


Идеальные настройки Ender 3 (Pro и V2) PETG!
Я решил проверить, насколько хорошо мой Ender 3 может печатать PETG, и напечатал несколько 20-миллиметровых кубиков и даже вазу.
В этой статье я поделюсь с вами своими выводами, какие настройки сработали, а какие нет и многое другое!
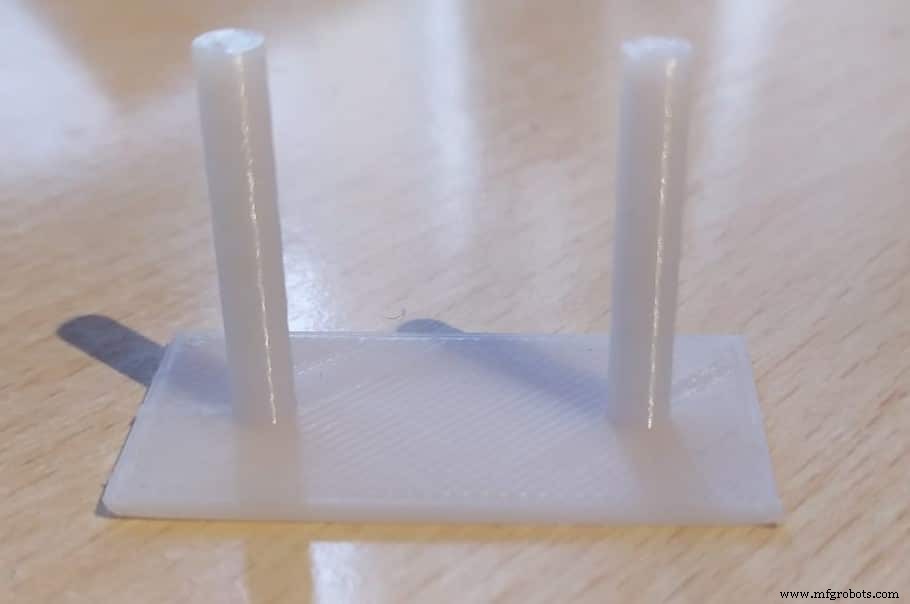
Я также включу пару изображений моделей, которые я создал, чтобы вы могли увидеть качество печати, которого мне удалось достичь.
Если вы не хотите проходить через все пробы и ошибки, которые мы сделали, чтобы найти идеальные настройки для создания высококачественных отпечатков на вашем Ender 3, обязательно ознакомьтесь с нашими собственными профилями Cura, созданными специально для вас. для серии принтеров Ender 3 (все они доступны всего за 7 долларов США).
Без лишних слов, приступим!
Температура печати
Вообще говоря, PETG действительно хорошо печатает в диапазоне температур от 220°C до 250°C. Тем не менее, Ender 3 использует установку типа Боудена, которая не предназначена для печати при температуре выше 240°C или 245°C, поскольку она может быть повреждена, поэтому я бы рекомендовал оставаться в диапазоне от 220°C до 240°C.
В моем тестировании печать при температуре 220 °C обеспечивала наилучшее качество печати.
Идеальная температура печати PETG на Ender 3:
- 220–240 °C (при 220 °C результаты выглядят несколько лучше)
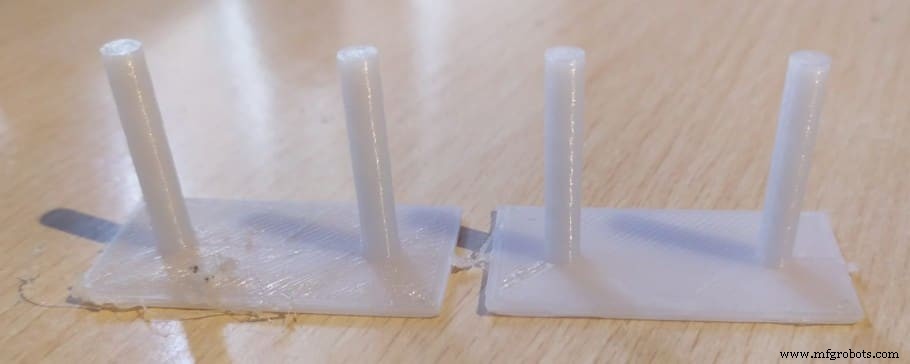
Попробовав несколько различных температур печати на более чем 20 различных отпечатках, я обнаружил, что в моем случае 220°C дает наилучшие результаты. 230 ° C и выше создавали бы нити и капли на верхних слоях или моих моделях, на самом деле, вы можете увидеть это здесь в тестах натяжения, которые я провел (я напечатал более 10 тестов на натяжение с использованием двух разных нитей, пока не получил это правильно):
Прилипание к кровати
Адгезия к столу, вероятно, является наиболее важным фактором, который следует учитывать при печати, поскольку вы хотите, чтобы ваш первый слой правильно прилипал к поверхности печати, чтобы избежать деформации и предотвратить отслоение отпечатка.
