


Анализ технологичности конструкции станков с ЧПУ, точности изготовления деталей и технических требований
Анализ технологичности деталей, обработанных на станках с ЧПУ, в основном включает три части:анализ чертежа детали изделия, анализ конструктивной технологичности и анализ точности детали и технических требований.
(1) Часть Д рисунок А анализ
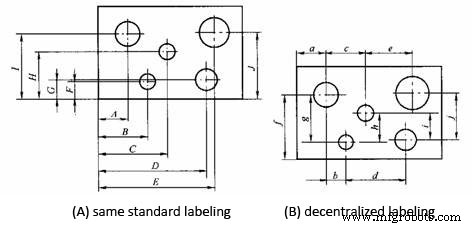
① Метод определения размеров на чертеже детали должен быть адаптирован к характеристикам обработки с ЧПУ. Как показано на рисунке (A), размеры на чертеже детали с ЧПУ должны быть отмечены той же ссылкой или размер координат должен быть указан напрямую. Этот метод маркировки не только облегчает программирование, но также облегчает взаимную координацию между измерениями и способствует унификации контрольных показателей проектирования, контрольных показателей процесса, контрольных показателей измерения и источника программирования. При определении размеров конструкторы деталей обычно всегда чаще учитывают сборочные и другие характеристики использования, поэтому они часто используют метод частично разбросанной маркировки, как показано на рисунке (B), что создает много неудобств для организации процесса и обработки числового программного управления. Благодаря высокой точности обработки с ЧПУ и многократному позиционированию характеристики использования деталей не будут повреждены из-за больших кумулятивных ошибок. Таким образом, метод локальной разбросанной маркировки можно изменить на ту же справочную маркировку или прямую маркировку координатного размера.
②Проанализируйте проектные чертежи обрабатываемых деталей, разделите обрабатываемую поверхность на важные поверхности и второстепенные поверхности в соответствии с отмеченными размерными допусками и геометрическими допусками и другой соответствующей информацией, а также определите контрольные показатели конструкции, а затем следуйте принципу выбора контрольных показателей, чтобы определить обработки Базу позиционирования детали, проанализируйте, удобна ли заготовка детали для позиционирования и зажима, будет ли выбор метода зажима и точки зажима препятствовать движению инструмента, влияет ли деформация зажима на качество обработки и т. д. Обеспечьте основу для позиционирования заготовки, установки и конструкции приспособления.
③Условия (такие как касание, пересечение, перпендикулярность и параллельность) геометрических элементов (точек, линий и поверхностей), составляющих контур детали, являются важной основой для программирования ЧПУ. При ручном программировании координаты каждого узла должны рассчитываться в соответствии с этими условиями; при автоматическом программировании все геометрические элементы, составляющие деталь, должны быть определены в соответствии с этими условиями. Независимо от того, какое условие неясно, программирование будет невозможно. Поэтому при анализе чертежей деталей необходимо проанализировать, достаточны ли заданные состояния геометрических элементов, и при обнаружении каких-либо проблем своевременно решать их путем консультации с проектировщиком.
(2) Структурный П процесс А анализ О ж П искусство
① Внутренняя полость и форма деталей должны максимально соответствовать единым геометрическим типам и размерам, чтобы уменьшить технические характеристики инструмента и количество смен инструмента, упростить программирование и повысить эффективность производства.
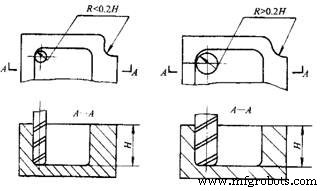
②Размер скругления внутренней канавки определяет размер диаметра инструмента, поэтому радиус скругления внутренней канавки не должен быть слишком маленьким. Для деталей, показанных на рисунке ниже, качество их структуры и мастерства связано с такими факторами, как высота обрабатываемого контура и величина радиуса дуги угла. Рисунок (б) По сравнению с (а), радиус дуги угла R большой, и для обработки можно использовать концевую фрезу большего диаметра; при обработке плоскости соответственно уменьшается и количество подач, и качество обработки поверхности будет лучше, т.е. технологичность лучше. Наоборот, исполнение плохое. Как правило, когда R<0,2H (H — максимальная высота поверхности контура обрабатываемой детали), можно судить о том, что качество изготовления этой части детали неудовлетворительное.
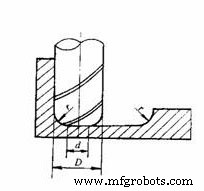
③ Когда деталь фрезерует плоскость дна канавки, радиус скругления дна канавки r не должен быть слишком большим. Как показано на рисунке ниже, максимальный контактный диаметр между торцом фрезы и плоскостью фрезерования составляет d=D-2r (D — диаметр фрезы). При постоянном D чем больше r, тем меньше будет площадь плоскости фрезерования торца фрезы. Чем хуже планарность, тем ниже КПД и хуже технологичность. Когда r достигает определенного уровня, необходимо даже использовать фрезу со сферическим концом, чего следует по возможности избегать.
④ Насколько это возможно, обработка всех обрабатываемых поверхностей должна быть завершена за один зажим. По этой причине следует выбирать метод позиционирования, облегчающий обработку каждой поверхности; если требуется второй зажим, следует принять унифицированное эталонное позиционирование. Если при обработке с ЧПУ нет единой точки отсчета позиционирования, возникнут ошибки позиционирования из-за переустановки заготовки, что сделает положения контура и размеры на двух гранях после обработки несовместимыми. Таким образом, чтобы обеспечить относительное положение после процесса вторичного зажима. Для точности следует использовать унифицированный эталон позиционирования.
3) Анализ О ж П искусство А точность А й Т технический Р требования
1) Проанализируйте, являются ли точность деталей и различные технические требования полными и обоснованными. Для поверхности, обработанной на токарной станке с ЧПУ, требования к точности должны быть как можно более последовательными, чтобы конечный инструмент можно было обрабатывать непрерывно.
2) Проанализируйте, может ли точность обработки ЧПУ в процессе соответствовать требованиям чертежей. Обратите внимание, чтобы оставить достаточный припуск на обработку для последующих процессов.
3) Найдите поверхности с более высокой точностью позиционирования на чертеже детали и определите, можно ли выполнить эти поверхности за один монтаж.
4) Для поверхностей или симметричных поверхностей, которые требуют высокой шероховатости поверхности деталей, определите использование функции постоянной линейной скорости для резки.
Производственный процесс
- Аэрокосмическая обработка с ЧПУ:легкие детали из титана и многое другое
- 4 совета по повышению точности и эффективности обработки на станках с ЧПУ
- 4 метода контроля и 3 решения для обработки на станках с ЧПУ
- 5 Конфигурация и требования к высокоскоростному обрабатывающему центру с ЧПУ
- Как снизить стоимость обработки детали с ЧПУ?
- Производство на станках с ЧПУ:точность, аккуратность и допуски
- Анализ ошибок и методы улучшения в процессе обработки на станках с ЧПУ
- Обрабатывающие центры с ЧПУ HMC и обрабатывающие центры
- Детали и элементы систем станков с ЧПУ
- Отделка деталей и компонентов