


Мониторинг аддитивного производства с помощью оптического микрофона
Технологии аддитивного производства (АП) получили широкое распространение в отрасли в последние годы. Поскольку цифровизация и производство по запросу превращают производственные площадки в полностью автоматизированные операционные линии, все большее значение приобретают надежные методы мониторинга процессов.
В лазерной обработке металлов хорошо известен тот факт, что оптическое и акустическое излучение во время процесса можно анализировать в режиме реального времени и коррелировать с качеством конечной детали. 1,2,3 Этот подход имеет большое значение, поскольку появление пор, трещин или других неоднородностей, возникающих в процессе производства, сильно влияет на механические свойства и увеличивает риск брака компонентов. Таким образом, немедленная реакция на предупредительные сигналы процесса может сократить объем брака и сэкономить время.
В настоящее время оптические системы, такие как пирометры, высокоскоростные камеры, ИК-камеры и фотодиоды, широко используются для мониторинга лазерных процессов AM в академических и промышленных контекстах. 4 Несмотря на то, что они дают важную информацию о зоне взаимодействия лазера с металлом, они слепы к важным аспектам, происходящим после выключения лазера, например. растрескивание из-за термического напряжения.
Системы структурных акустических датчиков недавно стали коммерчески доступными, например, в рамках процессов сплавления в порошковом слое (PBF) 5 . Тем не менее, детекторы корпусного звука сталкиваются с проблемами, когда речь идет о таких процессах, как лазерное осаждение металла (LMD) или аддитивное производство с проволочной дугой (WAAM), в которых путь сигнала, связанный со структурой, изменяется или даже может быть прерван в течение всего времени сборки. В таких случаях эффективным решением является акустический датчик с воздушной связью на фиксированном расстоянии.
Новая методика ультразвукового исследования
В отличие от обычных мембранных или пьезоэлектрических акустических датчиков, широкополосный оптический микрофон XARION Laser Acoustics работает посредством интерферометрии. Его акинетический принцип обнаружения основан на звуковых волнах, вызывающих изменение показателя преломления воздуха в 2-миллиметровой полости интерферометра, расположенной в верхней части головки датчика, как показано на рисунке 1а. Это вызывает небольшие сдвиги длины волны лазера, удерживаемого и отражающегося взад и вперед внутри резонатора. Небольшое отклонение длины волны вызывает изменение интерференции и, следовательно, интенсивности света, возвращающегося из полости. Затем изменение интенсивности измеряется внешним фотодиодом.
Этот метод акустического преобразования, работающий полностью без подвижных элементов, обеспечивает самый широкий частотный диапазон, доступный на рынке микрофонов, в 10 раз превышающий уровень техники. Поскольку фоновые шумы, т.е. от близлежащего оборудования, как правило, ограничиваются более низкими частотами (<100 кГц), диапазон оптического микрофона от 10 Гц до 1 МГц обеспечивает четкое спектральное разделение между ценным технологическим сигналом и нежелательным шумом. Верхняя граница этой частотной характеристики частично определяется самой средой, поскольку поглощение воздуха очень сильно гасит распространение звука. Например, затухание акустического сигнала частотой 2 МГц в воздухе составляет порядка 640 дБ/м. 6
В следующих случаях обсуждаются несколько приложений. Во всех конфигурациях аналоговый электрический выходной сигнал датчика подается в высокоскоростную систему сбора и анализа данных, которая выполняет расчет БПФ в режиме реального времени и спектральное отображение выбросов технологического процесса в воздухе.
Лазерное осаждение металлов (LMD)

Общей проблемой в процессах LMD является образование трещин из-за термического напряжения. Эти трещины могут возникать во время обработки, а также через несколько минут после нее. Роботизированный процесс LMD с подачей проволоки или порошка позволяет поддерживать постоянное расстояние измерения. Преимуществом акустической системы с воздушной связью, установленной на голове робота, является возможность анализа сигналов от взаимодействия лазера с материалом, а также поведения материала после лазерного излучения. Пример измерительной установки с соответствующей акустической характеристикой показан на рис. 2.