Такие факторы, как температура печати, температура стола, тип используемой поверхности сборки и т. д., будут влиять на то, насколько хорошо модель останется приклеенной к поверхности.
Температура кровати
PETG нужно печатать при довольно высокой температуре, а это значит, что во избежание коробления вам нужно установить температуру от 60°C до 70°C (обычно рекомендуется 60°C, однако у меня не было такой возможности). с ним отличные результаты).
Теперь, вот что вы, возможно, не знали, но чем выше температура слоя, тем сильнее адгезия. На самом деле, было проведено исследование, результаты которого показали, что адгезия слоя была наиболее сильной, когда температура стеклования пластика немного превышала, что в случае PETG составляет 80°C (по сути, вам нужно установить температуру слоя на чуть выше 80°C).
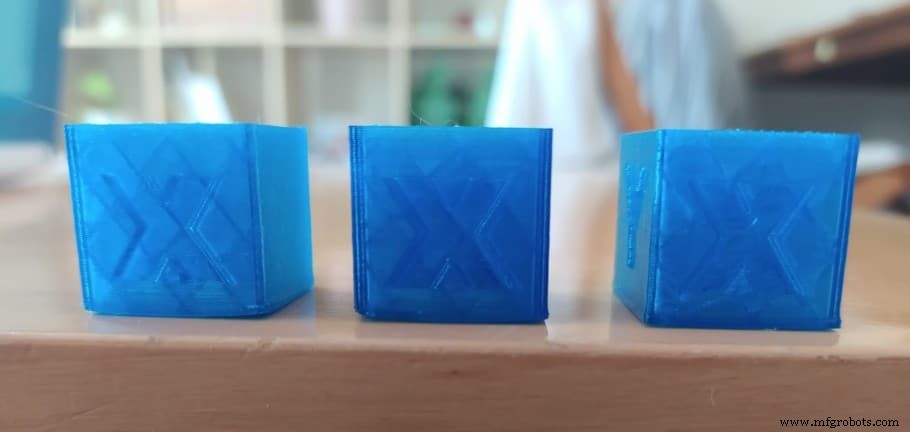
Я напечатал пару разных 20-мм кубов при 230°C с разной температурой стола (60°C, 70°C и 85°C), и нижние углы первых двух кубов деформировались (60 и 70°C), но при 85°C °C адгезия была достаточно прочной, так что деформация практически исчезла.
Итак, начните с 60 °C, и если отпечаток деформируется, рассмотрите возможность увеличения температуры стола до 70 °C, а если это не сработает, попробуйте 80 °C или 85 °C.
Идеальная температура слоя PETG для Ender 3:
- Для достижения максимально возможной адгезии установите слой немного выше температуры стеклования PETG (80 °C). 85°C, по-видимому, обеспечивает наибольшую адгезию.
Создать поверхность

Мои тесты печати PETG на Ender 3 проводились с использованием стеклянной платформы Creality, и хотя небольшие объекты, такие как 20-миллиметровый куб, немного деформировались, они никогда не отделялись от рабочей пластины, даже независимо от температуры платформы.
Многие люди рекомендуют использовать каптоновую ленту или синюю малярную ленту, так как они позволяют PETG лучше прилипать.
Тем не менее, идеальным решением, по-видимому, является поверхность сборки, которая входит в комплект поставки как Ender 3 Pro, так и V2, а не Ender 3, которая представляет собой BuilTak или магнитную поверхность сборки, поскольку она обеспечивает отличную поверхность для прилипания PETG. и удалить отпечатки тоже довольно просто.
Важное примечание :На некоторых веб-сайтах говорится, что PETG может так хорошо прилипать к стеклянной поверхности, что его удаление может привести к тому, что стекло разобьется или даже может забрать с собой несколько осколков. У меня вообще не было такого опыта, на самом деле мой опыт с PETG заключался в том, что адгезия была не такой сильной, как с некоторыми другими материалами, такими как PLA, TPU и т. д.
Проверьте это на себе и посмотрите, что работает. Если вам трудно удалить отпечаток, сначала дайте кровати остыть (даже если положить кровать в холодильник, это может помочь ей сжаться, что облегчит удаление PETG).
Печать с использованием юбки, полей или подложки для PETG?
Я написал целую статью, объясняющую, что такое юбка, поля и плот, и вам обязательно стоит с ней ознакомиться, так как они действительно могут улучшить сцепление с постелью.
