитая под давлением деталь свободна от заусенцев, — это спроектировать ее с учетом технологичности. Это означает обеспечение простых и наиболее эффективных функций, которые выполняют функцию, а не сосредоточение внимания на сложных системах.
Чтобы лучше понять это с точки зрения процесса литья под давлением, рассмотрим линию разъема. Специалисты в этой области рекомендуют использовать линию разъема на краю, а не на поверхности. Это имеет как эстетические, так и функциональные преимущества, поскольку линия разъема не будет видна на краю. Такой дизайн также снизит вероятность заусенцев, поскольку шов не будет совпадать с линией разъема.
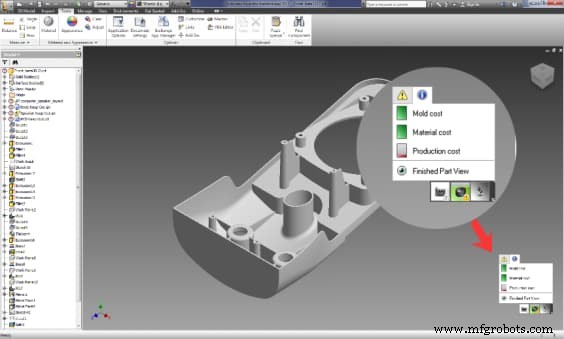
Сегодня использование DFM-анализа является важной частью любого проекта промышленного литья под давлением. Существуют специальные программные инструменты, которые эффективно моделируют результаты и показывают характеристики потока, а также прогнозируют распространенные проблемы, такие как коробление, облоевание и тепловой поток при литье под давлением. В RapidDirect, например, вы можете загрузить файл проекта детали на производственную онлайн-платформу, а затем получить бесплатный DFM-анализ для ваших деталей.
Замедлить скорость закачки
Еще одним отличным способом уменьшения облоя при литье под давлением является контроль переменных процесса. Скорость впрыска оказывает прямое влияние на вязкость, давление и температуру, которые могут вызвать вспышку. Как правило, это первое, что делают многие специалисты, когда имеют дело с вспышкой, поскольку большинство переменных процесса связаны со скоростью впрыска.
Укажите пресс-форму без облоя
Отличный, но дорогой способ полностью устранить заусенцы на деталях, изготовленных литьем под давлением, — это использовать форму без заусенцев. Он гарантирует наилучшие результаты, но обходится слишком дорого, что нецелесообразно для многих предприятий и приложений. Для чувствительных приложений, где эстетика, функциональность и все другие элементы очень важны, а затраты не являются проблемой, это, возможно, лучший способ обеспечить отсутствие дефектов детали.
Правильная очистка формы
Одной из основных причин несовпадения линий разъема является скопление в пресс-форме грязи, мусора и других загрязнений. Кроме того, микрочастицы в узких полостях пресс-формы могут даже вызвать переуплотнение, что еще больше увеличивает количество дефектов в детали. Содержание пресс-формы в чистоте и техническое обслуживание поможет свести к минимуму вероятность возникновения этих проблем и обеспечить наилучшие результаты.
Правильное обслуживание пресс-форм и усовершенствование процессов
Наконец, техническое обслуживание пресс-формы и оптимизация процессов необходимы для получения стабильных и надежных результатов. Сила зажима и давление иногда могут повредить пресс-форму и привести к некоторым деформациям, которые могут вызвать множественные дефекты детали.
Квалифицированный партнер может помочь вашему проекту литья под давлением
Вспышка при литье под давлением — это неизбежная реальность, и лучший способ ее уменьшить — это непрерывная оптимизация процесса и отслеживание всех признаков. Одним из вариантов являются пресс-формы без облоя, но они имеют недостаток, заключающийся в увеличении затрат. Вместо этого более целесообразно устранять наиболее распространенные причины, улучшая конструкцию, обслуживая пресс-формы и оптимизируя процесс литья под давлением, чтобы обеспечить наилучшие результаты.

Правильный партнер в сфере услуг по литью под давлением, такой как RapidDirect, может помочь вам сделать все это, не теряя времени и ресурсов. Мы сертифицированы по стандарту ISO и предлагаем непревзойденные результаты благодаря нашей разносторонней команде и строгим проверкам качества. От самого сложного проекта до самого простого элемента наша команда работала с многочисленными местными организациями, чтобы упростить каждый этап этапа проектирования и выполнить все ваши требования в кратчайшие сроки.
Что отличает RapidDirect, так это современная платформа DFM, которую мы предоставляем. Наш онлайн-портал позволяет вам получить доступ к нашим бесчисленным шаблонам дизайна и получить помощь от нашей команды экспертов для создания лучшего продукта. Начать работу с RapidDirect очень просто. Просто загрузите свой проект с требуемыми спецификациями и характеристиками, чтобы мгновенно получить ценовое предложение и ощутить будущее производства.
Смола
- Как выполняется литье под давлением
- Как оценить стоимость литья под давлением?
- ПЭЭК высокой вязкости для литья под давлением и экструзии
- Как спланировать и реализовать автоматизацию на заводе литья под давлением
- Семь проблем доставки на последней миле и способы их решения
- 4 основные причины выхода из строя распределительного устройства и способы их предотвращения
- Основные причины сбоев машины и способы их предотвращения
- Главные опасности при строительстве и способы их предотвращения
- Главные проблемы безопасности грузоперевозок и способы их избежать
- 4 основные проблемы станков с ЧПУ и способы их устранения