Поскольку сигналы трещин имеют широкополосный частотный диапазон, можно применить фильтр верхних частот для безопасного обнаружения появления трещин во время и после обработки без искажения производственным шумом. В этой установке был применен фильтр от 350 кГц до 1 МГц, который показал самую сильную корреляцию с количеством трещин, полученным методами неразрушающего контроля рентгеновского изображения и вихретокового контроля, как описано далее в ссылке 7.
Пороховая смесь Fusion (PBF)

Чтобы уловить ультразвуковое излучение во время процесса PBF, оптический микрофон был расположен внутри рабочей камеры, примерно в 30 см от рабочей пластины, как показано на рисунке 1b. Типичная сигнатура акустического процесса представлена на рис. 3, который также демонстрирует преимущество высокочастотного ультразвукового анализа, а именно отсутствие реверберации, которая в низкочастотном режиме может «размазать» сигнал и, как следствие, лучшее временное разрешение процесса. события.
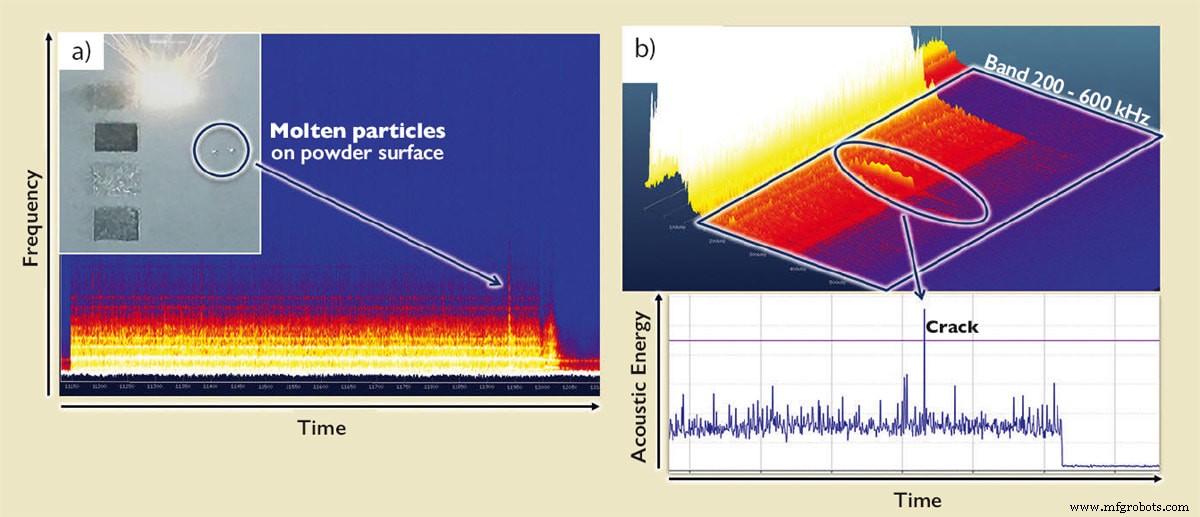
В отличие от установки LMD, PBF использует зеркальные гальванометры для направления технологического лазера через слой порошка. Эта процедура вызывает затухание сигнала в воздухе в зависимости от расстояния и частоты, которое следует известному соотношению и, таким образом, может быть принято во внимание, если одновременно отслеживаются лазерные координаты. Во многих случаях также нет необходимости поддерживать постоянный уровень сигнала на уровне земли, т.е. для обнаружения кратковременных спектральных аномалий. Два таких примера представлены на рис. 4:на рис. 4а показан широкополосный пик на спектрограмме, возникающий при прохождении лазером над расплавленной частицей порошка, а на рис. 4b показан сигнал трещины в виде трехмерной спектрограммы (вверху) и соответствующий 2D-энергетическая кривая (нижняя), интегрированная в полосе частот 200–600 кГц.