При печати разных тестовых кубов все они деформировались при печати с помощью юбки, поэтому я попытался напечатать еще один, используя край, с температурой стола 60°C, и он не только деформировался, но и фактически оторвался от конструкции. тарелка (Я пробовал это несколько раз и всегда получал один и тот же результат).
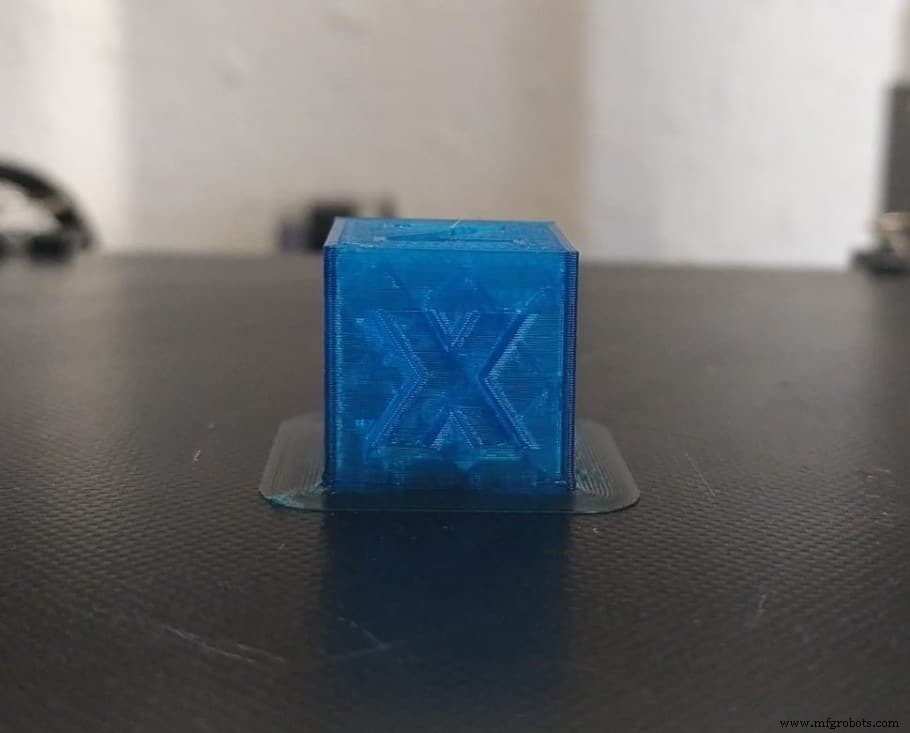
Наилучшие результаты, которые я получил, были получены при печати с помощью Brim и установке температуры слоя на уровне 85 °C. так как это постоянно удерживало отпечаток на станине, не позволяя ему даже немного деформироваться.
Плот еще больше повысит сцепление с постелью, но обязательно прочитайте статью о плотах, полях и юбках, на которую я только что дал ссылку, поскольку плот требует больше материала и оставляет следы на модели.
Обычно я рекомендую использовать юбку, а если вам нужно лучшее сцепление, используйте поля.
Настройки отзыва
Втягивание — это когда экструдер вытягивает нить назад, чтобы уменьшить давление внутри хотэнда, чтобы нить не просачивалась наружу, что важно при попытке избежать натяжения. Теперь PETG в расплавленном состоянии гораздо более вязкий, чем другие нити, и требует включения надлежащих настроек втягивания, если для вас приоритетом является предотвращение натяжения.
Однако печать из PETG очень похожа на PLA, и настройки отвода часто такие же или очень похожие.
Так что, если вы используете Cura, в большинстве случаев настройки отвода по умолчанию должны работать нормально.
Идеальные настройки ретракции PETG для Ender 3:
- Расстояние отвода:6,5 мм.
- Скорость отвода:25 мм/с.
- Максимальное количество отзывов:10.
- Минимальное окно расстояния экструзии:10 мм.
- Режим расчесывания:ВКЛ. и установите значение «Внутри заполнения» (без начесывания).
Если вы хотите узнать все тонкости втягивания Ender 3, прочтите эту статью, которую мы написали!
Скорость печати
На самом деле PETG не нужно печатать медленнее, чем PLA, поэтому настройки Cura по умолчанию для Ender 3 должны работать нормально (50 мм/с).
Если вы хотите улучшить качество печати, вы определенно можете замедлить ее настолько, насколько захотите, но между 30 мм/с и 50 мм/с, по-видимому, лучше всего.
Идеальные настройки скорости PETG для Ender 3:
- 30–50 мм/с.
Охлаждение печати
Как я уже упоминал ранее, вы хотите получить хорошо приклеенный первый слой, и для этого вентилятор слоев должен быть выключен во время печати первых двух слоев.
После этого вентилятор должен быть на 100%, чтобы увеличить детализацию и уменьшить натяжение.
Однако, если детализация не является приоритетом, а сила более желательна, печатайте с выключенным веером слоев на протяжении всей печати. Это обеспечит лучшее сцепление между слоями и повысит прочность слоев, а также общую прочность модели.
Идеальные настройки скорости PETG для Ender 3:
- Кстати, веер слоев должен быть на 100 %, за исключением первых двух слоев, чтобы обеспечить хорошую адгезию первого слоя.
- Для прочности распечатайте всю модель с выключенным веером слоев.
Вам нужен корпус для печати из PETG?
Корпус не нужен при печати из PETG, так как это довольно простой в работе материал, однако он определенно поможет предотвратить деформацию моделей или их отделение от поверхности сборки, поскольку температура внутри него остается относительно теплой и стабильной.
Теперь печать с использованием корпуса обычно помогает избежать нескольких проблем, и, хотя в этом нет необходимости, наличие закрытого принтера может уберечь вас от пары неудачных отпечатков.
PETG достаточно прост в работе, но определенно деформируется больше, чем PLA, но не так сильно, как ABS, и если вы живете в более прохладном климате, вы можете заключить его в корпус, чтобы снизить риск деформации.
Идеальные настройки Ender 3 для печати из PETG
Настройки для печати из PETG очень похожи на те, которые используются для печати из PLA, так как это очень похожие материалы. Однако есть несколько ключевых отличий:
- Температура печати: 220-240°C (верхние слои выглядят лучше при 220).
- Температура кровати: 85°C для лучшей адгезии.
- Исходная высота слоя: 0,2 мм для лучшей адгезии первого слоя.
- Расстояние отвода: 6,5 мм.
- Скорость печати: 30–50 мм/с.
- Скорость вентилятора: 100 % за детализацию, минус за прочность.
Если вы не хотите проходить через все пробы и ошибки, которые мы сделали, чтобы найти идеальные настройки для создания высококачественных отпечатков на вашем Ender 3, обязательно ознакомьтесь с нашими собственными профилями Cura, созданными специально для вас. для серии принтеров Ender 3 (все они доступны всего за 7 долларов США).
Заключение
Основная проблема, с которой я столкнулся при работе с PETG, заключалась в прилипании платформы, особенно при попытке печатать на платформе при температуре 60°C, что обычно является рекомендуемой температурой, которую я видел в Интернете, поскольку отпечатки деформировались или даже отставали от рабочей пластины.
Я решил увеличить температуру слоя до 70 °C, но особых изменений не произошло.
Поскольку температура стеклования PETG составляет 80°C, я решил попробовать 85°C, и это сработало как по маслу (проверьте исследование, на которое я ссылался ранее, где сделан вывод о том, что превышение температуры стеклования увеличивает адгезию), как при печати с - и без поля, но это может быть потому, что я использую стеклянную платформу, а не BuildTak, может быть, с платформой BuilTak вы можете комфортно печатать при 60 ° C.
Итак, если у вас возникли проблемы с прилипанием к слою при использовании PETG, попробуйте повысить температуру слоя!
Кроме этого, Ender 3 отлично справляется с печатью PETG без каких-либо проблем, и отпечатки получаются великолепными, хотя я должен сказать, что PLA, кажется, печатает на этой машине лучше и обеспечивает более качественную отделку, но отпечатки PETG все еще вполне приемлемо.
Ознакомьтесь с разделом рекомендуемых продуктов

Мы создали раздел рекомендуемых продуктов, который позволит вам избавиться от догадок и сократить время, затрачиваемое на поиски того, какой принтер, нить накала или обновления приобрести, поскольку мы знаем, что это может быть очень сложной задачей и обычно приводит к путанице. .
Мы выбрали лишь несколько 3D-принтеров, которые, по нашему мнению, подходят как для начинающих, так и для продвинутых пользователей, и даже для экспертов, что упрощает принятие решения, а нити, а также перечисленные обновления были протестированы нами и тщательно отобраны. , чтобы вы знали, что любой из них будет работать так, как задумано.
3D печать
- 3D-печать FDM:сравнение нитей ASA, PETG и ПК
- Датчик температуры и освещенности Raspberry Pi
- Как заменить сопло на Ender 3 (Pro и V2)!
- Ender 3 Z Offset; Как настроить!
- Провисание оси X Ender 3; Как решить!
- Является ли PLA термостойким? ABS, ASA, PETG и многое другое!
- Обзор Ender 3 Pro:стоит ли приобретать его в 2022 году?
- Проблемы с выравниванием кровати Ender 3; Как их исправить!
- Ender 3:Как выровнять кровать и держать ее ровной!
- Обновления Ender 3 (Pro и V2); Для печати и для покупки!