Аддитивное производство дуговой сварки (WAAM)
Настройка, аналогичная LMD, может применяться для процессов WAAM (рис. 5). Сигнатура акустического сигнала сильно отличается, хотя он тоже широкополосный до 600 кГц. Основными явлениями являются цикл образования капель (отчетливые блоки появляются примерно каждые 10 мс), тональный сигнал, связанный со скоростью модуляции дуги (здесь:80 кГц), и широкополосное технологическое излучение, связанное с испарением металла.

Двумя наиболее важными параметрами процесса являются стабильность дуги и цикл формирования. Для контроля первого можно применить узкополосный фильтр к частоте модуляции и ее высшим гармоникам, а для последнего можно выполнить анализ БПФ временного сигнала, отфильтрованного с помощью фильтра верхних частот, чтобы вычислить сравнительно низкую скорость капель. без фонового шума.
Заключение
Благодаря наличию безмембранного широкополосного микрофона для самых высоких ультразвуковых частот ранее недоступная информация теперь может быть использована для мониторинга явлений акустического процесса в режиме реального времени. Будущие разработки включают в себя применение триангуляции, чтобы можно было локализовать источники звука, чтобы еще больше облегчить операторам, инженерам-технологам и производителям оборудования обнаружение потенциальных дефектов. Кроме того, планируется включение бортовых методов искусственного интеллекта, которые подходят для потоков акустических данных и способствуют продвижению технологии к более сложным приложениям промышленного мониторинга.
Благодарность
Авторы благодарят за поддержку Технологический центр AIMEN (Испания) и Damon Northeast (Renishaw plc).
Ссылки
- Д. Ф. Фарсон и К. Р. Ким:Генерация оптического и акустического излучения в факелах лазерной сварки , Журнал прикладной физики 85, 1329 (1999);
- М. Bastuck et al.:Uberwachung und Qualitätssicherung des Laserschweißprozesses ultrahochfester Karosseriesstähle durch integrierte ZfPVerfahren , DGZfP-Jahrestagung – Mi.2.A.4 (2013 г.);
- Дж. Шао и И. Ян:Обзор методов онлайн-мониторинга и контроля лазерной сварки , Journal of Physics:Серия конференций 15, 101–107 (2005 г.)
- С. Everton et al.:Обзор мониторинга процессов на месте и метрологии на месте для металлоаддитивного производства , Материалы и дизайн 95 (2016) 0431-445
- Анас Эссоп, 3D Printing Industry, 10 декабря 2019 г., по состоянию на 26 июня 2020 г.
- М. Бас, Атмосферное поглощение звука, JASA (1990)
- Камило Прието и др.:Наблюдение за процессом на месте с помощью оптического микрофона для обнаружения трещин в приложениях лазерного осаждения металлов, данные измерений из Технологического центра AIMEN (Испания) , LANE Conference, промышленная бумага (2020 г.)
Эта статья была написана Мартином Урспрунгом, инженером по приложениям; Томас Хайне, руководитель отдела исследований и разработок; Бальтазар Фишер, генеральный директор; Вольфганг Рорингер, инженер-разработчик; и Райан Зоммерхубер, инженер по применению, XARION Laser Acoustics GmbH (Вена, Австрия). Для получения дополнительной информации свяжитесь с г-ном Зоммерхубером по адресу Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра или посетите здесь .
Датчик
- Жидкостное аддитивное производство:построение 3D-объектов с жидкостью
- Аддитивное производство против субтрактивного производства
- Преимущества аддитивного производства
- Улучшение аддитивного производства с помощью обратного проектирования
- 5 советов, которые помогут вашей компании добиться успеха в аддитивном производстве
- Процесс и дискретное производство
- 4 приложения, которые вы должны создавать с помощью аддитивного производства
- Процесс аддитивного производства
- Stratasys:повышение экологичности с помощью 3D-печати
- Аддитивное производство в аэрокосмической отрасли